机床及显示装置的制作方法
1.本发明涉及机床及显示装置。
背景技术:
2.在上述技术领域中,在专利文献1中公开了一种在施加于滚珠丝杠的总能量值a超过了寿命能量值b时(a≥b)判定成滚珠丝杠的寿命到达极限的技术。
3.现有技术文献
4.专利文献
5.专利文献1:日本特开2000-238106号公报
技术实现要素:
6.然而,在上述文献所记载的技术中,难以将滚珠丝杠的状态易于理解地视觉化。
7.本发明的目的在于提供一种解决上述课题的技术。
8.为了实现上述目的,本发明的机床具备:
9.检测部,其对预热运转中的振动、声音、为了驱动滚珠丝杠而施加的电流、热、光及功率值中的至少某一个的检测值进行检测;
10.特征量提取部,其从由上述检测部检测出的上述检测值提取第1特征量和第2特征量;以及
11.显示部,其在将上述第1特征量所涉及的数值设为第1轴且将上述第2特征量所涉及的数值设为第2轴的平面上,显示描绘上述检测值的点、和为了表示上述滚珠丝杠发生异常的可能性而配置成等高线状的至少两条边界线。
12.为了实现上述目的,本发明的显示装置是从自机床检测出的检测值提取第1特征量和第2特征量并显示滚珠丝杠发生异常的可能性的显示装置,其中该机床具有对预热运转中的振动、声音、为了驱动上述滚珠丝杠而施加的电流、热、光及功率值中的至少某一个的检测值进行检测的检测部,
13.在将上述第1特征量所涉及的数值设为第1轴且将上述第2特征量所涉及的数值设为第2轴的平面上,显示描绘上述检测值的点、和为了表示上述滚珠丝杠发生异常的可能性而配置成等高线状的至少两条边界线。
14.发明效果
15.根据本发明,能够将滚珠丝杠的状态易于理解地视觉化。
附图说明
16.图1是表示第1实施方式的机床的结构的图。
17.图2是用于说明第2实施方式的机床的外观及滚珠丝杠的图。
18.图3a是表示基于第2实施方式的机床的前提技术的一维图表的一个例子的参考图。
19.图3b是表示第2实施方式的机床的内部结构的图。
20.图3c是说明基于第2实施方式的机床的修正部进行修正前后的二维图的变化状况的图。
21.图3d是用于说明基于第2实施方式的机床的特征量提取部进行的特征量提取的图。
22.图4是用于说明二维图中的点的轨迹的图。
23.图5是表示第2实施方式的机床所具有的表的一个例子的图。
24.图6是说明第2实施方式的机床的处理步骤的流程图。
25.图7是用于说明第2实施方式的机床的显示部的图。
具体实施方式
26.以下,参照附图例示性地详细说明记载用于实施本发明的方式。其中,以下的实施方式所记载的结构、数值、处理流程、功能要素等只是一个例子,其变形和变更是自由的,主旨并不是将本发明的技术范围限定于以下的记载。
27.[第1实施方式]
[0028]
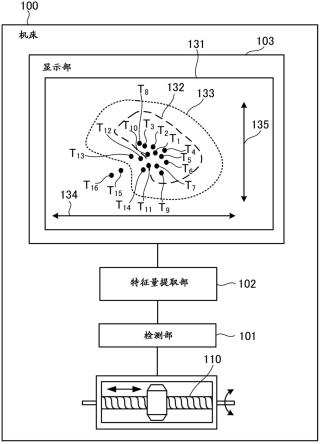
使用图1说明作为本发明的第1实施方式的机床100。图1是用于说明本实施方式的机床100的结构的图。
[0029]
如图1所示,机床100包含检测部101、特征量提取部102及显示部103。检测部101对预热运转中的振动、声音、为了驱动滚珠丝杠110而施加的电流、热、光及功率值中的至少某一个的检测值进行检测。特征量提取部102从由检测部101检测出的检测值提取第1特征量和第2特征量。显示部103在将第1特征量所涉及的数值设为第1轴134且将第2特征量所涉及的数值设为第2轴135的平面上,显示描绘检测值的点(在图中为t1~t
16
)、和为了表示滚珠丝杠110发生异常的可能性而配置成等高线状的至少两条边界线132、133。
[0030]
在显示于显示部103的第1边界线132的内侧所显示的点(在图中为t1~t
10
)表示滚珠丝杠110在正常工作。另外,在边界线132与边界线133之间所显示的点(t
11
~t
14
