一种焊接温度监控装置的制作方法
1.本实用新型涉及工业化生产温度监控技术领域,特别涉及一种焊接温度监控装置。
背景技术:
2.焊接,即为熔接,是通过加热、高温或者高压的方式融化焊材,使被焊物结合的一种制造工艺及技术。焊接的能量包括:气体焰、电弧、激光、电子束、摩擦和超声波等。焊接过程中,焊接温度(预热温度、层间温度、后热温度)的控制至关重要,焊接温度因素对焊缝质量的好坏起着决定性的影响。
3.目前,焊接温度的检测常规通过手持式红外检测仪/接触式热电偶测温仪,然而,该种测量方式仍然存在以下缺点:
4.1、人工测量,手工记录,难以确保温度数据真实性、实时性;
5.2、测温设备容易受到焊接装置中焊烟、焊渣、高温的影响。
技术实现要素:
6.为了解决背景技术中存在的技术问题,本实用新型提供一种焊接温度监控装置,周期性自动进行温度测试并记录,保证测温的实时性;不受生产现场恶略环境的影响。
7.本实用新型解决所采用的技术方案是:
8.一种焊接温度监控装置,包括无纸记录仪,所述无纸记录仪的模拟量输入端电气连接设置有红外测温探头,无纸记录仪的数字量输出端电气连接设置有报警灯,无纸记录仪用以显示、设定上限/下限报警温度,并控制报警灯的状态。
9.所述红外测温探头设置于焊接装置的焊枪处并正对焊点,用以进行温度检测,包括:
10.探头本体,所述探头本体上设置有支架,探头本体上设置有固定支架的固定螺母,探头本体外套设有筒状的外壳,所述支架固定设置于外壳内,外壳的开口端螺接设置有封盖,外壳与封盖之间密封夹设置有密封垫,封盖上远离外壳的一端螺接设置有端盖,探头本体密封穿设于封盖、密封垫、端盖内。
11.进一步的,所述无纸记录仪的数字量输出端设置为干接点,并通过继电器与报警灯电气连接。
12.进一步的,所述外壳包括水平放置的筒状壳体,所述壳体的筒壁上密封设置有透明的观察口,壳体的内筒壁上设置有放置支架的安装槽,所述安装槽上设置有多个固定螺孔,壳体的外筒壁上设置有与其内部相连通的冷媒进口、冷媒出口,所述冷媒进口设置于壳体封口端的下部,所述冷媒出口设置于壳体开口端的上部。
13.进一步的,所述壳体的筒壁下部设置有基座,所述基座上延伸设置有固定耳,所述固定耳上贯穿设置有多个安装孔。
14.进一步的,所述壳体封口端连通设置有筒状的探头仓,所述探头仓的封口端密封
设置有与探头本体检测端共中线轴线的透镜孔,探头仓上还设置有压风进口、压风排口,所述压风进口设置于探头仓的侧壁上并与压风排口相连通,压风排口设置为环状,并设置于透镜孔的周围。
15.进一步的,所述封盖包括与壳体开口端相螺接的封盖盖体,所述封盖盖体远离壳体的一端凸出设置有凸起,所述凸起的中心轴线上贯穿设置有第一穿孔。
16.进一步的,所述密封垫包括密封夹设于壳体开口端与封盖盖体间的内垫,所述内垫远离壳体的一端凸出设置有外垫,所述外垫插设于第一穿孔内,并在其中心轴线上贯穿设置有第二穿孔。
17.进一步的,所述端盖包括与凸起相螺接的端盖盖体,所述端盖盖体的外侧设置有防滑凸起,端盖盖体的中心轴线上贯穿设置有第三穿孔,所述第三穿孔密封套设于探头本体上。
18.进一步的,所述第一穿孔、第二穿孔、第三穿孔皆与探头本体共中心轴线。
19.进一步的,所述支架设置为“l”型,其垂直板上设置有套设于探头本体上的通孔,其水平板上贯穿设置有多个分别与多个固定螺孔共中心轴线的固定孔。
20.本实用新型装置的优点在于:
21.1、红外测温探头能够在焊接的全过程中,不间断温度实时监测;
