一种具有双向出料的组合秤的制作方法
1.本实用新型涉及机械包装的技术领域,尤其涉及一种具有双向出料的组合秤。
背景技术:
2.组合称又称为电脑组合秤、电脑秤,组合秤等,原理主要就是利用了组合称重原理,一般均会设置进料盘、储存斗、称量斗、出料器以及多级控制系统,如单片机机控制系统,将物料从进料盘置于装置内,物料进入多组储存斗内,每组储存斗的下方均设置有一组带有重量传感器作用的称量斗,同时称量斗与储存斗的上下端均开口,且下端开口处会机械安装有一开合门,该开合门受单片机控制系统控制,需要称量包装时,打开储存斗的开合门将储存斗中的物料放入称量斗,同时开合储存斗中的开合门,继续在储存斗中装填物料,系统根据使用者需要包装的重量,称量斗进行计量,当称量斗达到设定的重量后,系统同时打开称量斗的开合门,控制物料进入出料器,从而完成称量过程。而目前现有的组合秤中多大只能适配一台包装机,针对市场计量效率的高速计量应用需要,本公司设计双向出料的组合秤,旨在解决市场现有电脑组合秤不能实现超高速计量的特定领域的应用的现状(如一拖二应用(一台组合秤配套两台包装机)),该组合秤通过双向计量出料的称重斗、内外下料斜槽、内外双通道下料盘、双通道集料斗装置结合产品软件实现高速计量定量。
技术实现要素:
3.本实用新型实施例所要解决的技术问题在于,提供一种具有双向出料的组合秤,其组合定量计量速度快、定量计量精准,可根据不同产品的规格、包装控制物料的输送方向,有效提高工作效率。
4.为了解决上述技术问题,本实用新型实施例提供了一种具有双向出料的组合秤,包括称重装置、出料装置、集料斗,所述称重装置包括若干进料斗、若干双向称重斗,所述若干双向称重斗设置于所述若干进料斗的下方;
5.所述出料装置包括第一下料盘、第二下料盘,所述第二下料盘同轴设置于所述第一下料盘上,所述第一下料盘的上部沿周向设置有若干第一下料斜板,所述第二下料盘的上部沿周向设置有若干第二下料斜板,使所述第一、第二下料斜板之间形成导料通道;
6.所述若干进料斗的上方设置有进料装置,所述进料装置将物料震入所述若干进料斗上并送入所述双向称重斗上,通过所述双向称重斗对物料进行称重并控制物料落入所述第一下料盘或第二下料盘内;
7.所述第一下料盘的下部开口与所述集料斗相连通,所述第二下料盘的下部开口设置有出料管道,所述出料管道穿过所述第一下料盘与所述集料斗相连通。
8.优选地,所述双向称重斗包括称重斗主体、称重斗支撑架,所述称重斗主体设置于所述称重斗支撑架上,所述称重斗支撑脚的下部开口处设置有控制其开口处开合的第一称重门页、第二称重门页,所述第一、第二称重门页的上部分别与所述称重斗支撑架铰接,所述第一、第二称重门页之间设置有导料块,由第一开合机构控制所述第一、第二称重门页独
立开合。
9.优选地,所述第一开合机构包括第一驱动板、第二驱动板,所述第一、第二驱动板分别转动设置于所述称重斗支撑架上,所述第一、第二驱动板上分别设置有第一驱动杆、第二驱动杆,所述第一驱动板与所述第一称重门页之间铰接有第一传动杆,所述第二驱动板与所述第二称重门页之间铰接有第二传动杆,所述第一、第二驱动板的一侧与所述称重斗支撑脚上均设置有拉紧弹簧,由开合驱动机构分别驱动所述第一、第二驱动板联动所述第一、第二称重门页开合。
10.优选地,所述开合驱动机构包括安装架、第一开合驱动装置、第二开合驱动装置,所述第一开合驱动装置设置于所述安装架的下部,所述第二开合驱动装置设置于所述安装架的上部,所述称重斗支撑架挂设于所述安装架的下部,所述第一开合驱动装置的输出轴上偏心设置有第一偏心块,由所述第一开合驱动装置驱动所述第一偏心块向上旋转,使其抬动所述第一驱动板联动所述第一称重门页打开,所述第一开合驱动装置驱动所述偏心块向下旋转,使其下压第二驱动板联动所述第二称重门页打开。
