一种全自动天线测试装置的制作方法
1.本实用新型涉及测试装置技术领域,尤其涉及一种全自动天线测试装置。
背景技术:
2.随着5g技术的快速发展及应用,其在超高可靠与超低延迟的通信、增强型移动宽带和大规模机器类通信三大场景的应用上表现出了显著的优势,这使得天线的需求呈现一种爆发式的增长,其中,以手机终端的天线最为突出。
3.目前,基于sub 6g的5g手机遍地开花,各大手机厂商需要在有限的空间内尽可能多的去兼容各类天线,而手机上的需要集成的天线越来越多,也导致了更加容易产生不良的问题,故天线的生产厂家需要对天线的生产质量进行更严格的把控。
4.综上所述,天线生产厂家需要对手机上的天线进行多方位检测,而目前的天线测试方案通常是按照测试类别设置多种测试,且通常是通过人工辅以测试工装的方式来对天线进行测试,人力成本高,效率低下。
技术实现要素:
5.本实用新型所要解决的技术问题是:提供一种测试效率高的全自动天线测试装置。
6.为了解决上述技术问题,本实用新型采用的技术方案为:一种全自动天线测试装置,包括机架,所述机架的相对两侧分别设有上料带和下料带,所述上料带和所述下料带之间设有测试组件和运输组件,所述测试组件包括转盘和围绕所述转盘设置的多种第一测试装置,所述第一测试装置固定在所述机架上,所述运输组件包括第一运输组件和第二运输组件,所述第一运输组件靠近所述上料带及所述转盘设置,所述第二运输组件靠近所述下料带及所述转盘设置,所述转盘上设有用于放置被测件的载台。
7.进一步的,所述测试组件还包括设于所述机架上的第二测试装置,所述第二测试装置位于所述上料带与所述转盘之间。
8.进一步的,所述机架上还设有第一不良品放置盒,所述第一不良品放置盒靠近所述第二测试装置设置。
9.进一步的,所述第一测试装置包括rf测试装置、aoi测试装置及dcr测试装置三者中的至少两种。
10.进一步的,所述第一测试装置与所述机架可拆卸连接。
11.进一步的,所述载台的数量为多个,多个所述载台沿着所述转盘的边缘均匀分布。
12.进一步的,所述载台与所述转盘可拆卸连接。
13.进一步的,所述机架上还设有多个第二不良品放置盒,所述第二不良品放置盒位于所述下料带与所述转盘之间。
14.进一步的,所述上料带的上方设有用于辅助所述第一运输组件抓取所述被测件的特征识别装置。
15.进一步的,所述机架内设有运动控制单元集成箱以及测试系统放置箱,所述运动控制单元集成箱与所述测试系统放置箱之间设有隔板。
16.本实用新型的有益效果在于:通过将多种第一测试装置集成到机架上,实现了对天线的系统化测试,减少了测试天线时的人力需求,且本装置实现了全自动化测试,在节省人力成本的同时还极大地提高了对天线的测试效率。
附图说明
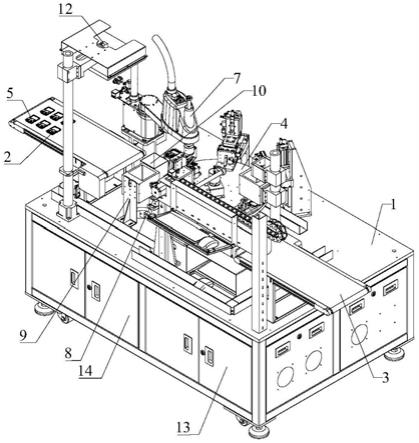
17.图1为本实用新型实施例一的全自动天线测试装置的结构示意图;
18.图2为本实用新型实施例一的全自动天线测试装置另一视角的结构示意图;
19.图3为图2中细节a的放大图;
20.图4为本实用新型实施例一的全自动天线测试装置的俯视图。
21.标号说明:
22.1、机架;
ꢀꢀ
2、上料带;
ꢀꢀ
3、下料带;
23.4、转盘;
ꢀꢀ
41、载台;
ꢀꢀ
5、被测件;
24.61、rf测试装置;
ꢀꢀ
62、dcr测试装置;
ꢀꢀ
63、第一aoi测试装置;
25.7、第一运输组件;
ꢀꢀ
8、第二运输组件;
ꢀꢀ
9、第二测试装置;
26.10、第一不良品放置盒;
ꢀꢀ
11、第二不良品放置盒;
ꢀꢀ
12、特征识别装置;
27.13、运动控制单元集成箱;
ꢀꢀ
14、测试系统放置箱。
具体实施方式
28.为详细说明本实用新型的技术内容、所实现目的及效果,以下结合实施方式并配合附图予以说明。