22.2、通过无纸记录仪显示焊接件温度数据的曲线,并且保持的数据能够到处存档,避免人工测温、记录,出现错误,并且节省人工提高生产效率;
23.3、通过无纸记录仪设定上限/下限报警温度,焊接过程中出现温度偏移,控制焊接装置停机,并通过报警灯提醒现场工人进行处理,依次保证焊接工件的质量。
附图说明
24.为了更清楚地说明本实用新型具体实施方式,下面将对具体实施方式中所需要的附图作简单介绍,下列描述中的附图是本实用新型的实施方式。
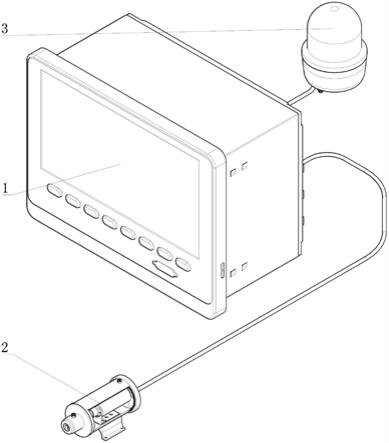
25.图1是本实用新型实例提供一种焊接温度监控装置的总立体示意图;
26.图2是本实用新型实例提供一种焊接温度监控装置的红外测温探头爆炸示意图;
27.图3是本实用新型实例提供一种焊接温度监控装置的探头本体立体示意图;
28.图4是本实用新型实例提供一种焊接温度监控装置的外壳立体示意图;
29.图5是本实用新型实例提供一种焊接温度监控装置的封盖立体示意图;
30.图6是本实用新型实例提供一种焊接温度监控装置的密封垫立体示意图;
31.图7是本实用新型实例提供一种焊接温度监控装置的端盖立体示意图;
32.图8是本实用新型实例提供一种焊接温度监控装置的电气原理示意图;
33.图9是本实用新型实例提供一种焊接温度监控装置的工作流程示意图。
34.图中:
35.1、无纸记录仪,2、红外测温探头,3、报警灯,
36.20、探头本体,21、支架,22、外壳,23、封盖,24、密封垫,25、端盖,2、固定螺母,
37.221、壳体,2211、观察口,2212、安装槽,2213、固定螺孔,2214、冷媒进口,2215、冷媒出口,
38.222、基座,2221、安装孔,
39.223、探头仓,2231、透镜孔,2232、压风进口,2233、压风排口,
40.231、封盖盖体,232、凸起,233、第一穿孔,
41.241、内垫,242、外垫,243、第二穿孔,
42.251、端盖盖体,252、防滑凸起,253、第三穿孔。
具体实施方式
43.为了更加清楚地、明确地说明本实用新型的具体实施目的和实施方式,下面将结合附图对本实用新型技术方案进行完整的描述,所描述的实施例是本实用新型一部分实施例,而不是全部实施例。在未做出创造性劳动的前提下,基于本实用新型所描述实施例的所有其他实施例,都属于本实用新型保护范围。
44.一种焊接温度监控装置,如图1所示,无纸记录仪1,所述无纸记录仪1的模拟量输入端电气连接设置有红外测温探头2,无纸记录仪1的数字量输出端设置为干接点,并通过继电器电气连接设置有报警灯3,无纸记录仪1用以显示、设定上限/下限报警温度,并控制报警灯3的状态。
45.所述红外测温探头2设置于焊接装置的焊枪处并正对焊点,用以进行温度检测,如图2所示,包括:
46.探头本体20,如图3所示,所述探头本体20上设置有“l”型的支架21,探头本体20上设置有固定支架21的固定螺母26,支架21垂直板上设置有套设于探头本体20上的通孔,支架21水平板上贯穿设置有多个分别与多个固定螺孔2213共中心轴线的固定孔。如图4所示,探头本体20外套设有筒状的外壳22,所述外壳22包括水平放置的筒状壳体221,所述壳体221的筒壁上密封设置有透明的观察口2211,壳体221的内筒壁上设置有放置支架21的安装槽2212,所述安装槽2212上设置有多个固定螺孔2213,壳体221的外筒壁上设置有与其内部相连通的冷媒进口2214、冷媒出口2215,所述冷媒进口2214设置于壳体221封口端的下部,所述冷媒出口2215设置于壳体221开口端的上部。