一种弹簧圈热处理收口弹性检测工装的制作方法
1.本实用新型涉及一种弹簧圈热处理收口弹性检测工装。
背景技术:
2.在弹簧圈经过热处理后,为了验证弹簧的弹性和硬度以验证热处理工艺的效果,需要将弹簧圈的开口连续开合15次,在实验过程中需要保证其整个圆环均匀受力且不变形,现有方式用台虎钳来夹持弹簧圈,通过其活动钳口及手柄操作完成弹簧圈口连续合并15次。
3.由于用台虎钳夹持弹簧圈,弹簧圈只有两个点受力,使得弹簧圈受力不均匀,弹簧圈口合并一次就已经变成了椭圆形,无法恢复,导致弹簧圈报废。
技术实现要素:
4.为解决上述技术问题,本实用新型提供了一种弹簧圈热处理收口弹性检测工装。
5.本实用新型通过以下技术方案得以实现。
6.本实用新型提供的一种弹簧圈热处理收口弹性检测工装,包括右钳头和左钳头及分别与右钳头和左钳头连接的左手柄和右手柄;右钳头和左手柄及左钳头和右手柄分别连接成为s型,右钳头和左手柄及左钳头和右手柄的连接处通过轴铰接,所述右钳头和左钳头闭合后形成椭圆形的钳口。
7.所述钳口包括第一圆弧和第二圆弧,所述第一圆弧和第二圆弧均为在右钳头和左钳头同一侧面加工出的圆弧,所述第一圆弧的直径小于第二圆弧的直径且第一圆弧的深度大于第二圆弧的深度。
8.所述第一圆弧为通槽。
9.所述第一圆弧的两端在右钳头和左钳头上均倒有圆角。
10.所述轴包括在同一中心线上且直径依次增加的铆接柱、支撑柱、限位柱,支撑柱将铆接柱和限位柱连接在其两端,铆接柱的另一端同过铆钉铆接在其中心将右钳头和左钳头铰接。
11.本实用新型的有益效果在于:通过将钳口设置为圆弧,使弹簧圈开口两端各部位均能够收到压力,防止弹簧圈变形。
附图说明
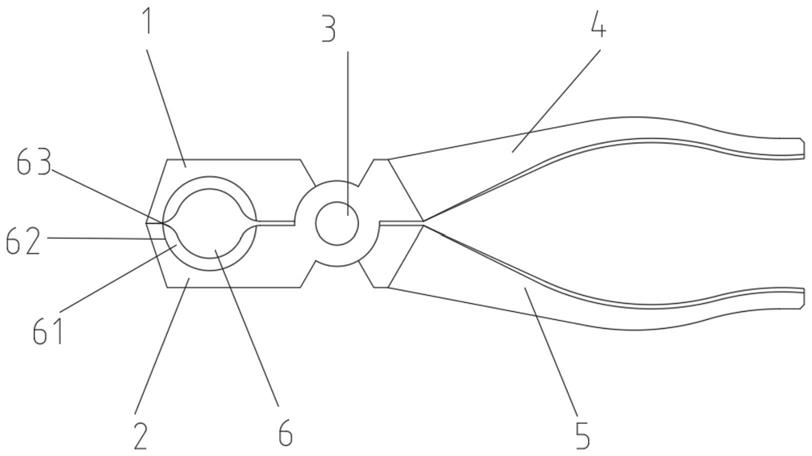
12.图1是本实用新型的结构示意图;
13.图2是本实用新型的轴结构示意图;
14.图3是本实用新型的弹簧圈结构示意图;
15.图中:1
‑
右钳头,2
‑
左钳头,3
‑
轴,31
‑
铆接柱,32
‑
支撑柱,33
‑ꢀ
限位柱,4
‑
右手柄,5
‑
左手柄,6
‑
钳口,61
‑
第一圆弧,62
‑
第二圆弧, 63
‑
圆角。
具体实施方式
16.下面进一步描述本实用新型的技术方案,但要求保护的范围并不局限于所述。
17.一种弹簧圈热处理收口弹性检测工装,包括右钳头1和左钳头2 及分别与右钳头1和左钳头2连接的左手柄5和右手柄4;右钳头1和左手柄5及左钳头2和右手柄4分别连接成为s型,右钳头1和左手柄5及左钳头2和右手柄4的连接处通过轴3铰接,所述右钳头1和左钳头2闭合后形成椭圆形的钳口6。通过将钳口设置为圆弧,使弹簧圈开口两端各部位均能够收到压力,防止弹簧圈变形,椭圆通过与弹簧圈直径相同的圆弧组成,在钳口闭合时均匀对弹簧圈的个部分进行挤压,使其形变。
18.所述钳口6包括第一圆弧61和第二圆弧62,所述第一圆弧61和第二圆弧62均为在右钳头1和左钳头2同一侧面加工出的圆弧,所述第一圆弧61的直径小于第二圆弧62的直径且第一圆弧61的深度大于第二圆弧62的深度。第二圆弧62的弧形直径与弹簧圈直径相同,第一圆弧 61在第二圆弧62的侧面形成挡边,不但对弹簧圈进行定位使其端面贴合在挡边上,使其外圈能够与第二圆弧62的圆弧贴合。
19.所述第一圆弧61为通槽。
20.所述第一圆弧61的两端在右钳头1和左钳头2上均倒有圆角63,圆角能够让钳口在合并过程中不会受到挡边边沿的影响而降低钳口对弹簧圈的挤压力。
21.所述轴3包括在同一中心线上且直径依次增加的铆接柱31、支撑柱32、限位柱33,支撑柱32将铆接柱31和限位柱33连接在其两端,铆接柱31的另一端同过铆钉铆接在其中心将右钳头1和左钳头2铰接。
22.检测步骤:
23.1.将弹簧圈、收口钳用汽油清洗,晾干;
24.2.将收口钳置于干净平整的工作台,并通过右手柄、左手柄打开右钳口、左钳头,使收口钳开口处于最大开口状态;
25.3.将弹簧圈置于开口钳内圈,弹簧圈的环口避开开口钳的开口部位;
26.4.用一只手的食指通过收口钳内圈摁住弹簧圈,另一只手通过收口钳右手柄、左手柄的操作,使右钳头、左钳头连续开合,从而使得弹簧圈开口连续合并15次;
27.5.取出弹簧圈,用游标卡尺测量弹簧圈环的尺寸验证其形变量。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1