用于前轴机加的外检装置的制作方法
[0001]
本实用新型涉及前轴检测技术领域,特别是涉及用于前轴机加的外检装置。
背景技术:
[0002]
汽车前轴胚料需要机械加工,主要是两端的主销孔、侧销孔和弹簧垫板的加工,加工工序多,精度要求高,为提高加工效率和防漏,现在由人工加工转为全自动化机床加工,并采用全自动化的物流线进行给料,所以,为了防止安装到机床的前轴胚料是合格件,需要前轴在安装到机床前进行外检筛选,以及进行主销孔孔心、中心线以及直线度检测,以提高整体生产线的加工效率。
技术实现要素:
[0003]
本实用新型的目的在于针对现有技术的不足,而提供用于前轴机加的外检装置,其采用机械手配合碰撞感应装置,对前轴进行检测,然后与系统标准值进行比对,从而在系统中对每一根前轴进行数据建模,实现精确定位和加工,同时对不合格前轴进行筛选。
[0004]
本实用新型解决其技术问题所采用的技术方案是:用于前轴机加的外检装置,包括机械手、感应装置和控制中心,所述机械手设置有可做前后、左右、上下运动的上夹持位和下夹持位,所述感应装置包括前探装置和后探装置,所述机械手、所述前探装置和所述后探装置均与所述控制中心电连接,所述控制中心设置有控制所述机械手运动的控制单元、接收所述感应装置信号的反馈单元、处理运动参数及把所述反馈单元数据与系统比对建模的中央处理器。
[0005]
进一步的,所述机械手包括横梁、滑座、竖臂和手座,所述横梁的一侧设置有两条左右线轨、以及齿条一,所述滑座通过滑块一与所述左右线轨滑动连接,所述滑座设置有齿轮一和驱动所述齿轮一转动的伺服电机一,所述齿轮一与所述齿条一啮合;所述竖臂的相对两侧各设置有一条竖直线轨和齿条二,所述滑座通过滑块二与所述竖直线轨滑动连接,所述滑座设置有齿轮二和驱动所述齿轮二转动的伺服电机二,所述齿轮二与所述齿条二啮合;所述竖臂的底部设置有两条前后线轨,所述手座通过滑块三与所述前后线轨滑动连接,所述竖臂的底部设置有螺杆和驱动所述螺杆转动的伺服电机三,所述手座设置有与所述螺杆螺纹连接的丝座;所述上夹持位和所述下夹持位设置于所述手座的底部,所述上夹持位位于所述下夹持位的后侧。
[0006]
进一步的,所述上夹持位、所述下夹持位的结构相同,均由左右两个夹钳构成,所述夹钳包括油缸、固定钳和活动钳,所述固定钳与所述油缸的缸体固定,所述活动钳固定于所述油缸的活塞杆端部。
[0007]
进一步的,所述固定钳设置有防划伤工件的垫块一,所述活动钳设置有防划伤工件的垫块二。
[0008]
进一步的,所述垫块一由若干圆形的垫片叠加而成,所述垫块二为矩形块。
[0009]
进一步的,所述横梁的下方设置有悬梁,所述感应装置设置于所述悬梁,所述前探
装置包括前探板、前探头,所述后探装置包括后探板、后探头,所述前探板、所述后探板均为j字形,所述前探板、所述后探板与所述悬梁铰接,所述前探头、所述后探头固定于所述悬梁,所述前探板的长边端部抵触所述前探头,所述后探板的长边端部抵触所述后探头,所述前探头、所述后探头与所述控制中心电连接。
[0010]
进一步的,所述前探板、所述后探板的短边端部均铰接有防止划伤工件的滚轮。
[0011]
进一步的,所述悬梁设置有便于工件从所述下夹持位换到所述上夹持位的换手台。
[0012]
进一步的,用于前轴机加的外检装置的检测方法为:
[0013]
sp1:所述下夹持位抓取前轴,并放置到所述换手台,所述上夹持位抓取该前轴; sp2:所述上夹持位运动到初始位置;
[0014]
sp3:所述上夹持位通过左右、前后定量运动,使前轴两端主销外圆周面分别与所述前探板上的所述滚轮、所述后探板上的所述滚轮碰撞,且与每个所述滚轮的碰撞点至少有三个,使前轴的弹簧垫板两侧分别与所述前探板上的所述滚轮、所述后探板上的所述滚轮碰撞;
