用于校准测量系统的校准工具和生产用于轮胎制造的条带的条带生产线的制作方法
用于校准测量系统的校准工具和生产用于轮胎制造的条带的条带生产线
1.本技术是申请日为2020年4月7日、申请号为202020496698.1、发明创造名称为“用于校准激光三角测量系统的校准工具”的中国实用新型专利申请的分案申请。
技术领域
2.本实用新型涉及用于校准测量系统、尤其是激光三角测量系统的校准工具。
背景技术:
3.在轮胎成型领域中,在生产的各个阶段期间使用测量系统来测量一个或多个轮胎部件的质量和/或特性。所述阶段之一是胎圈-三角胶条(bead
‑
apex)的生产。胎圈-三角胶条是通过随后围绕胎圈-三角胶条滚筒的周界施加胎圈和三角胶条而形成的。胎圈-三角胶条滚筒可以接收各种形状和尺寸的胎圈和三角胶条。此外,胎圈-三角胶条滚筒还具有各种形状和尺寸,并且在适当的情况下可以被另一胎圈-三角胶条滚筒替代。最后,胎圈-三角胶条滚筒的支承三角胶条的部分通常是锥形的,以相对于径向的倾斜角度来支承三角胶条。
技术实现要素:
4.已知的激光三角测量系统的缺点在于,随着时间的流逝它可能变得不精确。已知通过测量具有预定尺寸的静止物体并通过将测量值与预定尺寸进行比较来校准激光三角测量系统。但是,此校准过程仅基于静止物体的尺寸而提供有限的反馈量。尽管可以针对静止物体的尺寸对测量系统进行适当的校准,但其他尺寸范围内的测量仍未校准且可能不精确。
5.本实用新型的目的在于提供用于校准测量系统、特别是激光三角测量系统的校准工具,其中,校准可以得到改进。
6.本实用新型提供了一种用于校准测量系统的校准工具,其中,所述校准工具包括带有一个或多个校准元件的校准区段和带有一个或多个验证元件的验证区段,其中,所述校准工具可绕着倒置轴线在校准位置与验证位置之间倒置,其中,当绕着所述倒置轴线倒置时,所述校准区段和所述验证区段交换位置。
7.因此,校准工具还可以仅通过改变其定向,即通过围绕所述倒置轴线翻转、反转或导致来作为验证工具。由此,在初始校准后,不需要单独的工具来验证测量系统。
8.优选地,所述校准工具具有纵向,其中,所述校准区段和所述验证区段在垂直于所述纵向的横向上彼此相邻布置,其中,所述倒置轴线垂直于所述纵向和所述横向而在所述校准区段与所述验证区段之间延伸。
9.在另外的实施例中,所述校准工具包括一个或多个安装元件,用于将所述校准工具相对于所述测量系统安装到支承件,其中,在将所述校准工具绕所述倒置轴线倒置之后,所述一个或多个安装元件中的至少一个处于相同位置。因此,可以使用相同的一个或多个
安装元件将校准工具安装在任一位置。
10.在另一实施例中,所述一个或多个校准元件包括以在所述校准工具的纵向上延伸的图案布置的多个校准元件,其中,所述一个或多个验证元件包括在所述纵向上相对于所述多个校准元件处于不同位置的多个验证元件。通过使验证元件和校准元件位于不同的位置,可以使用不同的值来验证测量系统,以确定在校准期间确定的比例是否正确地插补于验证元件所期望的值。
11.在另一实施例中,所述测量系统包括用于分别观察所述校准工具的所述第一端部和所述第二端部的第一照相机和第二照相机,其中,所述一个或多个验证元件包括在所述第一端部处的至少一个验证元件和在所述第二端部处的至少一个验证元件。因此,可以通过在相应部分中捕获验证元件的图像来校准每个照相机。优选地,所述一个或多个验证元件包括在所述第一端部处的第一组两个或更多个验证元件和在所述第二端部处的第二组两个或更多个验证元件。更优选地,每组包括三个或更多个验证元件。
12.在另一实施例中,所述一个或多个校准元件和/或所述一个或多个验证元件是通孔。因此,该校准工具可用于背光系统,其中,在校准工具的一侧设有灯条,而在校准工具的相反侧设有照相机,以捕获穿过通孔的光。
13.在另一实施例中,所述一个或多个校准元件包括台阶式特征,这些台阶式特征使得测量系统也能够在高度方向上被校准。
14.可能的话,在本说明书中所描述和所示的各种方面和特征可单独地被施加。
附图说明
15.将基于示意性附图中示出的示例性实施例来阐明本实用新型,附图中:
16.图1示出了施加有胎圈-三角胶条的胎圈-三角胶条滚筒和用于测量胎圈-三角胶条的测量系统的俯视图;
17.图2示出了沿图1中的线ii-ii剖得的胎圈-三角胶条滚筒和胎圈-三角胶条的剖视图;
18.图3示出了沿图1中的线iii-iii剖得的胎圈-三角胶条滚筒和胎圈-三角胶条的剖视图;
