一种MT“U”型磁化器装置的制作方法
一种mt“u”型磁化器装置
技术领域
1.本实用新型属于磁化探伤技术领域,尤其涉及一种mt“u”型磁化器装置。
背景技术:
2.磁粉探伤是在钢铁零件表面缺陷的附近利用其不连续性,在工件表面产生漏磁场从而吸引磁粉形成缺陷处的磁粉堆积
‑
磁痕,在适当的光照条件进行观察,评估,解析达到无损检测的目的。
3.磁粉探伤的操作:清洗,喷淋,转动,磁化,观察,评估,退磁,清洗,涂装等,目前国内的探伤设备纵向磁化均采用φ350以内的纵向线圈或电缆缠绕法磁化,一般的磁化范围为线圈的直径,磁场的方向一般垂直于线圈的截面,对于异形零件的内孔端面、尖角处、孔周围、截面突变部位、台阶和板壁边缘、外表面端或产生方向变化,一般传统的线圈探伤均为分段探伤,特别对于l/d<2时要将零件串接探伤,劳动强度大效率低,同时对严格要求的锻件探伤时,由于要求对皮下隐藏较深缺陷能够检测出,故要釆用三相全波整流电检测,一般的纵向(或周,纵向交流退磁)退磁方式无法达标消磁,因此不能满足正常的工作需求。
技术实现要素:
4.本实用新型提供一种mt“u”型磁化器装置,旨在解决上述背景技术中提到的问题。
5.本实用新型是这样实现的,一种mt“u”型磁化器装置,包括第一探伤组件、第二探伤组件和第三探伤组件。
6.所述第一探伤组件包括两个相互平行设置的第一紫铜排组和第二紫铜排组,且所述第二探伤组件和第三探伤组件分别对称倾斜设置于所述第一紫铜排组和第二紫铜排组的两端,并和所述第一紫铜排组、第二紫铜排组固定连接,所述第一探伤组件、第二探伤组件和第三探伤组件的横截面为u形。
7.优选的,所述第二探伤组件包括两个相互平行设置,且底端分别和所述第一紫铜排组和第二紫铜排组的一端固定连接的第三紫铜排组和第四紫铜排组,所述第三紫铜排组和第四紫铜排组的顶端之间固定连接有第五紫铜排组,所述第三探伤组件包括两个相互平行设置,且底端分别和所述第一紫铜排组和第二紫铜排组的另一端固定连接的第六紫铜排组和第七紫铜排组,及固定连接第六紫铜排组和第七紫铜排组顶端之间的第八紫铜排组。
8.优选的,所述第一紫铜排组、第二紫铜排组、第三紫铜排组、第四紫铜排组、第五紫铜排组第六紫铜排组、第七紫铜排组和第八紫铜排组均由至少四根紫铜绕制组成。
9.优选的,所述第一紫铜排组、第二紫铜排组、第三紫铜排组、第四紫铜排组、第五紫铜排组第六紫铜排组、第七紫铜排组和第八紫铜排组的宽度均至少为100mm,且厚度均至少为80mm。
10.优选的,所述第一紫铜排组、第二紫铜排组、第五紫铜排组和第八紫铜排组的长度均为1000mm,且第三紫铜排组、第四紫铜排组、第六紫铜排组和第七紫铜排组的长度均为600mm。
11.优选的,所述第一紫铜排组、第二紫铜排组、第三紫铜排组、第四紫铜排组、第五紫铜排组第六紫铜排组、第七紫铜排组和第八紫铜排组内位于同一水平面上的紫铜的端部均和相邻的端部焊接。
12.优选的,位于所述第一紫铜排组两端的第三紫铜排组、第六紫铜排组均和所述第一紫铜排组之间的夹角为120
°
,位于所述第二紫铜排组两端的第四紫铜排组、第七紫铜排组均和所述第二紫铜排组之间的夹角为120
°
,所述第五紫铜排组的两端和所述第三紫铜排组、第四紫铜排组的顶端之间的夹角为90
°
,且所述第八紫铜排组的两端和所述第六紫铜排组、第七紫铜排组的顶端之间的夹角为90
°
。
13.与现有技术相比,本实用新型的有益效果是:本实用新型的一种 mt“u”型磁化器装置,釆用纵向“u”型磁化器装置不但能达“x”“y”“z”方向的立体磁场磁化,同时纵向“u”线圈对异形零件的内孔端面、尖角处、孔周围、截面突变部位、台阶和板壁边缘、不同方位较深的磁场都能切向进行换极性衰减退磁,mt纵向“u”型磁化器装置是利用多根紫铜排串联绕制而成,并具体按指定角度顺时针绕制4匝或6匝或8匝(具体匝数接探伤工艺要求给出),按照不同容量配制不同内径尺寸及绕制紫铜排的截面,可以形成立体正方体的衡定磁场,而非椭圆形磁场,便于与损伤部分进行很好的探伤。
