一种铝壳一致性测试装置的制作方法
1.本实用新型涉及动力电池检测领域,具体而言,涉及一种铝壳一致性测试装置。
背景技术:
2.锂离子动力电池已经深入国民经济各个领域中,特别是电动公共交通工具在一些大中城市越来越普及,电动小轿车等绿色代步工具也逐步走近寻常百姓家,而电池则为这些绿色出行工具提供动力。
3.电芯的一致性是动力电池重要的一项指标,单体电芯性能的优劣决定着电池组整体的性能水平,如果存在一致性问题,单体电芯在进行多种串并联后,会直接影响电池组的寿命、安全以及动力电池的制造成本和维护成本。基于此,电池企业和整车企业无不将电芯的一致性作为重要的考量指标。
4.铝壳作为电芯最重要的结构件,它的一致性高低,直接影响电芯的一致性,因此,在铝壳成型后,需要对其一致性进行检测。目前的测试装置结构复杂,操作繁琐,检测效率低。
技术实现要素:
5.本实用新型的目的在于提供一种铝壳一致性测试装置,其结构简单,方便操作,可提高铝壳一致性检测的效率。
6.一种铝壳一致性测试装置,包括支架,所述支架上设有定位机构和测厚机构,所述定位机构位于测厚机构的下方,所述测厚机构包括滑轨、驱动件、固定座、以及测厚件,所述滑轨竖直设置,所述固定座滑动设于所述滑轨上,所述驱动件的输出端与固定座连接,所述测厚件设于所述固定座的下端。
7.进一步的,所述定位机构包括顶推气缸、旋转气缸、连接座、以及转盘,所述顶推气缸的输出端与连接座连接,所述顶推气缸可推动连接座沿水平方向往复移动;所述旋转气缸固设于连接座上,所述旋转气缸的输出端与转盘连接。
8.进一步的,所述支架设有沿水平方向延伸的导向杆,所述导向杆位于所述转盘与旋转气缸之间。
9.进一步的,所述测厚件包括竖直设置的第一固定杆和第二固定杆,所述第一固定杆和第二固定相对置,所述第一固定杆和第二固定杆上排列有若干测厚仪。
10.进一步的,所述测厚仪为激光测厚仪。
11.进一步的,所述第一固定杆与第二固定杆之间设有到位感应器。
12.进一步的,所述转盘上设有用于固定铝壳的固定槽。
13.与现有技术相比,本实用新型的有益效果是:设有测厚机构和定位机构,定位机构可固定铝壳,测厚机构可竖直滑动以检测铝壳的壁厚,整体结构简单,操作方便,有效提高铝壳一致性测试的效率。定位机构可旋转和水平移动,从而在不同的角度定位铝壳,使得测厚机构可对铝壳的不同侧壁进行测量,使用更方便。测厚机构上设有若干测厚仪,当铝壳侧
壁位于测厚机构之间时,测厚仪可同时对同一侧壁的不同高度进行测厚,从而判定侧壁的一致性,有效提高测试的效率。
附图说明
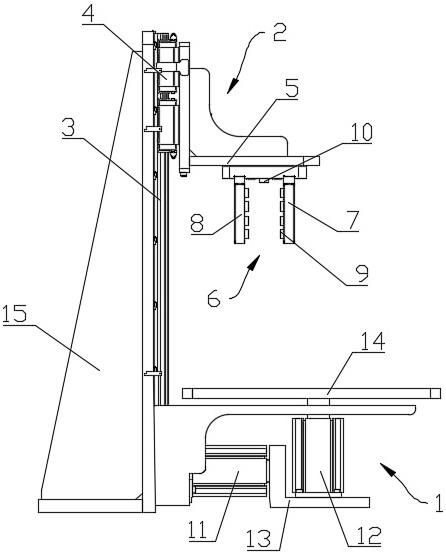
14.图1为本实用新型实施例的铝壳一致性测试装置的结构示意图。
具体实施方式
15.为了便于理解本实用新型,下面将参照相关附图对本实用新型进行更全面的描述。附图中给出了本实用新型的较佳实施方式。但是,本实用新型可以以许多不同的形式来实现,并不限于本文所描述的实施方式。
16.如图1所示,一较佳实施例中,本实用新型的铝壳一致性测试装置主要包括定位机构1、测厚机构2、以及支架15。其中,定位机构1与测厚机构2相对设与支架15上,定位机构1位于测厚机构2的下方。定位机构1用于对待测试铝壳进行定位,测厚机构2用于对铝壳的侧壁进行厚度测量,进而判断铝壳的一致性。
17.测厚机构2配置为可滑动,包括滑轨3、驱动件4、固定座5、以及测厚件6。滑轨3竖直设于支架15上,固定座5与滑轨3滑动连接,驱动件4的输出端与固定座5连接,驱动件4可驱动固定座5沿滑轨竖直往复移动,本实施例中,驱动件4采用电机。
18.测厚件6设于固定座5的下端,测厚件6包括竖直向下延伸的第一固定杆7和第二固定杆8,第一固定杆7与第二固定杆8相对设置,第一固定杆7和第二固定杆8上排列有若干测厚仪9。本实施例中,测厚仪9优选采用激光测厚仪。第一固定杆7与第二固定杆8之间设有到位感应器10,到位感应器10用于感应铝壳是否到位。
19.定位机构1包括顶推气缸11、旋转气缸12、连接座13、以及转盘14,顶推气缸11的输出端与连接座13连接,顶推气缸11可推动连接座13沿水平方向往复移动。旋转气缸12固设于连接座13上,旋转气缸12的输出端与转盘14连接,转盘14上设有用于固定铝壳的固定槽,旋转气缸12可驱动转盘14旋转。
20.为了使转盘14能够平稳地水平移动,支架15设有沿水平方向延伸的导向杆15,导向杆15位于转盘14与旋转气缸12之间,导向杆15之间形成有未图示的导向槽,使得转盘14在水平移动时能够沿导向槽平稳移动,避免偏位。
21.为了更好地了解本实用新型,以下对本实用新型的工作原理作具体说明:首先将待测试铝壳固定在转盘14上的固定槽中,此时铝壳的其中一个侧壁位于测厚机构2的下方,测厚机构2启动,测厚件6在驱动件4的驱动下竖直向下滑动,直至铝壳的侧壁位于第一固定杆7与第二固定杆8之间,此时多个测厚仪9对侧壁不同高度进行测厚并得出若干数据,通过数据即可得出铝壳侧壁的一致性。当其中一个侧壁测试完成后,测厚机构2复位,旋转气缸12转动转盘14,同时顶推气缸11水平移动转盘14,使得铝壳的另一侧壁位于测厚机构2下方,并通过到位感应器10感应侧壁是否到位,到位后,测厚机构2重复上述测厚动作,从而依次对铝壳不同侧壁进行测试,进而完成铝壳的一致性检测。
22.在本实用新型的描述中,需要理解的是,术语诸如
ꢀ“
上”、“下”、“前”、“后”、
ꢀ“
左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置
或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
23.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本实用新型的描述中,“多个”的含义是两个或两个以上, 除非另有明确具体的限定。
24.虽然对本实用新型的描述是结合以上具体实施例进行的,但是,熟悉本技术领域的人员能够根据上述的内容进行许多替换、修改和变化是显而易见的。因此,所有这样的替代、改进和变化都包括在附后的权利要求的精神和范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1