检查装置的制作方法
检查装置
1.相关申请的相互参照
2.本技术基于2019年10月9日提出申请的日本专利申请2019-186082号并主张其优先权的利益,该专利申请的全部内容通过参照编入于本说明书。
技术领域
3.本发明涉及一种用于被检查物的检查的检查装置。
背景技术:
4.以往,作为可供操作者装备的检查装置,例如有以下的专利文献1中记载的检查装置。专利文献1中记载的检查装置具备代码读出器、摄像机以及平板电脑。代码读出器读取表示作为检查对象物的工件的种类的代码。摄像机拍摄工件。平板电脑的微型计算机以代码读出器读取工件的代码这件事作为触发而向摄像机发送拍摄指令。基于该拍摄指令,摄像机拍摄工件而获取拍摄图像。微型计算机通过选择预先存储于存储器的多种工件的基准图像中与由代码读出器读取的代码对应的工件的基准图像,并将该被选择的工件的基准图像与拍摄图像进行核对,从而判定工件是否为良品。
5.现有技术文献
6.专利文献
7.专利文献1:日本特开2016-205836号公报
8.在记载于专利文献1的检查装置中,为了通过摄像机拍摄核对用的工件的拍摄图像,需要由操作者进行通过代码读出器读取工件的代码的操作。这是使操作性恶化的主要原因。
9.另一方面,作为不使用代码读出器的方法,例如也可以考虑使用设置于平板电脑、设备等的规定的开关这样的方法。具体而言,操作者在将工件设置于规定的位置后操作拍摄用开关。基于操作者操作拍摄用开关,平板电脑向摄像机发送拍摄指令。摄像机基于拍摄指令获取工件的拍摄图像。之后,基于操作者进一步操作检查用开关,平板电脑的微型计算机对摄像机的拍摄图像与基准图像进行核对,由此判定工件是否为良品。然而,由于在使用这种方法的情况下需要操作者操作拍摄用开关、检查用开关,因此不能避免操作性的恶化。
技术实现要素:
10.本发明的目的在于提供一种能够检查被检查物并能够提高操作性的检查装置。
11.根据本发明的一个方式的检查装置用于被检查物的检查,具备拍摄部和判定部。拍摄部装备于操作者,并对拍摄范围进行拍摄。判定部判定被检查物的好坏。拍摄部始终对拍摄范围进行拍摄,并向判定部依次发送拍摄到的图像数据。判定部通过对能够从拍摄部发送的图像数据获取的被检查物的获取图像数据与预先登记的核对用图像数据进行核对来判定被检查物的好坏。
12.根据该结构,利用拍摄部对拍摄范围始终进行拍摄,并且基于从该图像数据获取
的被检查物的获取图像数据,判定部判定被检查物的好坏,因此,不需要作为拍摄被检查物时的触发的操作、用来开始被检查物的核对的操作等。因此,能够提高操作性。
附图说明
13.图1是示意性地表示第一实施方式的制造工序的一部分的图。
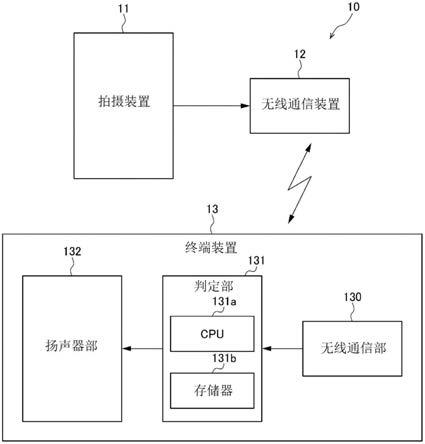
14.图2是表示第一实施方式的检查装置的概略结构的框图。
15.图3是分别表示通过第一实施方式的拍摄装置和终端装置的判定部执行的处理的步骤的时序图。
16.图4是示意性地表示第一实施方式的核对用图像数据的一例的图。
17.图5是分别表示通过第二实施方式的拍摄装置和终端装置的判定部执行的处理的步骤的时序图。
18.图6的(a)~(c)是示意性地表示用于第三实施方式的核对用图像数据的第一~第三良品图像数据的图。
具体实施方式
19.以下,参照附图对检查装置的一个实施方式进行说明。为了使说明容易理解,在各附图中尽可能地对相同的结构要素标注相同的符号,省略重复说明。
20.<第一实施方式>