壳体221的筒壁下部设置有基座222,所述基座222上延伸设置有固定耳,所述固定耳上贯穿设置有多个安装孔2221。壳体221封口端连通设置有筒状的探头仓223,所述探头仓223的封口端密封设置有与探头本体20检测端共中线轴线的透镜孔2231,探头仓223上还设置有压风进口2232、压风排口2233,所述压风进口2232设置于探头仓223的侧壁上并与压风排口2233相连通,压风排口2233设置为环状,并设置于透镜孔2231的周围。所述支架21固定设置于外壳22内,外壳22的开口端螺接设置有封盖23,如图5所示,所述封盖23包括与壳体221开口端相螺接的封盖盖体231,所述封盖盖体231远离壳体221的一端凸出设置有凸起232,所述凸起232的中心轴线上贯穿设置有第一穿孔233。外壳22与封盖23之间密封夹设置有密封垫24,如图6所示,所述密封垫24包括密封夹设于壳体221开口端与封盖盖体231间的内垫241,所述内垫241远离壳体221的一端凸出设置有外垫242,所述外垫242插设于第一穿孔233内,并在其中心轴线上贯穿设置有第二穿孔243。封盖23上远离外壳22的一端螺接设置有端盖25,如图7所示,所述端盖25包括与凸起232相螺接的端盖盖体251,所述端盖盖体251的外侧设置有防滑凸起252,端盖盖体251的中心轴线上贯穿设置有第三穿孔253,所述第三穿孔253密封套设于探头本体20上。
47.探头本体20密封穿设于封盖23、密封垫24、端盖25内。所述第一穿孔233、第二穿孔243、第三穿孔253皆与探头本体20共中心轴线。
48.根据上述实施例一种焊接温度监控装置的具体结构,并结合图8所示的电气原理,下面对其监控流程进行进一步地说明,如图9所示:
49.a.初始化:
50.打开供电电源,使无纸记录仪1、报警灯3、红外测温探头2上电运行;
51.b、层间温度设定:
52.通过无纸记录仪1对层间温度的上限、下限进行设定;
53.c、工件预热:
54.当焊接工件未达到b步骤中所设的层间温度范围内时,报警灯3亮起,持续预热;
55.当焊接工件达到b步骤中所设的层间温度范围内时,工件预热完成,进行焊接工序;
56.d、工件焊接,工件焊接过程中,产生热量使工件升温,此时,红外测温探头2实时对焊接工件进行温度检测:
57.当层间温度超过b步骤中所设的层间上限温度时,无纸记录仪1控制焊接装置停机,焊接工件进行自然冷却,此时,报警灯3亮起提醒现场工人进行查看,并于现场确认焊接工件是否需要更换;
58.当焊接工件通过自然冷却,或者,焊接工件焊接的过程中,层间温度保持在b步骤中所设的层间温度范围内时,焊接工件将继续进行焊接工序;
59.直至焊接完成后,结束焊接工序;
60.e、后热处理:
61.通过无纸记录仪1对后热温度的上限、下限/后热时间进行设定;
62.完成焊接工序的工件,其温度保持在上述所设的后热温度范围内,并持续上述后热时间后,结束后热工序。
63.以上述依据本实用新型的实施例为启示,通过上述的说明内容,相关工作人员完全可以在不偏离本项实用新型技术思想的范围内,进行多样的变更以及修改。本项实用新型的技术性范围并不局限于说明书上的内容,必须要根据权利要求范围来确定其技术性范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1