[0015]
sp4:sp3的碰撞发生时,所述上夹持位的位移数据、所述前探头、所述后探头的感应信号同时反馈到所述反馈单元,再由所述中央处理器处理,并与系统保存的标准模型进行比对,以确定前轴两端主销的中心孔、中心距和直线度,同时判断该前轴的直线度是否在公差范围内以筛选前轴是否合格。
[0016]
本实用新型的有益效果是:用于前轴机加的外检装置,其包括机械手、感应装置和控制中心,所述机械手设置有可做前后、左右、上下运动的上夹持位和下夹持位,所述感应装置包括前探装置和后探装置,所述机械手、所述前探装置和所述后探装置均与所述控制中心电连接,所述控制中心设置有控制机械手运动的控制单元、接收所述感应装置信号的反馈单元、处理运动参数及把所述反馈单元数据与系统比对建模的中央处理器。本实用新型采用可前后、左右移动的所述机械手,配合所述感应装置,通过碰撞收集前轴位移收据,从而计算前轴的尺寸公差,并与系统保存的模型比对,从而对前轴建模,并确定前轴两端主销的孔心、前轴两端主销的中心距、以及前轴的直线度,同时对前轴的不合格产品进行筛除;本实用新型构思科学合理,结构简单,实现了前轴的自动化检测,提高了前轴流水线自动化生产效率。
附图说明
[0017]
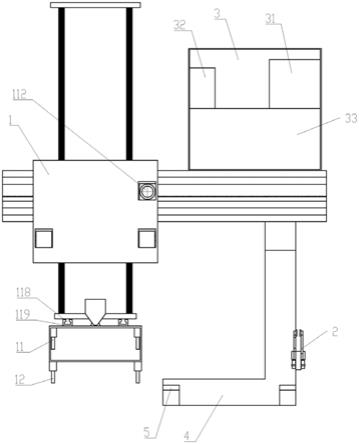
图1是本实用新型的用于前轴机加的外检装置的主视图;
[0018]
图2是图1的右视图;
[0019]
图3是图1的左向剖视图;
[0020]
图4是图1的俯视剖视图。
[0021]
附图标记说明:
[0022]
1——机械手、11——上夹持位、12——下夹持位、13——夹钳、131——油缸、132——固定钳、133——活动钳、134——垫块一、135——垫块二、14——横梁、15——滑座、16——竖臂、17——手座、18——左右线轨、19——齿条一、 110——滑块一、111——齿轮一、112——伺服电机一、113——竖直线轨、114 ——齿条二、115——滑块二、116——齿
轮二、117——伺服电机二、118——前后线轨、119——滑块三、120——螺杆、121——伺服电机三、122——丝座、 2——感应装置、21——前探装置、211——前探板、212——前探头、22——后探装置、221——后探板、222——后探头、223——滚轮、3——控制中心、31 ——控制单元、32——反馈单元、33——中央处理器、4——悬梁、5——换手台。
具体实施方式
[0023]
下面结合附图和具体实施例对本实用新型作进一步详细的说明,并不是把本实用新型的实施范围限制于此。
[0024]
如图1-4所示,本实施例的用于前轴机加的外检装置,其包括机械手1、感应装置2和控制中心3,所述机械手1设置有可做前后、左右、上下运动的上夹持位11和下夹持位12,所述感应装置2包括前探装置21和后探装置22,所述机械手1、所述前探装置21和所述后探装置22均与所述控制中心3电连接,所述控制中心3设置有控制所述机械手1运动的控制单元31、接收所述感应装置2信号的反馈单元32、处理运动参数及把所述反馈单元32数据与系统比对建模的中央处理器33。本实用新型采用可前后、左右定量移动的所述机械手1,配合所述感应装置2,通过碰撞收集前轴在碰撞时的位移收据,从而计算前轴的尺寸公差,并与系统保存的模型比对,从而对前轴建模,并确定前轴两端主销的孔心、前轴两端主销的中心距、以及前轴的直线度,同时对前轴的不合格产品进行筛除;本实用新型构思科学合理,结构简单,实现了前轴的自动化检测,提高了前轴流水线自动化生产效率。
[0025]