21.首先,对图1所示的第一实施方式的检查装置10进行说明。检查装置10是在热交换器等制品的制造工序中,在检查到达完成品前的中间阶段的工件20是否为良品的操作中所使用的装置。具体而言,工件20以载置于输送装置30的状态在生产线上流动。在输送装置30的附近,多个操作者h沿着工件20的流动方向排列。操作者h在工件20位于自身眼前时进行预先决定的组装单个或多个规定的零件的操作。此时,检查装置10检查组装有规定的零件的工件20是否为良品。检查装置10是可供操作者h装备的可穿戴式检查装置。各操作者h通过依次进行预先决定的零件的组装操作而制造完成品。
22.如图2所示,检查装置10具备拍摄装置11、无线通信装置12以及终端装置13。另外,在图1中,无线通信装置12和终端装置13的图示被省略。
23.如图1所示,拍摄装置11装备于操作者h。拍摄装置11固定安装于装备在操作者h的头上的头盔21。拍摄装置11的拍摄范围被设定为操作者h的脸所朝向的方向,即操作者h的前方处的规定的范围。在操作者h为了将规定的零件组装到工件20而将自己的脸朝向工件20时,工件20的整体进入拍摄装置11的拍摄范围。无论在拍摄装置11的拍摄范围是否存在工件20,拍摄装置11始终对拍摄范围进行拍摄,并且将拍摄到的拍摄范围的图像数据发送至图2所示的无线通信装置12。在本实施方式中,拍摄装置11相当于拍摄部。
24.无线通信装置12与拍摄装置11有线连接。无线通信装置12通过无线通信向终端装置13依次发送从拍摄装置11发送来的图像数据。
25.终端装置13是能够便携持有的平板电脑终端、固定放置型的个人计算机等。终端装置13基于从拍摄装置11经由无线通信装置12无线发送的图像数据判定工件20的好坏,并将该判定结果通知操作者h。终端装置13具备无线通信部130、判定部131以及扬声器部132。
26.无线通信部130接收从无线通信装置12依次发送的图像数据,并将接收到的图像
数据发送至判定部131。
27.判定部131以具有cpu131a、存储器131b等的微型计算机为中心地构成。判定部131通过执行预先存储于存储器131b的程序,从而执行图像处理、判定处理等,该图像处理是基于从拍摄范围的图像数据抽取工件20的图像数据的处理,该判定处理是基于被抽取的工件20的图像数据判定工件20的好坏的处理。判定部131从扬声器部132通知通过判定处理而得到的工件20的好坏的结果。具体而言,在判定为工件20是良品的情况下,判定部131从扬声器部132输出表示该意思的第一声音。另外,在判定为工件20是不良品的情况下,判定部131从扬声器部132输出表示该意思的第二声音。第一声音和第二声音是不同的声音。
28.接着,参照图3对通过拍摄装置11和终端装置13执行的处理的具体步骤进行说明。
29.如图3所示,作为步骤s101的处理,拍摄装置11对拍摄范围进行拍摄,并且,作为步骤s102的处理,拍摄装置11经由无线通信装置12依次向终端装置13发送通过拍摄得到的拍摄范围的图像数据。拍摄装置11以规定的周期进行拍摄和图像数据的发送。
30.作为步骤s201的处理,终端装置13的判定部131依次获取从拍摄装置11发送的拍摄范围的图像数据。以下,将从拍摄装置11向终端装置13发送的拍摄范围的图像数据称为“拍摄装置11的图像数据”。另外,作为接着步骤s201的步骤s202的处理,判定部131基于拍摄装置11的图像数据判定工件20是否为良品。