19.图4示出了根据本实用新型的第一实施例的校准工具的视图,该校准工具用以在校准方法期间替换胎圈-三角胶条滚筒。
20.图5示出了根据图4的校准工具的俯视图;
21.图6示出了沿图5中的线vi-vi剖得的校准工具的剖视图;
22.图7示出了沿图5中的线vii-vii剖得的校准工具的剖视图;
23.图8示出了处于操作位置的根据本实用新型的第二实施例的激光三角测量系统的侧视图;
24.图9示出了处于校准位置的根据图8的测量系统的侧视图;
25.图10示出了在图8的校准位置中的测量系统的俯视图;
26.图11示出了根据本实用新型的第三实施例的带有夹条的轮胎成型滚筒的视图;
27.图12单独示出了图11的夹条;
28.图13示出了根据图12中的圆圈xiii的夹条的细节;
29.图14示出了根据本实用新型的第四实施例的带有第一盖板和第二盖板的轮胎成型滚筒的视图;
30.图15单独示出了图14的第一盖板;
31.图16示出了根据图15中的圆圈xvi的第一盖板的细节;
32.图17示出了根据本实用新型的第五实施例的轮胎成型滚筒和验证工具的视图;
33.图18单独示出了根据图17的校准工具的正视图;
34.图19示出了根据本实用新型的第六实施例的用于条带或片材的生产线、测量系统和校准工具的轴测视图;
35.图20单独示出了处于校准位置的图19的校准工具的俯视图;
36.图21示出了处于验证位置的图20的校准工具的俯视图;
37.图22示出了根据本实用新型的第七实施例的校准工具的俯视图;以及
38.图23示出了根据图22的校准工具的轴测视图。
具体实施方式
39.图1、2和3示出了用于生产胎圈-三角胶条8的胎圈-三角胶条滚筒 7。在该示例性实施例中,胎圈-三角胶条滚筒7形成为圆盘70,该圆盘 70具有中心毂71和围绕中心毂71周向延伸的胎圈-三角胶条支承表面72。胎圈-三角胶条滚筒7具有:参考平面p、即其安装平面或其底表面,以及用于相对于参考平面p支承胎圈-三角胶条8的基础轮廓b。胎圈-三角胶条滚筒7通常安装于滚筒座或滚筒驱动器(未示出),并且被驱动而绕旋转轴线s1旋转,该旋转轴线s1在垂直于参考平面p的方向上同心地延伸穿过中心毂71。
40.首先通过在胎圈-三角胶条滚筒7的中心毂71周围的胎圈-三角胶条支承表面72上施加胎圈80,然后通过在胎圈80周围施加三角胶条81,来形成胎圈-三角胶条8。胎圈-三角胶条支承表面72可以稍微倾斜以呈现锥形定向,即与参考平面p成倾斜的角度。可以为不同的胎圈-三角胶条提供不同的胎圈-三角胶条滚筒,这取决于它们各自的尺寸,即直径、厚度和锥度。
41.图1、2和3还示出了测量系统9,该测量系统9用于测量胎圈-三角胶条滚筒7上的胎圈-三角胶条8。所述测量系统9优选是激光三角测量系统,其具有用于将激光线l投射在胎圈-三角胶条8上的激光器90以及用于捕获所述投射的激光线l的图像的照相机91。照相机91具有如图2所示的视域fov。
42.图4-7示出了用于校准如图1、2和3中所示的测量系统9的校准工具1。校准工具1被布置成放置在与胎圈-三角胶条滚筒7相同的位置处。换言之,当要校准测量系统9时,校准工具1临时替换胎圈-三角胶条滚筒7。
43.如图4中所示,校准工具1包括工具主体10,该工具主体10能够相对于测量系统9绕垂直于参考平面p的旋转轴线s1旋转。优选地,校准工具 1替换了胎圈-三角胶条滚筒,使得校准工具1的旋转轴线s1对应于在其移出之前的胎圈-三角胶条滚筒7的旋转轴线s1。而且,工具主体10可具有类似的安装特征,即,在其移除之前,在与胎圈-三角胶条滚筒的安装平面相同的平面中延伸的安装平面。更特别地,用于测量胎圈-三角胶条滚筒7和校准工具1上的高度的参考平面p可以是相同的。因此,校准工具1可以表现出胎圈-三角胶条滚筒7的至少一些特性。
44.旋转轴线s1在轴向上延伸并且限定垂直于旋转轴线s1的径向r和围绕所述旋转轴线s1的周向c。
45.在该示例性实施例中,工具主体10绕旋转轴线s1仅在整个周界的一部分上延伸。特别地,工具主体10形成为圆形部段。工具主体10可以例如围绕旋转轴线s1在小于周界的一百八十度的范围内延伸,优选地在小于一百二十度的范围内延伸。替代地,工具主体可以在整个周界上延伸,即,形成类似于盘状胎圈-三角胶条滚筒的盘状工具主体。工具主体也可以构造成环形或圈形,只要它仍然可以围绕旋转轴线s1可旋转地安装即可。工具主体10可以具有整体或单件式的形状。替代地,工具主体10可以包括形成工具主体10的不同特征的若干互连的部分、元件、部段或区段,如下所述。