11.优选地,所述进料斗包括进料斗主体、进料斗支撑架,所述进料斗支撑架挂设于安装架的上部,所述进料斗主体的下部开口处设置有控制开口处开合的第一缓冲门页、第二缓冲门页,所述第一、第二缓冲门页对称设置并与所述进料斗支撑架的铰接,由第二开合机构驱动所述第一、第二缓冲门页相对开合。
12.优选地,所述第二开合机构包括第三驱动板,所述第三驱动板转动设置于所述进料斗支撑架的上部,第三驱动板上设置有第三驱动杆,所述第三驱动板与所述进料斗支撑架的一侧设置有第二拉紧弹簧,所述第一缓冲门页与所述第二缓冲门页之间铰接有联动杆,所述第三驱动板与所述第二缓冲门页之间铰接有第三传动杆,所述第二开合驱动装置的输出轴上偏心设置有第二偏心块,通过所述第二开合驱动装置驱动所述第二偏心块旋转,使其控制第三驱动杆带动所述第二缓冲门页打开,使所述联动杆联动所述第一缓冲门页与所述第二缓冲门页相对开合。
13.优选地,还包括进料装置,所述进料装置包括上下贯通的料仓、主振盘、若干线振盘,所述主振盘设置于所述料仓的底部开口处,所述主振盘与所述料仓之间具有供物料流出的导料缝,所述若干线振盘沿周向设置于所述主振盘下方,所述主振盘由所述主振盘驱动装置驱动旋转并震动将所述料仓上的物料均匀送入所述线振板上,所述线振盘由线振驱动装置驱动震动将物料从所述导料缝传送至所述进料斗上。
14.优选地,所述集料斗的下部开口处设置有控制其开口处开合的第一集料门页、第二集料门页,由集料驱动装置驱动所述第一、第二集料门页同步开合。
15.实施本实用新型实施例,具有如下有益效果:
16.本实用新型出料装置采用双通道设置,配合双向称重斗的第一称重门页、第二称重门页的独立开合,使其根据指定的位置控制第一称重门页打开或者第二称重门页打开,使称重斗内的物料滑入出料装置的第一通道内或者第二通道内,从而实现一台组合秤可配套两台包装机,可根据不同产品的规格、包装控制物料的输送方向,有效提高工作效率,且本实用新型组合定量计量速度快、定量计量精准、应用领域广泛等特点。
附图说明
17.图1为本实用新型的整体结构示意图;
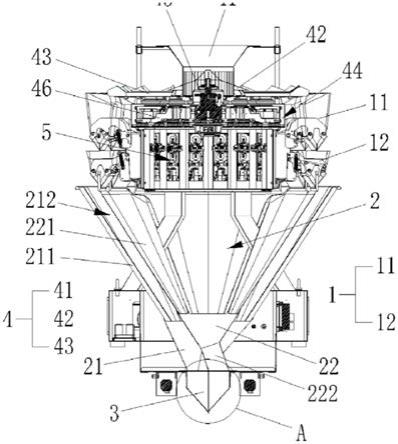
18.图2为本实用新型的整体结构半剖图;
19.图3为称重装置的结构示意图;
20.图4为双向称重斗的结构示意图i;
21.图5为双向称重斗的结构示意图ii;
22.图6为开合驱动机构的结构示意图;
23.图7为示出图2中的b部结构示意图。
具体实施方式
24.为使本实用新型的目的、技术方案和优点更加清楚,下面将结合附图对本实用新型作进一步地详细描述。
25.参照图1所示,一种具有双向出料的组合秤,包括称重装置1、出料装置2、集料斗3。
26.参照图2所示,称重装置1包括若干进料斗11、若干双向称重斗12,若干双向称重斗12设置于若干进料斗11的下方。
27.若干进料斗11的上方设置有进料装置4,进料装置4包括上下贯通的料仓 41、主振盘42、若干线振盘43、进料台44,主振盘42设置于料仓41的底部开口处,主振盘42与料仓41之间具有供物料流出的导料缝,若干线振盘43沿周向设置于主振盘42的下方,进料台44的中部设置有主振盘驱动装置45,使其驱动主振盘42震动将料仓41上的物料均匀送入线振板43上。
28.主振盘42朝向料仓41的一侧具有导料锥面,从而更好的引导物料从中心处向四周流动,料仓41与主振盘42之间设置有胶帘,对物料给予一定的收紧力,防止物料突然倾倒,造成送料不均匀。