31.具体而言,在步骤s202的处理中,判定部131通过对拍摄装置11的图像数据实施边缘检测处理等图像处理而从拍摄装置11的图像数据抽取工件20的图像数据,并且抽取该工件20的获取图像数据的特征量。另外,在判定部131的存储器131b中预先登记有图4所示的核对用的良品工件的图像数据im。如图4所示,核对用图像数据im为组装有多个零件p1~p3的工件20的图像数据。另外,在图4的核对用图像数据im中虚线所示的“a1~a3”表示工件20中的各零件p1~p3的组装位置。判定部131基于判断工件20的获取图像数据的特征量是否与核对用图像数据im的特征量一致来判定工件20的获取图像数据与核对用图像数据im的核对是否成立。判定部131在工件20的获取图像数据的特征量与核对用图像数据im的特征量一致的情况下判定为工件20的获取图像数据与核对用图像数据im的核对成立,从而判定为工件20是良品。在本实施方式中,对工件20的获取图像数据的特征量与核对用图像数据im的特征量进行比较的处理相当于将被检查物的获取图像数据与预先登记的核对用图像数据进行核对的处理。
32.另外,在存储于存储器131b的核对用图像数据im中含有基准图像数据和关联图像数据。基准图像数据是在操作者h的操作工序中通过预先拍摄将规定的零件p1~p3组装到工件20后的工件20而得到的图像数据。关联图像数据是与基准图像数据类似的单个或多个图像数据。关联图像数据含有例如明暗与基准图像数据稍有不同的图像数据、拍摄方向与基准图像数据稍有不同的图像数据等。作为核对用图像数据im,不仅使用基准图像数据还使用关联图像数据,由此,即使在拍摄装置11的拍摄环境产生一些偏差的情况下,也能够进行拍摄装置11的图像数据与核对用图像数据im的核对。
33.另外,判定部131可以在每次从拍摄装置11发送图像数据时执行图3所示的步骤s202的处理,也可以以预先决定的规定的周期执行步骤s202的处理。
34.在通过输送装置30将部件运送至操作者的场所后,在操作者h将规定的零件组装到工件20时,拍摄装置11的图像数据与核对用图像数据im的核对不成立。另外,在工件20没
有进入拍摄装置11的拍摄范围的情况下,通过拍摄装置11拍摄的图像数据与核对用图像数据im的核对也不成立。在该情况下,判定部131在步骤s202的处理中进行否定判定,即判定为工件20不是良品,作为之后的步骤s204的处理,判断从暂时判定为工件20不是良品的时刻起是否经过了规定时间。当判定部131在步骤s204的处理中作出了否定判断的情况下,即在从暂时判定为工件20不是良品的时刻起没有经过规定时间的情况下,返回至步骤s201的处理。在该情况下,作为步骤s201的处理,判定部131再次获取拍摄装置11的图像数据,作为步骤s202的处理,再次判定工件20是否为良品。
35.之后,在零件p1~p3向工件20的位置a1~a3的组装完成后,拍摄装置11的图像数据与核对用图像数据im的核对成立。由此,判定部131在步骤s202的处理中作出肯定判定,即判定为工件20是良品,作为之后的步骤s203的处理,从扬声器部132输出表示是良品的第一声音。根据从该扬声器部132输出的第一声音,操作者h能够认识到自己的操作已经适当地完成。
36.另一方面,在例如零件p1~p3相对于工件20的组装位置错误的情况下,拍摄装置11的图像数据与核对用图像数据im的核对不成立。若该状态在规定时间持续,则判定部131在步骤s204的处理中作出肯定判断,作为之后的步骤s205的处理,从扬声器部132输出表示不良品的第二声音。根据从该扬声器部132输出的第二声音,操作者h能够认识到工件20是不良品。
37.根据以上说明的本实施方式的检查装置10,能够得到以下的(1)~(4)所示的作用和效果。
38.(1)拍摄装置11始终对拍摄范围进行拍摄,并且向判定部131依次发送拍摄到的图像数据。判定部131通过对能够从拍摄装置11的图像数据获取的工件20的获取图像数据与核对用图像数据im进行核对来判定工件20的好坏。根据该结构,由于基于通过拍摄装置11始终拍摄的图像数据,通过判定部131判定工件20的好坏,因此,不需要作为拍摄工件20时的触发的操作、用来开始工件20的核对的操作等。因此,能够提高操作性。