46.如在图4和5中最佳地看到的,工具主体10设置有限定出校准位置k 的图案g的多个校准表面11。在该示例性实施例中,每个校准表面11与其他校准表面11不同,即,与其他校准面11通过清晰的边界分界。校准表面11可以例如由工具主体10的不同的互连部分形成。因此,每个校准表面11可以作为单独的表面被测量。替代地,图案g可以由单个连续的校准表面(未示出)形成,在这种情况下,校准位置k仅仅是虚拟的或假想的,即,校准位置k由测量系统9根据预定的图案来选择。连续的表面可以保有无数个校准位置k,其个数仅受照相机91的精度限制。
47.在图5中,图案g包括沿径向r远离旋转轴线s1延伸的十列a1-a10 和绕旋转轴线s1沿周向c延伸的五排b1-b5。这样,可以形成校准位置 k的径向网格。当需要更多或更少数量的校准位置k时,可以不同地选择列a1-a10和排b1-b5的数量。为了向测量系统9至少提供一些有用的反馈量,看来最少需要三列三排。
48.如在图6的径向截面中最佳可见的,对于每列a1-a10,工具主体都设置有在相应列a1-a10内的各校准表面11之间延伸的凹部12。每个凹部12在径向r上隔开两个校准表面11。在从相应的校准表面11到凹部12 中的相邻凹部的每个过渡部处,相应的列a1-a10内的每个校准表面11 都限定有校准边缘13。便利的是,可以在所述校准边缘13之一处选择至少一个校准位置k。
49.如在图6的径向截面中最佳可见的,对于每列a1-a10,所述相应列 a1-a10内的校准位置k相对于参考平面p的高度在垂直于所述参考平面 p和/或平行于旋转轴线s1的高度方向h上变化。类似地,如在图7的周向截面中最佳可见的,对于每排b1-b5,相应排内的校准位置k的高度也在高度方向h上相对于参考平面p有变化。
50.在该示例性实施例中,对于每列a1-a10,相应列a1-a10内的校准表面11在公共平面d中延伸,如图6中所示。公共平面d相对于参考平面p成倾斜角度地延伸。替代地,各校准表面11可以在不同的平面中,即在台阶式和/或平行的平面中(未示出)。当在列a1-a10中使用台阶式校准表面11时,凹部12不一定在各校准表面11之间突显。对于每列a1-a10,倾斜角可以不同或相同,以反映三角胶条的不同形状。
51.如图7中所示,对于每排,相应排内的各校准表面11在高度方向h上沿周向c从一个校准表面11到下一个校准表面11呈台阶状。由于在各校准表面11之间的台阶,故而不需要凹部。然而,如果相应排b1-b5中的各校准表面11与列a1-a10中的各校准表面11相似地被布置在公共平面 (未示出)中,则也可以在相应排b1-b5中的各校准表面11之间设置凹部。
52.从以上段落中,本领域技术人员将意识到,校准表面11的形状和相对定向是允许
变化的,并且本实用新型的范围不必限于任何特定的形状,只要能够获得提供图案g中的多个校准位置k的技术效果即可。从一个校准表面11到另一个校准表面的过渡部可以例如是台阶状的、突变的、渐变的或平滑的。
53.如图6中最佳可见的,对于每列a1-a10,相应列a1-a10内的所有校准位置k在高度方向h上相对于参考平面p具有不同的高度。更具体地,相应列a1-a10内的校准位置k相对于参考平面p的高度在远离旋转轴线 s1的径向r上依次或逐渐减小。优选地,高度的依次减小具有相对于参考平面p的恒定的减量或减小量。
54.如图7中最佳可见的,对于每排b1-b5,相应排b1-b5内的所有校准位置k在高度方向h上具有不同的相对于参考平面p的高度。更具体地,相应排b1-b5内的校准位置k相对于参考平面p的高度在周向c上依次或逐渐增大。优选地,高度的依次增大具有相对于参考平面p的恒定的增量。
55.因此,如图4中所示,图案g内的每个校准位置k在高度方向h上相对于参考平面p的高度不同于同一列a1-a10和同一排b1-b5中其他校准位置k相对于参考平面p的高度。换言之,校准位置k的每列a1-a10 在每个校准位置k处形成具有不同高度的高度轮廓,同时相应列a1-a10 中的每个校准位置k的高度与同一排b1-b5中其他校准位置相比高度也不同。优选地,对于每列a1-a10,各列a1-a10中的减量是相同的,和 /或,对于每排b1-b5,每排b1-b5中的增量是相同的。在这种情况下,高度轮廓从一列a1-a10到下一列均等量地偏移。