)表示虽然在正常运转但有可能发生对加工没有影响的轻微异常(被认为是因滚珠丝杠破损导致的精度降低的预兆的异常)。而且,在边界线133的外侧所显示的点(t
15
~t
16
)表示有可能发生对加工精度有影响的异常。在此所示的边界能够任意设定。因此,也可以设定以利用多条边界线划分表示在正常运转的区域的方式进行显示、且使位于最外侧的区域表示发生异常那样的边界。
[0031]
本发明中的机床100并不限于图1所示的形态,也可以为通过附着材料而进行加工的附加加工(additive manufacturing,增材制造)的机床、除去材料的除去加工(subtractive manufacturing,减材制造)的机床、照射激光等光而进行加工的机床。具体而言,包含车床、钻床、镗床、铣床、切齿床、磨床、多轴加工机、激光加工机、层压加工机等。这些机械是对金属、木材、石材、树脂等工件实施车削、切断、穿孔、磨削、研磨、轧制、锻造、折曲、成形、微细加工、层压加工等各种加工的机械。也包含将这些加工组合的复合机。
[0032]
根据本实施方式,将滚珠丝杠发生异常的可能性显示为二维图,因此能够将滚珠丝杠的状态易于理解地视觉化。另外,由于能够可靠地判断滚珠丝杠发生异常的可能性,所以能够将滚珠丝杠的破损等防止于未然,例如能够防止因更换滚珠丝杠导致的生产率降
低。
[0033]
[第2实施方式]
[0034]
接下来使用图2至图5说明本发明的第2实施方式的机床。图2是用于说明本实施方式的机床的外观及滚珠丝杠的图。使用复合机说明第2实施方式的机床200。机床200具有滚珠丝杠210、载台211及马达212。马达212的旋转传递到滚珠丝杠210,通过滚珠丝杠210的旋转驱动力而载台211往复移动。通过使载台211往复移动,能够使载置于载台211的加工对象物向所期望的位置移动。滚珠丝杠210是由丝杠轴、螺母、滚珠等构成的机械要素部件之一,用于将直线运动转换成旋转运动,或者将旋转运动转换成直线运动。
[0035]
图3a是表示作为本实施方式的前提技术的一维图表的一个例子的图。在图3a中显示有对纵轴356设定了施加于马达212的电流值、对横轴357设定了时间t1~t
16
的图表351。在使用这样的图表的情况下,若将破损的时刻设为t
16
,则实际上t
15
的时刻为恰当的警告时刻。但是,若要检测t
15
的时刻,则需要预先确定阈值358。于是,在超过了阈值358的t9的时刻,就催促更换滚珠丝杠210。因此,尽管还能够使用滚珠丝杠210,但会更换滚珠丝杠210,在t9~t
15
的时间范围内产生浪费。也就是说,由于滚珠丝杠210的更换频度变大,所以生产率降低。
[0036]
图3b是表示本实施方式的机床200的内部结构的图。机床200具有检测部301、特征量提取部302、显示部303、修正部304、操作部305、边界数据保持部306、异常判定部308及边界数据生成部309。机床200基于检测部301检测出的检测值,在显示部303上显示用于判断滚珠丝杠发生异常的可能性的二维图331。
[0037]
检测部301在机床200的预热运转中,检测为了使马达212旋转而施加的电流的值,并将其输出为检测值(sensed value)。具体而言,检测部301包含设成三相交流的uvw相的电流传感器和将计测出的电流值转换成数字数据的ad转换器。例如,将ad转换器的采样频率设为2khz,转换成16bit的信号。此时,能够获取256点的时序数据,能够按每128msec设为输入数据。
[0038]
在此,预热运转是指在刚起动机械后等以一定时间进行低负荷下的运转。预热运转是为了通过低负荷下的运转促进机械的结构部件彼此的磨合、且使各部分的功能顺畅且可靠而进行的。通过低旋转、低负荷的运转,能够以使润滑油遍布各部分而成为机床可发挥原本性能的状态的方式将部件彼此的间隙(余隙)向适当的状态引导。
[0039]