39.(2)判定部131在每次从拍摄装置11发送图像数据时,或以预先决定的规定的周期进行拍摄装置11的图像数据与核对用图像数据im的核对。根据该结构,能够持续执行工件20的好坏的判定。
40.(3)作为核对用图像数据im,判定部131具有与工件20的良品对应的基准图像数据以及与基准图像数据类似的单个或多个关联图像数据。根据该结构,即使在拍摄装置11的拍摄环境产生偏差的情况下,能够更准确地判定工件20的好坏。
41.(4)判定部131基于被判定为工件20不是良品的状态在规定时间持续,确定工件20是不良品。根据该结构,能够不准备与不良品对应的图像数据而判定工件20是否为不良品。
42.<第二实施方式>
43.接着,对检查装置10的第二实施方式进行说明。以下,以与第一实施方式的检查装置10的不同点为中心进行说明。
44.本实施方式的拍摄装置11和终端装置13的判定部131执行图5所示的处理来代替图3所示的处理。另外,在图5所示的处理中,通过对与图3所示的处理相同的处理标注相同的符号而省略重复说明。
45.如图5所示,当终端装置13的判定部131在步骤s202的处理中作出否定判定的情况
下,作为之后的步骤s301的处理,判定工件20是否为不良品。在判定部131的存储器131b中,不仅存储有与良品工件对应的核对用图像数据,还存储有多个与不良品工件对应的核对用图像数据。判定部131基于拍摄装置11的图像数据与不良品工件的核对用图像数据的核对是否成立而判定工件20是否为不良品。另外,由于该步骤s301的处理只是将步骤s202的处理变更为不良品工件的判定处理的处理,因此省略该处理的细节。
46.在利用输送装置30将工件20输送至操作者的场所后,在操作者h将规定的零件组装到工件20时,通过拍摄装置11拍摄的图像数据与不良品工件的核对用图像数据的核对不成立。另外,在工件20没有进入拍摄装置11的拍摄范围的情况下,通过拍摄装置11拍摄的图像数据与不良品工件的核对用图像数据的核对也不成立。在该情况下,判定部131在步骤s301的处理中作出否定判定,返回至步骤s201的处理。
47.另一方面,在例如零件p1~p3相对于工件20的组装位置错误的情况下,通过拍摄装置11拍摄的图像数据与不良品工件的核对用图像数据的核对成立。在该情况下,判定部131在步骤s301的处理中作出肯定判断,执行步骤s205的处理。
48.根据以上说明的本实施方式的检查装置10,除了上述的(1)~(3)所示的作用和效果之外,还能够进一步得到以下的(5)所示的作用和效果。
49.(5)作为核对用图像数据,判定部131具有与良品工件对应的核对用图像数据和与不良品工件对应的核对用图像数据。判定部131基于拍摄装置11的图像数据与良品工件的核对用图像数据的核对成立而判定为工件20是良品。另外,判定部131基于拍摄装置11的图像数据与不良品工件的核对用图像数据的核对成立而判定为工件20是不良品。即使是该结构,也能够判定工件20的好坏。
50.<第三实施方式>
51.接着,对检查装置10的第三实施方式的进行说明。以下,以与第一实施方式的检查装置10的不同点为中心进行说明。
52.在本实施方式的判定部131的存储器131b中,作为核对用图像数据im,存储有图6的(a)~(c)所示的三个良品图像数据im11~im13。第一良品图像数据im11含有零件p1的图像数据的信息和工件20中的零件p1的组装位置a1的信息。第二良品图像数据im12含有零件p2的图像数据的信息和工件20中的零件p2的组装位置a2的信息。第三良品图像数据im13含有零件p3的图像数据的信息和工件20中的零件p3的组装位置a3的信息。另外,在各零件p1~p3的图像数据的信息中预先准备上述的基准图像数据和关联图像数据。