56.在校准之前,校准表面11相对于参考平面p的变化高度是预定的,即经测量和核实的,使得可以将测量系统9的测量结果与校准表面11的预定高度进行比较以校准测量系统9。
57.下面将参照图1-7阐明借助使用前述校准工具1来校准测量系统9、特别是激光三角测量系统的方法。
58.该方法包括以下步骤:
59.a)至少部分地在照相机91的视域fov内设置校准工具1,如图6中所示;
60.b)用激光三角测量系统9将激光线l投射到校准工具1上,如图5中所示;
61.c)围绕旋转轴线s1旋转校准工具1,使得激光线l投射在列a1-a10 中的相应一个的所有校准位置k上;
62.d)用照相机91捕获投射在相应列a1-a10的所有校准位置k上的激光线l的图像;以及
63.e)对列a1-a10中的另一列重复步骤c)和d)。
64.在步骤a)中,校准工具1可以设置成其参考平面p在与胎圈-三角胶条生产期间胎圈-三角胶条滚筒7的参考平面p相同的位置处。因此,不必调整测量系统9以捕获校准工具1的图像。
65.通过在步骤d)中捕获激光线l的图像,可以收集关于相应列a1-a10 的高度轮廓的校准数据。特别地,可以由测量系统9中的合适的处理器捕获并处理任何过渡部、边缘或高度的变化。优选地,步骤e)涉及对所有其他列a1-a10重复步骤c)和d)。因此,可以收集最大量的校准数据。
66.对于每列a1-a10,校准位置k可以位于校准边缘13上,如图6中所示,使得测量系
统9可以将校准边缘13处的过渡部识别为校准位置k。
67.当在步骤e)中捕获图像后,可以通过将与相应列a1-a10的校准位置k对应的每个捕获图像中的像素与所述相应列a1-a10内的所述校准位置k的预定高度相关联来校准测量系统9。特别地,在相应列a1-a10内捕获到的校准位置k的高度可以用于确定像素到现实单位转换的比例,即从像素到微米、毫米或厘米的比例。
68.可选地,该方法还可包括以下步骤:
69.f)在步骤a)至e)之前或之后,相对于激光三角测量系统9提供空的胎圈-三角胶条滚筒7,如图1-3中所示,而不带有胎圈-三角胶条8;
70.g)用激光三角测量系统9将激光线l投射到空的胎圈-三角胶条滚筒 7上;
71.h)捕获投射在空的胎圈-三角胶条滚筒7上的激光线l的图像;以及
72.i)相对于空的胎圈-三角胶条滚筒7的参考平面p确定空的胎圈-三角胶条滚筒7的基础轮廓b。
73.在步骤f)中,胎圈-三角胶条滚筒7被设置成其参考平面p在与校准工具的参考平面p相同的位置处。因此,不必调整测量系统9。此外,可以轻松地将所确定的基础轮廓b的高度与校准位置k的高度进行比较,这是由于它们是相对于相同参考平面p而被测量的。
74.最后,该方法还可包括以下步骤:
75.j)在胎圈-三角胶条滚筒7上设置胎圈-三角胶条8,如图1-3中所示;
76.k)使用测量系统9测量胎圈-三角胶条8,如图1-3中所示;以及
77.l)从测量值中减去在步骤i)中确定的空的胎圈-三角胶条滚筒7的基本轮廓b。
78.减去后的结果可以代表胎圈-三角胶条8相对于胎圈-三角胶条滚筒 7在高度方向h上的实际高度。
79.图8和9示出了根据本实用新型的第二实施例的替代的激光三角测量系统109。测量系统109包括激光器190、照相机191和可绕旋转轴线s2 旋转的导辊、滑轮或滚筒106,用以引导条带108穿过测量系统109。照相机191具有光学轴线m和视域fov。激光器190相对于所述光学轴线m 成倾斜角度地放置。激光器190布置成用于在平行于滚筒106的旋转轴线 s2的横向x1上将激光线l投射到校准工具101上。滚筒106具有以相对于测量系统109的照相机191的零水平来支承条带108的周向表面160。激光器190布置成将激光线l投射到滚筒106的周向表面160上并穿过条带108,以测量所述条带108相对于零水平的高度轮廓。测量系统109还包括用于相对于滚筒106支承激光器190和照相机191的支承件192。测量系统 109还设置有用于校准所述测量系统109的校准工具101。
80.如通过比较图8和图9所示,支承件192可绕枢转轴线u在操作位置 (图8)与校准位置(图9)之间枢转,在操作位置中,照相机191和激光器190指向滚筒106,以测量所述滚筒上的条带108,在校准位置中,激光器190和照相机191指向校准工具101。优选地,枢转轴线u平行于所述旋转轴线s2。优选地,支承件192被布置成绕枢转轴线u在操作位置与校准位置之间枢转至少四十五度,并且优选地枢转至少六十度。