检测部301针对从ad转换器输出的数字电流值,使用式(1)的转换式,计算出q轴电流iq和d轴电流id。
[0040]
[数1]
[0041][0042]
在上式中,q轴电流iq为有效电流,d轴电流id为无效电流。检测部301将q轴电流iq作为检测值向特征量提取部302发送。
[0043]
特征量提取部302具有频率分解部321、归一化部322及维度压缩部323。频率分解部321例如使用傅里叶变换等,根据从检测部301接收到的检测值提取频率成分。归一化部
322将频率分解后的数据归一化。维度压缩部323将归一化后的数据的维度压缩而生成二维的特征量(具有第1特征量成分和第2特征量成分的数据)。特征量提取部302是用于执行规定程序的处理器。
[0044]
显示部303基于由维度压缩部323提取出的二维的特征量数据,显示表示滚珠丝杠210发生异常的可能性的二维图331。二维图331包含将由维度压缩部323生成的第1特征量设为第1轴332、将第2特征量设为第2轴333的平面。在该平面上,描绘检测值的特征量(t1~t
16
)。而且显示部303将为了表示滚珠丝杠210发生异常的可能性而配置成等高线状的边界线(在本例中为三条边界线334~336)显示于画面。在本实施方式中“异常”表示滚珠丝杠210的破损。
[0045]
二维图331示出了所描绘的检测值的特征量越从最内侧的边界线334的中心向外侧远离则发生异常的可能性越高。
[0046]
例如,描绘在边界线334的内侧的检测值的特征量(t1、t8、t9…
)由于发生异常的可能性极低,所以能够判断成是正常的动作状态。也就是说,只要表示检测值的特征量的点仅显示在边界线334的内部,则看到二维图331的使用者就能够安心地使机床200运转。
[0047]
若表示检测值的特征量的点在边界线334与边界线335之间,则使用者判断成发生异常的可能性低但为规定值以上的动作状态,只要多加注意地使机床200运转即可。例如,能够清扫机床内部的切屑、能够进行润滑油的确认/注入、能够将马达212的转速设定成滚珠丝杠210难以发生破损的转速。另外,若检测值的特征量在边界线334与边界线335之间,则使用者就应该开始考虑滚珠丝杠210的更换等。
[0048]
例如,若参照二维图331,则由于t
11
~t
14
为边界线334外侧的点,所以作为在机床200运转中发生异常的预兆的可能性高。由于点t
15
在边界线335的外侧,所以可知需要立即更换滚珠丝杠210。像这样,通过显示二维图331,能够比图表351更准确地在实际显现切削精度降低之前判断滚珠丝杠210的更换时刻。
[0049]
另外,通过察看点的轨迹,能够容易掌握机床200有可能长期发生的异常的前兆等,因此使用者能够制定机床200的中长期的维护计划和消耗品的采购计划。
[0050]
而且,例如若检测值的特征量被描绘在边界线336的外侧,则可以认为滚珠丝杠210马上发生破损的可能性高,因此应该迅速地进行滚珠丝杠210的更换。
[0051]
显示部303在每次检测部301对检测值进行检测时,追加地显示描绘检测值的特征的点,同时显示成为正常/异常的判定基准的边界线。
[0052]
显示部303可以为例如作为机床200的一部分而设置的显示器,也可以为处于机床200的外部的显示器。另外,也可以使用投影仪向屏幕投影二维图331。在该情况下,显示装置基于从作为预热运转中的检测值而检测出的主轴发生的振动(振动的频率和振幅)、机床200内部的声音(由麦克风检测出的声音的音量和频率)、施加于滚珠丝杠210或主轴的电流、主轴或工件产生的热(由热传感器检测出的温度或热量)、工件周边产生的光(由摄像头拍摄到的光的光量、颜色和频率)以及功率值中的至少一个提取出的特征量,将滚珠丝杠210发生异常的可能性显示为二维图331。与二维图331相关的信息可以由显示装置侧保持。功率值通常是以作业量(比切削阻力