所述机械手1包括横梁14、滑座15、竖臂16和手座17,所述横梁14 的一侧设置有两条左右线轨18、以及齿条一19,所述滑座15通过滑块一110 与所述左右线轨18滑动连接,所述滑座15设置有齿轮一111和驱动所述齿轮一111转动的伺服电机一112,所述齿轮一111与所述齿条一19啮合;所述竖臂16的相对两侧各设置有一条竖直线轨113和齿条二114,所述滑座15通过滑块二115与所述竖直线轨113滑动连接,所述滑座15设置有齿轮二116和驱动所述齿轮二116转动的伺服电机二117,所述齿轮二116与所述齿条二114 啮合;所述竖臂16的底部设置有两条前后线轨118,所述手座17通过滑块三 119与所述前后线轨118滑动连接,所述竖臂16的底部设置有螺杆120和驱动所述螺杆120转动的伺服电机三121,所述手座17设置有与所述螺杆120螺纹连接的丝座122;所述上夹持位11和所述下夹持位12设置于所述手座17的底部,所述上夹持位11位于所述下夹持位12的后侧。本实用新型的所述机械手1在三坐标轴的移动通过线轨、滑块配合构成滑动连接,再以齿轮齿条传动,或螺杆传动为驱动力,结构简单,精密度高。
[0026]
所述上夹持位11、所述下夹持位12的结构相同,均由左右两个夹钳13 构成,所述夹钳13包括油缸131、固定钳132和活动钳133,所述固定钳132 与所述油缸131的缸体固定,所述活动钳133固定于所述油缸131的活塞杆端部。本实用新型采用油缸作为夹持驱动力,可以保证所述夹钳13的稳定。为了更好地夹取前轴,防止前轴掉落或滑动,所述固定钳132设置有防划伤工件的垫块一134,所述活动钳133设置有防划伤工件的垫块二135,且所述垫块一 134由若干圆形的垫片叠加而成,所述垫块二135为矩形块,以便于夹取前轴的弧形面。
[0027]
前轴碰撞所述感应装置2时,所述前探板211或所述后探板221会转动,为防止前轴被划伤,所述前探板211、所述后探板221的短边端部均铰接有防止划伤工件的滚轮223。
[0028]
本实用新型作为整个生产线的一部分,所述机械手1是采用所述上夹持位11夹取前轴进行检测,而所述机械手1从外界抓取前轴时采用的是所述下夹持位12,所以,所述悬梁4设置有便于工件从所述下夹持位12换到所述上夹持位11的换手台5。
[0029]
本实用新型的用于前轴机加的外检装置的具体作业流程为: sp1:所述下夹持位12抓取前轴,并放置到所述换手台5,所述上夹持位11抓取该前轴;
[0030]
sp2:所述上夹持位11运动到初始位置;
[0031]
sp3:所述上夹持位11通过左右、前后定量运动,使前轴两端主销外圆周面分别与所述前探板211上的所述滚轮223、所述后探板221上的所述滚轮223碰撞,且与每个所述滚轮223的碰撞点至少有三个,本实施例碰撞点为五个,使前轴的弹簧垫板两侧分别与所述前探板211上的所述滚轮223、所述后探板221 上的所述滚轮223碰撞;
[0032]
sp4:sp3的碰撞发生时,所述上夹持位11的位移数据、所述前探头212、所述后探头222的感应信号同时反馈到所述反馈单元32,再由所述中央处理器33 处理,并与系统保存的标准模型进行比对,以确定前轴两端主销的中心孔、中心距和直线度,同时判断该前轴的直线度是否在公差范围内以筛选前轴是否合格。
[0033]
最后应当说明的是,以上实施例仅用以说明本实用新型的技术方案,而非对本实用新型保护范围的限制,尽管参照较佳实施例对本实用新型作了详细地说明,本领域的普通技术人员应当理解,可以对本实用新型的技术方案进行修改或者等同替换,而不脱离本实用新型技术方案的实质和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1