81.由于激光器190和照相机191共享相同的支承件192,因此它们可以在保持相同的相对定向的同时枢转。此外,激光器190和照相机191可以容易且快速地、即在条带108的生产过程中的短暂中断期间或甚至在生产过程期间,在相应位置之间枢转。由于校准位置与操作位置不同,因此可以离线地进行校准。
82.如在图8和9中最佳可见的,校准工具101包括限定出参考平面q的工具主体110。当支承件192处于图9的校准位置时,参考平面q优选地垂直于照相机191的光学轴线m。
83.如图9中所示,校准工具101在垂直于所述参考平面q的高度方向h2 上相对于基准平面q的预定高度处包括一个或多个第一校准表面111,用于校准零水平。优选地,所述一个或多个第一校准表面111在校准位置中距照相机191的距离与在图8的操作位置中周向表面160与照相机191之间的距离相同。
84.如图10中所示,校准工具101包括一个或多个第二校准表面112,该第二校准表面112相对于参考平面q在高度方向h2上的高度在横向x1上有所变化。特别地,一个或多个第二校准表面112的高度根据在所述横向 x1上重复至少两次、优选至少三次的图案在横向x1上变化。因此,沿着单个激光线l,可以检测到对应于不同的第二校准表面112的若干高度。关于第二校准表面112的高度的测量数据可以用于确定测量系统109的比例,特别是用于在图像中的像素与实际单位、即微米、毫米或厘米之间转换和/或关联的比例。通过重复图案,可以相对于横向x1上的更多位置、即在横向x1上跨越照相机191的视域fov的大部分来校准照相机。
85.图11示出了轮胎成型滚筒206和用于将轮胎部件夹持到所述滚筒206 的夹条201。通常,测量系统(未示出)布置在滚筒206附近以测量滚筒 206上的轮胎部件的形状、尺寸和/或高度。滚筒206具有旋转轴线s3。夹条具有纵向y1,并且布置成以其纵向y1平行于或基本平行于滚筒206的旋转轴线s3的方式放置在滚筒206上。夹条布置成通过磁性、真空或机械保持装置而被保持在滚筒206上。
86.这样的夹条本身是已知的。然而,如图12和13中所示,根据本实用新型的夹条设有核实元件211,用于核实测量系统。特别地,夹条201具有夹持侧202和非夹持侧203,夹持侧202在夹持期间面向轮胎部件,非夹持侧203与夹持侧202相对。核实元件211方便地设置在非夹持侧203,使得其从外部可容易地看到。更特别地,核实元件211在夹条201的长度方向 y1上布置在夹条201的一端处或附近,使得在生产期间它较不可能被轮胎部件覆盖。
87.在该示例性实施例中,如图13中详细示出的,核实元件211是狭槽。然而,技术人员将认识到,核实元件211的许多变型都落入本实用新型的范围内,只要它可以用于核实测量系统的测量值、准确性、校准和/或可重复性即可。
88.图14示出了轮胎成型滚筒306,该轮胎成型滚筒306可绕着在轴向w 上延伸的旋转轴线s4旋转以接收一个或多个轮胎部件(未示出)。通常,测量系统(未示出)布置在滚筒306附近,以测量滚筒306上的轮胎部件的形状、尺寸和/或高度。滚筒306包括多个可径向扩张和可径向收缩的部段。当各部段径向扩张时,滚筒306的直径和/或周长增大,并且在各部段之间沿周向形成中间空间。滚筒306设置有多个盖板301、302,用于覆盖各所述部段之间的中间空间。
89.多个盖板301、302包括一个或多个第一盖板301,第一盖板带有一个或多个核实元件311,用于核实测量系统的测量值、准确性、校准和/或可重复性。多个盖板301、302还包括一个或多个第二盖板302,第二盖板带有多个校准元件312,用于校准测量系统。校准元件312在滚筒306的轴向上以规则的图案布置在一个或多个第二盖板302上。一个或多个第一盖板 301的核实元件311相对于在一个或多个第二盖板302中的多个校准元件 312在轴向w上偏移。