29.若干线振盘43沿周向排列设置,线振盘43的底部均设置有线振驱动装置 46,通过线振驱动装置46驱动线振盘43震动将物料从导料缝传送至进料斗11 上。
30.参照图2、图6所示,送料台44的底部设置有称重支架笼,称重支架笼沿周向设置有若干开合驱动机构5,开合驱动机构5包括安装架51、第一开合驱动装置52、第二开合驱动装置53,安装架51固定设置于称重支架笼上,第一开合驱动装置52设置于安装架51的下部,第二开合驱动装置53设置于安装架51的上部第一开合驱动装置52设置于安装架51的后侧。
31.参照图3所示,进料斗11包括进料斗主体111、进料斗支撑架112,进料斗主体111的下部开口处设置有控制开口处开合的第一缓冲门页113、第二缓冲门页114,第一、第二缓冲门页113、114对称设置并与进料斗支撑架112的铰接,进料支撑架112的上部设置有第二开合机构6,第二开合机构6包括第三驱动板 61。
32.参照图3、图6所示,第三驱动板61转动设置于进料斗支撑架112的上部,第三驱动板61上设置有第三驱动杆62,第一缓冲门页113与第二缓冲门页114 之间铰接有联动杆63,第三驱动板61与第二缓冲门页114之间铰接有第三传动杆64,第二开合驱动装置53的输出轴延伸至第三驱动杆62的下方并偏心设置有第二偏心块531,物料在线振板震动下落入进料斗主体111内,通过第二开合驱动装置53驱动第二偏心块531旋转,从而抬动第三驱动杆62使其联动第一、第二缓冲门页113、114开闭,使进料斗主体111内的物料落入双向称重斗
12内进行称重,第三驱动板61与进料斗支撑架112的一侧设置有第二拉紧弹簧65,第一、第二缓冲门页113、114在拉紧弹簧65的弹力作用下保持常闭状态。
33.参照图4、图5所示,双向称重斗12包括称重斗主体121、称重斗支撑架 122,称重斗主体121设置于称重斗支撑架122上,称重斗主体121的下部开口处设置有控制其开口处开合的第一称重门页123、第二称重门页124,第一、第二称重门页123、124的上部分别于称重斗支撑架122铰接,称重斗支撑架122 的上部设置有第一开合机构7,通过第一开合机构7控制第一、第二称重门页123、 124独立开合。
34.本实用新型的进料斗、双向称重斗均优选采用16组,进料斗11通过进料斗支撑架112挂设于安装架51的上部,双向称重斗12通过称重斗支撑架122挂设于安装架51的下部。
35.参照图3、图4、图6所示。第一开合机构7包括第一驱动板71、第二驱动板72,第一、第二驱动板71、72分别转动设置于称重斗支撑架122上,第一、第二驱动板71、72上分别设置有第一驱动杆73、第二驱动杆74,第一驱动板 71与第一称重门页123之间铰接有第一传动杆75,第二驱动板72与第二称重门页124之间铰接有第二传动杆76,第一开合驱动装置52的输出轴延伸至第一、第二驱动杆73、74之间,并偏心设置有第一偏心块521,通过第一开合驱动装置52驱动第一偏心块521旋转,偏心块521向上旋转抬动第一驱动杆73,使其联动第一称重门页123开闭,偏心块521向下旋转下压第二驱动杆74,使其联动第二称重门页124开闭,从而实现第一称重门页、第二称重门页独立开闭。第一、第二驱动板71、72的一侧与称重斗支撑架122上均设置有第一拉紧弹簧77、 78,第一称重门页123与第二称重门页124在拉紧弹簧的作用力下保持常闭状态。