附图说明
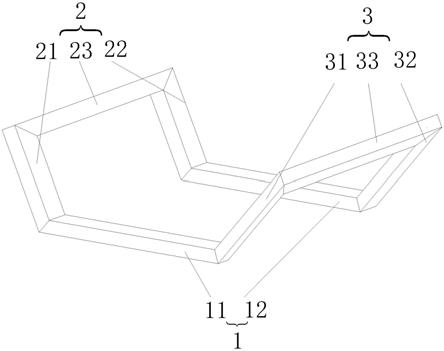
14.图1为本实用新型的整体结构示意图;
15.图中:1
‑
第一探伤组件、11
‑
第一紫铜排组、12
‑
第二紫铜排组、 2
‑
第二探伤组件、21
‑
第三紫铜排组、22
‑
第四紫铜排组、23
‑
第五紫铜排组、3
‑
第三探伤组件、31
‑
第六紫铜排组、32
‑
第七紫铜排组、33
‑
第八紫铜排组。
具体实施方式
16.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明,应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
17.请参阅图1,本实用新型提供一种mt“u”型磁化器装置,包括第一探伤组件1、第二探伤组件2和第三探伤组件3。
18.第一探伤组件1包括两个相互平行设置的第一紫铜排组11和第二紫铜排组12,且第二探伤组件2和第三探伤组件3分别对称倾斜设置于第一紫铜排组11和第二紫铜排组12的两端,并和第一紫铜排组11、第二紫铜排组12固定连接,第一探伤组件1、第二探伤组件 2和第三探伤组件3的横截面为u形。
19.在本实施方式中,第一探伤组件1包括两个相对平行设置的第一紫铜排组11和第二紫铜排组12,并且第二探伤组件2内的第三紫铜排组21、第四紫铜排组22的底端分别焊接在第一紫铜排组11和第二紫铜排组12的左侧端部上,并和第一紫铜排组11、第二紫铜排组 12的上表面之间呈现120
°
的夹角,同时第三探伤组件3内的第六紫铜排组31、第七紫铜排组32的底端分别焊接在第一紫铜排组11和第二紫铜排组12的右侧端部上,并和第一紫铜排组11、第二紫铜排组12的上表面之间也呈现120
°
的夹角,使得第一探伤组件1、第二探伤组件2和第三探伤组件3的横截面呈现出u形,方便对待检测零部件表面的伤痕进行探伤,同时u型
线圈布局不阻碍工件吊装上下料、u型线圈发生的磁场通过x、y、z立体方向对异形零件的内孔端面、尖角处、孔周围、截面突变部位、台阶和板壁边缘、外表面端、内孔部位无死角检测,方便了工作人员的正常工作。
20.请参阅图1,进一步的,第二探伤组件2包括两个相互平行设置,且底端分别和第一紫铜排组11和第二紫铜排组12的一端固定连接的第三紫铜排组21和第四紫铜排组22,第三紫铜排组21和第四紫铜排组22的顶端之间固定连接有第五紫铜排组23,第三探伤组件3包括两个相互平行设置,且底端分别和第一紫铜排组11和第二紫铜排组12的另一端固定连接的第六紫铜排组31和第七紫铜排组32,及固定连接第六紫铜排组31和第七紫铜排组32顶端之间的第八紫铜排组33。
21.在本实施方式中,第三紫铜排组21和第四紫铜排组22平行设置于第一紫铜排组11和第二紫铜排组12的左侧位置,且底端分别和第一紫铜排组11和第二紫铜排组12的左侧端部焊接,在第三紫铜排组 21和第四紫铜排组22的顶端之间焊接有第五紫铜排组23,在第一紫铜排组11和第二紫铜排组12的右侧端部上焊接有第六紫铜排组31 和第七紫铜排组32的底端,且第六紫铜排组31和第七紫铜排组32 的顶端之间焊接有第八紫铜排组33,目的在于保证了构成一个u形整体,方便u型线圈发生的磁场通过x、y、z立体方向对异形零件的内孔端面、尖角处、孔周围、截面突变部位、台阶和板壁边缘、外表面端、内孔部位进行无死角检测。
22.请参阅图1,进一步的,第一紫铜排组11、第二紫铜排组12、第三紫铜排组21、第四紫铜排组22、第五紫铜排组23第六紫铜排组31、第七紫铜排组32和第八紫铜排组33均由至少四根紫铜绕制组成。