×
切深
×
进给
×
切削速度)除以60
×
1,000
×
机械效率得到的值,被称为主轴功率(pc)。例如,包含在切削加工或车削加工中消耗的马达的电力值等。也可以将切削扭矩、工具的转速设为检测值。
[0053]
修正部304遵照来自使用者的指示进行由显示部303显示的二维图331的修正。具体而言,如图3c所示那样,修正部304沿向左下侧扩展的方向进行二维图331的边界线334的形状修正。使用者通过扩展边界线334而能够扩大正常的检测值的范围。通过由能够判定正常/异常的有经验的使用者等修正边界线334的形状,使用该机械的其他使用者能够遵循有经验的使用者的判断。在图3c的例子中,示出了以扩展边界线334使得点t
12
~t
14
收于边界线334的内部的方式进行了修正的例子。
[0054]
存在通过在机床200的工厂发货时获取到的检测值、和在将机床200配置于使用者的工厂等的状态下获取到的检测值描绘的二维图331的边界线334~336产生不同的情况。即,并不限于基于机床200的动作条件始终相同。
[0055]
例如,由于加工对象物的重量各不相同,所以根据对哪个加工对象物进行加工,而示出滚珠丝杠210破损的可能性的二维图331的边界线334~336的形状不同。因此,通过设为可对描绘出的二维图331的边界线334~336的形状施加修正的结构,能够显示与使用者的使用环境相匹配的二维图331。
[0056]
此外,修正的方法例如也可以是使用者使用鼠标等操作部305拖动边界线334~336的一部分来改变边界线334~336的形状。另外,也可以使用键盘等操作部305通过输入数值来改变边界线334~336的形状。另外,也可以将与修正后的边界线相关的数据保存在云端上而与其他机床共享。
[0057]
异常判定部308基于特征量提取部302提取出的检测值的特征,判定是否异常。异常判定部308将判定结果交付到边界数据生成部309。
[0058]
边界数据生成部309在异常判定部308中判定成正常的点、与判定成异常的点之间生成边界线。
[0059]
边界数据保持部306保持显示在显示部303上的二维图331的边界线334~336的数据。修正部304通过改变边界数据保持部306所保持的边界线334~336的数据而进行边界线334~336的形状的修正。
[0060]
(特征量提取处理)
[0061]
在此,参照图3d,详细地说明基于特征量提取部302提取特征量的提取方法。频率分解部(图中fft)321提取在基于机床200的预热运转中由检测部301检测出的电流值的频率成分,生成频谱。频率分解例如通过fft(fast fourier transform;快速傅里叶变换)进行,但并不限定于此。
[0062]
通常能够将任意的周期性时序数据y
t
认为是各种周期的三角函数之和。将之称为傅里叶级数展开,基本周期为t0[s]的观测值y
t
的傅里叶级数若使用复数则能够如式(2)那样表示。
[0063]
[数2]
[0064][0065]
在此,ω0=2πf0[rad/s]是基本角频率,f0=1/t0[hz]是基本频率。复傅立叶系数cn通过以下的式(3)求出。
[0066]
[数3]
[0067][0068]
在将电流数据的采样时间设为d、将窗口长度设为n时,最大频率f
max
和频率分辨率δf通过以下的式(4)及(5)表示。
[0069]
[数4]
[0070][0071]
[数5]
[0072][0073]
例如,在采样频率为2khz且窗口长度为256点的情况下,fft后的最大频率f
max
成为1khz,频率分辨率δf成为7.8125hz。也就是说,256点的时序数据经过fft后能够以128点的向量表现,该向量成为针对接下来的自编码器的输入。此外,128点的向量在归一化部322中被归一化,并被向维度压缩部323发送。