29.请参照图1至图4,一种全自动天线测试装置,包括机架1,所述机架1的相对两侧分别设有上料带2和下料带3,所述上料带2和所述下料带3之间设有测试组件和运输组件,所述测试组件包括转盘4和围绕所述转盘4设置的多种第一测试装置,所述第一测试装置固定在所述机架1上,所述运输组件包括第一运输组件7和第二运输组件8,所述第一运输组件7靠近所述上料带2及所述转盘4设置,所述第二运输组件8靠近所述下料带3及所述转盘4设置,所述转盘4上设有用于放置被测件5的载台41。
30.从上述描述可知,本实用新型的有益效果在于:通过将多种第一测试装置集成到机架1上,实现了对天线的系统化测试,减少了测试天线时的人力需求,且本装置实现了全自动化测试,在节省人力成本的同时还极大地提高了对天线的测试效率。
31.进一步的,所述测试组件还包括设于所述机架1上的第二测试装置9,所述第二测试装置9位于所述上料带2与所述转盘4之间。
32.由上述描述可知,在将被测件5放置到载台41上之前先用第二测试装置9对其进行初步的检测,此设计利于进一步提高本全自动天线测试装置的测试效率。
33.进一步的,所述机架1上还设有第一不良品放置盒10,所述第一不良品放置盒10靠近所述第二测试装置9设置。
34.由上述描述可知,被第二测试装置9判定为不良品的被测件5会被第一运输组件7放置到第一不良品放置盒10内。
35.进一步的,所述第一测试装置包括rf测试装置61、第一aoi测试装置63及dcr测试装置62三者中的至少两种。
36.由上述描述可知,本全自动天线测试装置集成了多种测试装置,精简了测试流程,能有效地降低生产成本。
37.进一步的,所述第一测试装置与所述机架1可拆卸连接。
38.由上述描述可知,可根据被测件5的实际需求更换不同种类的第一测试装置,通用性强。
39.进一步的,所述载台41的数量为多个,多个所述载台41沿着所述转盘4的边缘均匀分布。
40.由上述描述可知,转盘4上设有多个载台41,多种第一测试装置可同时对相应载台41上的被测件5进行测试。
41.进一步的,所述载台41与所述转盘4可拆卸连接。
42.由上述描述可知,可根据被测件5的实际需求对载台41进行更换,通用性强。
43.进一步的,所述机架1上还设有多个第二不良品放置盒11,所述第二不良品放置盒11位于所述下料带3与所述转盘4之间。
44.由上述描述可知,被各个第一测试装置判定为不良品的被测件5会被第二运输组件8分别放置到相对应的第二不良品放置盒11内。
45.进一步的,所述上料带2的上方设有用于辅助所述第一运输组件7抓取所述被测件5的特征识别装置12。
46.由上述描述可知,特征识别装置12能辅助第一运输组件7对被测件5进行精准抓取,进一步提高了本全自动天线测试装置的测试效率,而且能避免因第一运输组件7对被测件5造成破坏所导致的不良,利于保证工作质量。
47.进一步的,所述机架1内设有运动控制单元集成箱13以及测试系统放置箱14,所述运动控制单元集成箱13与所述测试系统放置箱14之间设有隔板。
48.由上述描述可知,将运动控制单元集成箱13与测试系统放置箱14分开设置能有效地避免大电流信号对测试系统的射频信号以及小信号产生不良影响,利于提高本全自动天线测试装置的工作稳定性。
49.实施例一
50.请参照图1至图4,本实用新型的实施例一为:一种全自动天线测试装置,包括机架1,所述机架1的相对两侧分别设有上料带2和下料带3,本实施例中,所述上料带2和下料带3皆为由电机驱动的传送带,所述上料带2和所述下料带3之间设有测试组件和运输组件,所述测试组件包括转盘4和围绕所述转盘4设置的多种第一测试装置,所述第一测试装置固定在所述机架1上,所述运输组件包括第一运输组件7和第二运输组件8,所述第一运输组件7靠近所述上料带2及所述转盘4设置,所述第二运输组件8靠近所述下料带3及所述转盘4设置,所述转盘4上设有用于放置被测件5的载台41。
51.如图1和图2所示,所述第一运输组件7包括第一运输装置和驱动所述第一运输装置的第一驱动装置,本实施例中,所述第一运输装置为三轴机械手;进一步的,所述第二运输组件8包括第二运输装置和驱动所述第二运输装置的第二驱动装置,本实施例中,所述第二运输装置为二轴机械手,所述第二运输装置上设有坦克链。