90.图15和图16更详细地示出了第一盖板311中的一个。第一盖板301 具有纵向y2和在所述纵向y2上的第一端部321、第二端部322和中心部 323。在该示例性实施例中,测量系统包括并排布置的第一照相机、第二照相机和第三照相机,分别用以观察第一端部321、第二端部322和中心部 323。一个或多个核实元件311包括在第一端部321处的第一组两个或更多个核实元件311、在第二端部322处的第二组两个或更多个核实元件311 以及在中心部323处的第三组两个或更多个核实元件311。优选地,每组包括三个或更多个核实元件311。更优选地,每组中的三个或更多个核实元件 311形成对于每组而言相同的图案。
91.图17示出了用于接收一个或多个轮胎部件的轮胎成型滚筒406。通常,测量系统(未示出)布置在滚筒406附近以测量围绕轮胎成型滚筒406施加的一个或多个所述轮胎部件。图17还示出了用于验证测量系统的测量值的验证工具401。验证工具401包括:环形主体410,环形主体410围绕中心轴线z周向延伸;以及一个或多个参考元件420,参考元件420表现出设置在所述环形主体410上的所述一个或多个轮胎部件的特性。环形主体 410布置成围绕或沿着轮胎成型滚筒406同心地装配。验证工具401可大致对应于wo 2016/122311 a1中公开的验证工具,该文献通过引用纳入本文。
92.验证工具401在轮胎成型滚筒上或沿着轮胎成型滚筒的位置可能会略有误差,特别是在沿着或平行于中心轴线z的轴向w2上。这可以被补偿,只要已知验证工具401的中心即可。为此,验证工具401设置有中心参照物411,用于确定验证工具401在轴向w2上的中心。
93.一旦确定了中心,在其周围或旁边带有验证工具401的轮胎成型滚筒 406就可以沿轴向w2运动,直到验证工具401相对于测量系统处于轮胎成型滚筒401在运行期间通常所在的位置为止。替代地,测量系统可以使测量值稍微偏移以补偿验证工具401的中心相对于测量系统的任何偏差。
94.可选地,验证工具401设置有一个或多个端部或侧面参照物412,用于确定验证工具401在轴向w2上的一个或多个侧面。优选地,中心参照物 411和一个或多个侧面参照物412在轴向w2上共线布置。
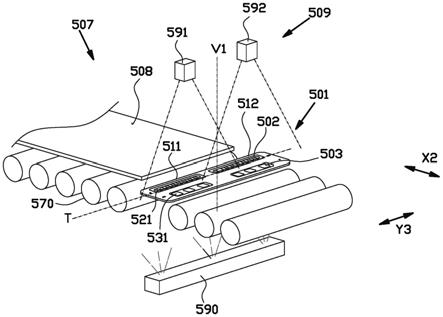
95.图19示出了用于生产条带508的条带生产线507,特别是用于轮胎制造。条带生产线507包括输送机570、在该示例中为辊式输送机,其在测量位置处沿着测量线t断开,以允许测量系统509在条带508穿过该断开部时测量条带508的特性,即胎面、胎体或胶层(缓冲层),或胶条围绕胶层边缘的折叠处。特别地,在测量线t处测量条带508的宽度。在该示例中,测量系统509包括用于向测量线t发射光的背光单元590以及与背光单元590相对的第一照相机591和第二照相机592,从而以本身已知的方式检测沿着条带508的侧边缘在测量线t处的透光。
96.为了校准测量系统509的测量值,设置有校准工具501。校准工具501 被布置成在测量位置中被安装在背光单元590与照相机591、592之间。如在图20中更详细地示出的,校准工具501包括在纵向y3上延伸的工具主体510。
97.工具主体510包括带有一个或多个校准元件521的校准区段502和带有一个或多个验证元件531的验证区段503。在图20中,校准工具501定位在校准位置,在该校准位置中,工具主体510的纵向y平行于或基本平行于测量线t地延伸。在校准位置中,测量线t延伸跨过校准区段502的一个或多个校准元件521。
98.校准工具501可围绕倒置轴线v1在如图20中所示的校准位置与如图 21中所示的
验证位置之间可逆或可倒置。在验证位置中,测量线t延伸跨过验证区段503的一个或多个验证元件531。因此,校准区段502和验证区段503实际上被倒置。换言之,在围绕倒置轴线v1倒置时,测量线t处的校准区段502和验证区段503位置交替或交换位置。
99.优选地,校准区段502和验证区段503在垂直于纵向y3的横向x2上彼此相邻地布置。在该示例性实施例中,倒置轴线v1在校准区段502与验证区段503之间垂直于纵向y3和横向x2而延伸。更具体地,在该特定实施例中,倒置轴线v1是直立、竖直或大致竖直的。替代地,倒置轴线也可以在校准区段502与验证区段503之间平行于测量线t延伸,或者平行于横向x2而穿过两个区段502、503的中心。
100.如图20中所示,校准工具501包括一个或多个安装元件505,用于相对于图19的测量系统509将校准工具501安装于支承件。如通过比较图20 和图21所显示的,优选地,至少在使校准工具501绕倒置轴线v1倒置之后,一个或多个安装元件505中的至少一个处于相同位置。因此,校准工具501能够以基本上相同的方式安装在两个位置中。