[0074]
维度压缩部323使用自编码器361、pca(principal component analysis、主成分分析)362进行维度压缩。自编码器361是用于使用机器学习中的神经网络进行维度压缩的算法,是能够提取比输入样本的维数少很多的维数的特征的算法。
[0075]
在本实施方式中,通过频率分解部321将施加电流值频率分解成以多维向量(在此为128维)表现的数据。并且,将频率分解后的多维向量(128维)作为维度压缩部323的输入。通过将维度压缩部323的自编码器361的中间层设定成低维,而将多维的向量输入维度压缩成低维。自编码器361通常在三层神经网络中对输入层和输出层使用相同的数据,重复进行在从输入层压缩到中间层后再解压到输出层,从而导出召回率高的中间层。在此,将中间层设定为64维。也就是说,输入到维度压缩部323的128维的向量在尽可能地维持特征的状态下被压缩成64维。例如,在fft后的向量为128维的情况下,通过自编码器361而能够使其成为64维或10维。以下说明使用了自编码器361的学习和学习完毕的模型的处理。
[0076]
(i)自编码器的学习
[0077]
实验编号β的施加电流波形的fft数据x
β
如以下的式(6)那样通过r维的向量的集合表示。
[0078]
[数6]
[0079][0080]
在此,是实验编号β的第r个区间,r是区间总数。
[0081]
于是,编码部通过以下的式(7)表示。
[0082]
[数7]
[0083][0084]
另外,解码部通过以下的式(8)表示。
[0085]
[数8]
[0086][0087]
在此,由于w'是w的转置矩阵,所以求出的参数为w、b、b'这三个。
[0088]
像这样,类似于其源信号
[0089]
例如,若对优化方法使用adam(adaptive moment estimation,自适应矩估计),则到临近的步骤t-1为止的梯度的平方的移动平均ν
t
=e[g2]
t
和梯度的移动平均m
t
=e[g]
t
能够如以下的式(9)那样表示。
[0090]
[数9]
[0091][0092]
在此,β1、β2∈[0,1)是超参数,例如可以使用作为adam的推荐值的下述值,但也可以以推荐值为基准进行调整。
[0093]
β1=0.9
[0094]
β2=0.999
[0095]
在此,若以ν0=0进行了初始化,则能够得到以下的式(10)。
[0096]
[数10]
[0097][0098]
也就是说,二阶矩ν
t
的移动平均e[ν
t
]与真实的二阶矩e[g
2t
]的关系性通过以下的式(11)表示。
[0099]
[数11]
[0100][0101]
在此,若以能够近似成ζ=0的方式设定超参数的值,则能够求出
[0102]
[数12]
[0103][0104]
基于以上,
[0105]
[数13]
[0106][0107]
成为参数更新式。在偏差b、b'中也能够通过相同的步骤导出。
[0108]
(ii)自编码器的处理
[0109]
将学习后的自编码器的编码器用于维度压缩。
[0110]
[数14]
[0111][0112]
例如,在fft后的向量为128维时将中间层设定为64维而使自编码器学习的情况下,输出从128维的输入维度压缩后的64维的
[0113]
pca(principal component analysis;主成分分析)是使用主成分以更低的维度表现数据的方法。能够将输入维度压缩成任意维数的数据后输出。
[0114]
(i)学习
[0115]
将输入的数据矩阵设为x,将包含单一的数据点的列向量设为x。若将数据的方差最大化问题定式化,则表示成
[0116]
[数15]
[0117][0118]
若将该式(15)以矩阵和向量的形式重写,则成为
[0119]
[数16]
[0120][0121]