52.请参照图1和图4,所述第一测试装置包括rf测试装置61、第一aoi测试装置63及dcr测试装置62三者中的至少两种,本实施例中,所述第一测试装置同时包含上述三种测试装置,优选的,所述第一测试装置与所述机架1可拆卸连接,具体的,所述rf测试装置61包括rf测试模块和驱使所述rf测试模块升降的第三驱动装置;所述第一aoi测试装置63包括ccd相机;所述dcr测试装置62包括用于测试天线直流抗阻的dcr测试模块和驱使所述dcr测试模块升降的第四驱动装置。
53.如图2和图4所示,所述测试组件还包括设于所述机架1上的第二测试装置9,所述第二测试装置9位于所述上料带2与所述转盘4之间,本实施例中,所述第二测试装置9为第二aoi测试装置,所述第二测试装置9包括设于所述机架1的放置平台上方测试架和设于所述机架1的放置平台下方的ccd相机。
54.本实施例中,所述第一aoi测试装置63用于检测所述被测件5的正面线路及外观,所述第二aoi测试装置用于检测所述被测件5的背面线路及外观。
55.具体的,所述机架1上还设有第一不良品放置盒10,所述第一不良品放置盒10靠近所述第二测试装置9设置。
56.请参照图3,所述载台41的数量为多个,多个所述载台41沿着所述转盘4的边缘均匀分布,优选的,所述载台41与所述转盘4可拆卸连接。
57.进一步的,所述机架1上还设有多个第二不良品放置盒11,所述第二不良品放置盒11位于所述下料带3与所述转盘4之间,所述第二不良品放置盒11呈线性排列,本实施例中,所述第二不良品放置盒11的数量为三个,分别用于放置三种第一测试装置测试后的不良品。
58.如图1、图2和图4所示,所述上料带2的上方设有用于辅助所述第一运输组件7抓取所述被测件5的特征识别装置12,所述机架1上设有支撑架,所述特征识别装置12设于所述支撑架上,本实施例中,所述特征识别装置12为工业相机。
59.具体的,所述机架1内设有运动控制单元集成箱13以及测试系统放置箱14,所述运动控制单元集成箱13与所述测试系统放置箱14之间设有隔板,所述运输组件与所述运动控制单元集成箱13电性连接,所述测试组件与所述测试系统放置箱14电性连接。
60.本实施例中,所述全自动天线测试装置的工作过程为:所述上料带2负责传送被测件5,所述第一运输组件7在特征识别装置12的辅助下将位于所述上料带2上的所述被测件5运输到所述第二测试装置9处进行检测,若被测件5没达到检测标准,则将所述被测件5放置到所述第一不良品放置盒10内,若检测通过,则将被测件5将放置到所述载台41上进行后续检测,在所述转盘4的转动下运动到rf测试装置61处,转盘4停止旋转,rf测试模块下压对被测件5进行检测,检测完成后rf测试模块复位,转盘4继续旋转,将被测件5运输到dcr测试装置62处,若rf测试不通过,则不对此被测件5进行后续测试,并在其到达固定位置后,通过第二运输装置将其放置到对应的第二不良品放置盒11内,若rf测试通过,则dcr测试模块下压对被测件5进行测试,然后dcr测试模块复位,转盘4继续旋转,将被测件5运输到aoi检测装置处进行检测,若检测不通过,侧通过第二运输装置将其放置到对应的第二不良品放置盒11内,若检测通过,则通过第二运输装置将其放置到下料带3处,完成本次检测,本测试全过程由所述运动控制单元集成箱13以及所述测试系统放置箱14控制完成。
61.综上所述,本实用新型提供的全自动天线测试装置,自动化程度高,测试效率高,
且人力成本低,通用性强,工作稳定性好。
62.以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等同变换,或直接或间接运用在相关的技术领域,均同理包括在本实用新型的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1