36.参照图2所示,出料装置2包括第一下料盘21、第二下料盘22,第二下料盘22同轴设置于第一下料盘21上,第一下料盘21的上部沿周向设置有若干第一下料斜板211,第二下料盘22的上部沿周向设置有若干第二下料斜板221,使第一、第二下料斜板211、221之间形成与第一下料盘21相通的导料通道212。
37.参照图2、图7所示,集料斗3内设置有分隔板31,使集料斗3内部分隔成第一下料通道32、第二下料通道33,第一下料盘32的下部开口与集料斗3的第一下料通道相连通,第二下料盘33的下部开口设置设置有出料管道222,出料管道222穿过第一下料盘21与集料斗3的第二下料通道33相连通,集料斗3的下部开口处分别设置有控制第一、第二下料通道32、33开合的第一集料门页34、第二集料门页35,通过第一集料驱动装置、第二集料驱动装置分别驱动第一、第二集料门页34、35独立开合,第一、第二集料驱动装置优选采用伸缩气缸。
38.参照图2、图4所示,更优地是,第一、第二称重门页123、124之间设置有导料块125,导料块125的下部呈倾斜设置,且导料块125的倾斜面与第二称重门页124的表面保持同一平面,当第一开合驱动装置驱动第一称重门页123 打开时,其称重斗主体121内计量的物料在导料块125的导向作用下沿着第二称重门页124滑入导料通道212内,使物料落入第一下料盘21上并进入集料斗3 的第一下料通道32内;当第一开合驱动装置驱动第二称重门页124打开,称重斗主体121内的物料沿第一称重门页123滑入第二下料斜板221落入第二下料盘 22上,第二下料盘22上的物料通过出料管道222落入集料斗3的第二下料通道 33内。
39.参照图1-图7所示,本实用新型的具体工作过程如下:
40.将所需计量定量的物料通过外部物料输送设备(如物料提升机等)将物料输送到主振盘42上,通过主振盘驱动装置根据所设定的主振振幅将物流均匀振动流入16组线振盘
43上,16组线振盘驱动装置根据所设定的线振振幅将物料均匀送入16组进料斗11内,16组双向称重斗12根据称重传感器、a/d电路、软件组合计量,反馈至16组进料斗11,第二开合驱动装置随之控制第一、第二缓冲料斗113、114相对打开,使进料斗11内的物料进入双向称重斗12内进行称重,随后第一、第二缓冲料斗113、114相对开合,继续承接线振盘43上的物料,防止物料落入双向称重斗上影响称重,双向称重斗12结合称重传感器、a/d 电路、软件组合精确计量组合至目标重量后,打开双向称重斗12的第一称重门页123(在组合计量过程动态计量双向称重斗12内物料的实时动态重量,不间断进行物料组合定量计量),使物料在导料块的导向作用下沿第二称重门页124 滑入第一下料斜板211,使物料集中落入第一下料通道32内,第一集料驱动装置通过信号输入同步打开第一集料门页34,使第一下料通道32内的物料送入指定的包装机内,或者通过打开第二称重门页124,使物料沿第一称重门页123滑入第二下料斜板221,使物料集中落入第二下料通道33内,第二集料驱动装置通过是信号输入同步打开第二集料门页35,使第二下料通道33内的物料送入另一台指定的包装机内,从而实现物料根据不同产品的规格、包装控制双向称重斗的打开方向,实现物料的高速定量计量全过程。
41.当然上述实施例只为说明本实用新型的技术构思及特点,其目的在于让熟悉此项技术的人能够了解本实用新型的内容并据以实施,并不能以此限制本实用新型的保护范围,凡根据本实用新型主要技术方案的精神实质所做的修饰,都应涵盖在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1