也就是说,在满足了w的范数为1的约束条件的基础上,求出输出xw成为最大的w。其答案在于x的奇异值分解。若将k维的主成分设为v、w,将数据矩阵设为w,
[0122]
则w=vk。
[0123]
在此,k是主成分v所包含的不相关的变量组的个数。因此,若将维度压缩后的向量设为z,则投影坐标的向量被表示成z=xvk。
[0124]
(ii)处理
[0125]
使用通过学习求出的主成分v,进行维度压缩。例如能够设定为,在自编码器处理后的向量维度为64维的情况下,将64维的输入x
64
维度压缩成2维的向量z2。
[0126]
基于z2=x
64v2
,若输入64维的x
64
则根据主成分v2而输出2维向量z2。向量z2的两个向量分量相当于第1特征量及第2特征量。将向量z2的两个分量作为第1轴及第2轴向二维图描绘。
[0127]
svm(support vector machine,支持向量机)363本来是以二分类为目的的模式识别方法,在svm363中求出将边距最大化的最优分离超平面。在此,边距是指距分离超平面最近的样本与分离超平面之间的距离。被最大化的边距(距离)以f(x)表示。
[0128]
svm363是one class svm(单类支持向量机),是将通常的svm扩展后得到的,构建将正常数据映射成非负值、将异常数据映射成负值的模型。即,one class svm是基于大多数是正常的那样的数据的集合进行学习、且判定未知的数据是正常还是异常的方法。虽然通常能够获取到很多正常制作出的制品和正常状态的数据,但异常的制品和异常状态的数据很少能获取到。针对这样的情形能够适用one class svm。
[0129]
(i)学习
[0130]
在建模用数据无法线性分离的情况下,在svm中使用非线性函数将建模用数据映射到高维空间,并在高维空间中求出分离超平面。这等同于在原始的低维空间中求出非线性的分离边界。使用核函数k向高维空间映射。
[0131]
[数17]
[0132][0133]
在此,xi是第1特征量,xj是第2特征量。另外,是非线性函数。根据svm模型确定的距离f(x)通过以下的式(18)表示。
[0134]
[数18]
[0135][0136]
在此,w是权重向量,b是偏差。在此新样本x能够通过f(x)的符号来识别。one class svm中的建模被定式化成将建模用的正常数据视为同一类、并且将原点视为另一个类的情况下的svm。也就是说,one class svm中的边距被定义为原点与距原点最近的样本之间的距离,该边距最大化问题如以下的式(19)那样被定式化。
[0137]
[数19]
[0138][0139]
在此ξi(i=1,
···
,n)是松弛变量,ν∈(0,1)是在构建出的one class svm模型中识别了建模用数据的情况下的出错率。在此,若导入拉格朗日(lagrange)乘数αi≥0及ηi≥0,则该最优化问题如以下的式(20)那样被重写。
[0140]
[数20]
[0141][0142]
通过拉格朗日的未定乘数法,能够导出以下的式(21)。
[0143]
[数21]
[0144][0145]
整理后,该问题能够通过以下那样的对偶形式的式(22)表现。
[0146]
[数22]
[0147][0148]
该最优化问题能够作为标准的二次规划问题解出。最终由one class svm模型确定的距离f(x)通过以下的式(23)表示。
[0149]
[数23]
[0150][0151]
通常,为了构建异常检测模型那样的识别模型,需要正常数据和异常数据双方。但是,在one class svm中,如通过上述式(23)可知那样,能够仅根据正常数据构建识别模型。
[0152]
如上述那样one class svm输出与超平面之间的距离f(x)。基于距离f(x),能够判定正常、异常。越是异常的数据则距离f(x)越在负值方取大的值,越是正常的数据则距离f(x)越在正值方取大的值。