23.在本实施方式中,第一紫铜排组11、第二紫铜排组12、第三紫铜排组21、第四紫铜排组22、第五紫铜排组23第六紫铜排组31、第七紫铜排组32和第八紫铜排组33可由四根紫铜绕制而成,在其他实施方式中,工作人员可根据具体情况自由定制绕制圈数,优选的,有顺时针绕制4匝或6匝或8匝,以便于工作人员选用。
24.请参阅图1,进一步的,第一紫铜排组11、第二紫铜排组12、第三紫铜排组21、第四紫铜排组22、第五紫铜排组23、第六紫铜排组31、第七紫铜排组32和第八紫铜排组33的宽度均至少为100mm,且厚度均至少为80mm。
25.在本实施方式中,工作人员可参考的数值区间为,第一紫铜排组 11、第二紫铜排组12、第三紫铜排组21、第四紫铜排组22、第五紫铜排组23、第六紫铜排组31、第七紫铜排组32和第八紫铜排组33 的宽度均至少为100mm,厚度均至少为80mm,在其他实施方式中,也可以根据实际情况适当增加紫铜的绕制圈数,从而增加其宽度和厚度。
26.请参阅图1,进一步的,第一紫铜排组11、第二紫铜排组12、第五紫铜排组23和第八紫铜排组33的长度均为1000mm,且第三紫铜排组21、第四紫铜排组22、第六紫铜排组31和第七紫铜排组32 的长度均为600mm。
27.在本实施方式中,将第一紫铜排组11、第二紫铜排组12、第五紫铜排组23和第八紫铜排组33的长度均设置为1000mm,目的在于保证u性结构的稳定性,同时保证本装置能够更好的对待检测产品表面的伤痕进行检测,同时,第三紫铜排组21、第四紫铜排组22、第六紫铜排组31和第七紫铜排组32的长度均设置为600mm,作用同样在于能够方便本装置在横向位置能够对产品进行更好的检测,提高了本装置的实用性。
28.请参阅图1,进一步的,第一紫铜排组11、第二紫铜排组12、第三紫铜排组21、第四紫铜排组22、第五紫铜排组23第六紫铜排组 31、第七紫铜排组32和第八紫铜排组33内位于同一水平面上的紫铜的端部均和相邻的端部焊接。
29.在本实施方式中,采用焊接的方式能够保证各紫铜排组之间的稳定性,保证本装置在使用时不会发生断裂,提高了本装置的结构强度,方便了工作人员通过本装置检测产品表面的伤痕。
30.请参阅图1,进一步的,位于第一紫铜排组11两端的第三紫铜排组21、第六紫铜排组31均和第一紫铜排组11之间的夹角为120
°
,位于第二紫铜排组12两端的第四紫铜排组22、第七紫铜排组32均和第二紫铜排组12之间的夹角为120
°
,第五紫铜排组23的两端和第三紫铜排组21、第四紫铜排组22的顶端之间的夹角为90
°
,且第八紫铜排组33的两端和第六紫铜排组31、第七紫铜排组32的顶端之间的夹角为90
°
。
31.在本实施方式中,釆用纵向“u”型磁化器装置不但能达“x”“y”“z”方向的立体磁场磁化,同时u型线圈布局不阻碍工件吊装上下料、u型线圈发生的磁场通过x、y、z立体方向对异形零件的内孔端面、尖角处、孔周围、截面突变部位、台阶和板壁边缘、外表面端、内孔部位无死角检测。
32.本实用新型的工作原理及使用流程:本实用新型安装好过后,用总长度为25.6米800mm*1000mm的紫铜排按1000mm16根、 600mm16根切割成32份,并按90
°
,120
°
,120
°
,90
°
,90
°
, 120
°
,120
°
,90
°
的角度布置,同时将连接和粗用焊接的方式串联成“u”型磁化器,同时将本装置放置在异形零件的外侧,并根据实际情况适当调整紫铜排数量和圈数,实现对异形零件多向磁化探伤,便于工作人员的使用。
33.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1