101.如图20和21中所示,一个或多个校准元件521包括以在校准工具501 的纵向y3上延伸的图案布置的多个校准元件521。类似地,一个或多个验证元件531包括多个验证元件531。然而,验证元件531相对于校准元件 521在纵向y3上偏移。
102.如图19中最佳可见的,第一照相机591和第二照相机592分别布置成用于观察校准工具501的第一端部511和第二端部512。特别地,照相机 591、592观察校准工具501中条带508的侧边缘通常会穿过测量线t的区域。一个或多个验证元件531包括在第一端部511处的第一组两个或更多个验证元件531和在第二端部512处的第二组两个或更多个验证元件531。优选地,每组包括三个或更多个验证元件531。
103.在该示例性实施例中,一个或多个校准元件521和/或一个或多个验证元件531是通孔。这使得校准工具501适合于在背光测量系统中使用。替代地,例如当校准和验证激光三角测量系统时,可以将校准元件和验证元件设置为狭缝或突起。
104.图22和23示出了根据本实用新型的第七实施例的替代校准工具601,其与根据本实用新型的第六实施例的校准工具501的不同之处在于,其校准区段602带有呈台阶状或在垂直于纵向y3的高度方向h3上具有台阶形特征部622的一个或多个校准元件621,以允许更精确地校准照相机的高度测量值。验证区段603同样具有相对于校准元件621在纵向y3上偏移的验证元件631。类似于先前论述的根据本实用新型的第六实施例的校准工具 501,替代的校准工具601围绕倒置轴线v2在校准位置与验证位置之间是可逆的或可倒置的。在这种情况下,倒置轴线v2在纵向y3上在校准区段602与验证区段603之间延伸。
105.在上述一些实施例中,可以在线进行测量系统的测量值的核实,这意味着可以在测量一个或多个核实元件的同时测量轮胎组件。在这样的实施例中,在测量系统的至少一个照相机的视域内设置核实元件。然后,可以随着时间的流逝、在规则的间隔内、甚至连续地重复核实步骤。
106.本实用新型中至少涉及以下方案:
107.方案1:一种用于校准激光三角测量系统的校准工具,其中,所述校准工具包括相对于所述测量系统能绕垂直于参考平面的旋转轴线旋转的工具主体,其中,所述工具主体设置有一个或多个校准表面,所述校准表面限定有校准位置的图案,其中,所述图案包括在径向上远离所述旋转轴线延伸的至少三列和绕所述旋转轴线沿周向延伸的至少三排,其
中,对于每列,相应的列内的校准位置相对于所述参考平面的高度在垂直于所述参考平面的高度方向上有所变化,并且其中,对于每排,相应的排内的校准位置的高度相对于所述参考平面在所述高度方向上有所变化。
108.方案2:根据方案1所述的校准工具,其特征在于,所述图案形成校准位置的径向网格。
109.方案3:根据方案1所述的校准工具,其特征在于,对于每列,相应的列内至少一半的校准位置在所述高度方向上相对于所述参考平面具有不同的高度。
110.方案4:根据方案1所述的校准工具,其特征在于,对于每列,相应的列内的校准位置相对于所述参考平面的高度在径向上远离所述旋转轴线而依次减小。
111.方案5:根据方案4所述的校准工具,其特征在于,高度的依次减小具有相对于所述参考平面的恒定的减量。
112.方案6:根据方案4所述的校准工具,其特征在于,高度的依次减小遵循一定的曲率。
113.方案7:根据方案1所述的校准工具,其特征在于,对于每排,相应的排内的至少一半的校准位置在所述高度方向上相对于所述参考平面具有不同的高度。
114.方案8:根据方案1所述的校准工具,其特征在于,对于每排,相应的排内的校准位置相对于所述参考平面的高度在周向上依次增大。
115.方案9:根据方案8所述的校准工具,其特征在于,高度的依次增大具有相对于所述参考平面的恒定的增量。
116.方案10:根据方案1所述的校准工具,其特征在于,所述图案内的每个校准位置在所述高度方向上相对于所述参考平面的高度不同于同一列和同一排中其他校准位置相对于所述参考平面的高度。
117.方案11:根据方案1所述的校准工具,其特征在于,对于每列,一个或多个校准表面包括用于相应列内的每个校准位置的单独的校准表面。
118.方案12:根据方案11所述的校准工具,其特征在于,对于每列,所述工具主体设置有在相应列内的各校准表面之间延伸的凹部,以在径向上将各所述校准表面隔开。