53.在图3所示的步骤s202的处理中,首先,判定部131将第一良品图像数据im11设定为核对用图像数据im。然后,判定部131在从拍摄装置11的图像数据获取工件20的图像数据后,判定在该获取图像数据的位置a1是否存在零件p1的图像数据。判定部131在判定为在工件20的获取图像数据的位置a1存在零件p1的图像数据的情况下,将第二良品图像数据im12设定为核对用图像数据im。接着,判定部131从拍摄装置11的图像数据获取工件20的图像数据,并进一步判定在该获取图像数据的位置a2是否存在零件p2的图像数据。判定部131在判定为在工件20的获取图像数据的位置a2存在零件p2的图像数据的情况下,将第三良品图像数据im13设定为核对用图像数据im。接着,判定部131从拍摄装置11的图像数据获取工件20的图像数据,并进一步判定在该获取图像数据的位置a3是否存在零件p3的图像数据。判定部131在判定为在工件20的获取图像数据的位置a3存在零件p3的图像数据的情况下,判定
为是良品。
54.这样,通过判定工件20是否为良品,从而基于对工件20依次组装零件p1、零件p2、零件p3,从扬声器部132输出表示工件20是良品的第一声音。
55.另一方面,在例如操作者h在对工件20组装零件p1后组装零件p3这样的情况下,不判定为工件20是良品。在该情况下,在从判定为工件20不是良品的时刻起经过规定时间后,从扬声器部132输出表示工件20是不良品的第二声音。
56.根据以上说明的本实施方式的检查装置10,能够进一步得到以下的(6)所示的作用和效果。
57.(6)作为核对用图像数据im,判定部131具有彼此不同的多个良品图像数据im11~im13,基于拍摄装置11的图像数据与多个良品图像数据im11~im13的每一个以预先决定的顺序成立而判定工件20是良品。因此,不仅零件p1~p3相对于工件20的位置不一致时不判定为工件20是良品,而且零件p1~p3的组装顺序不一致也不判定为工件20是良品。因此,本实施方式的检查装置10在零件p1~p3的组装顺序也作为检查对象的制造工序中有用。
58.<其他实施方式>
59.另外,上述实施方式也能够通过以下的方式来实施。
60.在第三实施方式的检查装置10中,将零件p1~p3的组装顺序作为检查对象,但也可以仅将零件p1~p3的组装位置作为检查对象。具体而言,判定部131从拍摄装置11的图像数据获取工件20的图像数据,并且基于判定为在该工件20的获取图像数据中不论顺序地存在图6的(a)~(c)所示的全部三个良品图像数据im21~im23的情况下,判定为工件20是良品。这样的检查装置10在零件p1~p3的组装顺序不作为检查对象的制造工序中有用。
61.也可以是,当在图3所示的步骤s201的处理中接受到从拍摄装置11发送的图像数据时,判定部131在对该图像数据实施了减少信息量的图像处理之后,实施图3所示的良品判定处理。另外,作为减少图像数据的信息量的处理,能够使用例如剪裁、压缩、仅抽取形状数据的处理等。通过像这样实施减少图像数据的信息量的图像处理,能够使重复检查高速化,因此,能够提高良品判定处理的判定速度。
62.本发明不限定于上述的具体例。本领域技术人员对上述的具体例施加适当的设计变更后的结构,只要具备本发明的特征,就包含于本发明的范围。上述的各具体例所具备的各要素及其配置、条件、形状等不限定于例示的内容而能够进行适当变更。上述的各具体例所具备的各要素只要不产生技术上的矛盾就能够适当地改变组合。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1