119.方案13:根据方案12所述的校准工具,其特征在于,相应列内的每个校准表面在从相应校准表面到凹部中的相邻一个的每个过渡部处限定有校准边缘,其中,至少一个校准位置位于所述校准边缘之一处。
120.方案14:根据方案11所述的校准工具,其特征在于,对于每列,相应列内的校准表面在公共平面中延伸,其中,所述公共平面相对于所述参考平面成倾斜角度地延伸。
121.方案15:根据方案1所述的校准工具,其特征在于,对于每排,一个或多个校准表面包括用于相应排内的每个校准位置的单独的校准表面。
122.方案16:根据方案15所述的校准工具,其特征在于,对于每排,相应排内的各校准表面在高度方向上沿周向从一个校准表面到下一个校准表面呈台阶状。
123.方案17:根据方案1所述的校准工具,其特征在于,所述图案包括至少五列。
124.方案18:根据方案1所述的校准工具,其特征在于,所述图案包括至少四排。
125.方案19:根据方案1所述的校准工具,其特征在于,所述工具主体绕所述旋转轴线仅在整个周界的一部分上延伸。
126.方案20:根据方案19所述的校准工具,其特征在于,所述工具主体形成为圆形部段。
127.要理解到,以上描述被包含以示出优选实施例的操作,而不意于限制本实用新型的范围。从以上论述中,许多变型对本领域技术人员而言将是显而易见的,这些变型仍由本实用新型的范围所涵盖。
128.附图标记列表
129.校准工具
130.10 工具主体
131.11 校准表面
132.12 凹部
133.13 校准边缘
134.7 胎圈-三角胶条滚筒
135.70 圆盘
136.71 中心毂
137.72 胎圈-三角胶条支承表面
138.8 胎圈-三角胶条
139.80 胎圈
140.81 三角胶条
141.9 测量系统
142.90 激光
143.91 照相机
144.101 校准工具
145.111 第一校准表面
146.112 第二校准表面
147.106 滚筒
148.160 周向表面
149.108 条带
150.109 测量系统
151.190 激光
152.191 照相机
153.192 支承件
154.201 夹条
155.211 核实元件
156.202 夹持侧
157.203 非夹持侧
158.206 滚筒
159.301 第一盖板
160.302 第二盖板
161.306 轮胎成型滚筒
162.311 核实元件
163.312 校准元件
164.321 第一端部
165.322 第二端部
166.323 中心部
167.401 验证工具
168.406 轮胎成型滚筒
169.410 工具主体
170.411 中心参照物
171.412 侧面参照物
172.420 参考元件
173.501 校准工具
174.502 校准区段
175.521 校准元件
176.503 验证区段
177.531 验证元件
178.510 工具主体
179.511 第一端部
180.512 第二端部
181.505 安装元件
182.507 条带生产线
183.570 输送器
184.508 条带
185.509 测量系统
186.590 背光单元
187.591 第一照相机
188.592 第二照相机
189.601 校准工具
190.602 校准区段
191.621 校准元件
192.622 台阶
193.603 验证区段
194.631 验证元件
195.a1-a10 列
196.b1-b5 排
197.c 周向
198.d 公共平面
199.fov 视域
200.g 图案或径向网格
201.h1 高度方向
202.h2 高度方向
203.h3 高度方向
204.k 校准位置
205.l 激光线
206.m 光学轴线
207.p 参考平面
208.q 参考平面
209.r 径向
210.s1 旋转轴线
211.s2 旋转轴线
212.s3 旋转轴线
213.s4 旋转轴线
214.t 测量线
215.u 枢转轴线
216.v1 倒置轴线
217.v2 倒置轴线
218.w1 轴向
219.w2 轴向
220.x1 横向
221.x2 横向
222.y1 纵向
223.y2 纵向
224.y3 纵向
225.z 中心轴线。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1