[0153]
在此,边界数据生成部309将距离f(x)小的数据、即异常的数据设为离群值,生成边界线。
[0154]
例如,在假定学习数据中包含0.2%的异常值的情况下,异常判定部308能够按照距离f(x)的升序将高位0.2%设为离群值而生成正常范围。
[0155]
(ii)处理
[0156]
通过向学习后的one class svm输入利用pca维度压缩后的数据,能够基于上述式(23)得到输出f(x)。
[0157]
异常判定部308作为异常度分数g(x)而使用使输出f(x)正负反转后得到的输出,被表示成g(x)=-f(x)。也就是说,异常判定部308在异常度分数g(x)为负值的情况下判定成正常,在0以上的情况下判定成异常。
[0158]
边界数据生成部309在根据异常度分数g(x)判定成正常的点、与判定成异常的点之间生成边界线,并将其作为边界数据保存于边界数据保持部306。
[0159]
像这样,在本实施方式中,将检测出的检测值的维度暂时压缩(128维
→
64维
→
2维),而使得易于判断是正常还是异常,并进行正常与异常的划分。当然并不限定于此,也可以基于128维的数据使用one class svm进行是正常还是异常的判断,并另行进行维度的压缩(128维
→
64维
→
2维)之后描绘到二维平面。在该情况下,虽然会花费处理时间,但是正常还是异常的判断比起使用二维数据精度更高。
[0160]
另外,作为维度压缩的方法,使用了pca362,但也可以代替pca362而使用例如vae(variational auto encoder,变分自编码器)。另外,也可以不使用pca362而仅使用自编码器361来压缩至二维。
[0161]
此外,维度压缩的方法并不限定于在此所示的方法,也可以将各种方法组合使用。另外,在此所示的例子是关于滚珠丝杠210的破损而创建二维图331的例子,但关于轴承的破损也是,仅最初获取的检测值不同,其后的处理能够同样地进行,能够穿件同样的二维图331。例如,在想要掌握轴承破损的预兆的情况下,只要在预热运转中将机床内部产生的声音或主轴产生的振动的数据获取为检测值即可。
[0162]
图4是用于说明二维图331中的点的轨迹的图。虽然在上、中、下的任意一个二维图331中,均为点存在于正常范围内,但与轨迹411、421相比,轨迹431由于逐渐向从边界线的中心远离的方向移动所以需要加以注意。即,根据二维图331,与以往的一维的显示相比,能够更准确地掌握滚珠丝杠的动作状态的变化。
[0163]
图5是表示本实施方式的机床200所具有的表501的一个例子的图。表501将检测值512与作为二维图331想要映射的映射对象511建立关联地存储。关于滚珠丝杠破损、轴承破损,分别作为应该获取分析的检测值512,而存储施加于马达212的电流、声音、振动、扭矩等。机床200参照表501来判定为了显示二维图331而应该获取的数据。
[0164]
以上说明那样的机床200作为硬件具有cpu(central processing unit)、rom(read only memory)、ram(random access memory)及存储器。机床200将实现本实施方式所需的数据读出到ram,并由cpu执行。在存储器中存储有数据库、各种参数、数据、程序、模块。
[0165]
图6是说明本实施方式的机床200的处理步骤的流程图。通过cpu执行遵照该流程图的程序而实现图3b所示的各功能结构。
[0166]
在步骤s601中,检测部301作为预热运转中的检测值,对振动、声音、施加于马达212或主轴的电流、热、光及功率值中的至少某一个的检测值进行检测。在步骤s603中,特征量提取部302减少检测出的检测值的特征量的维度,提取第1特征量和第2特征量。在步骤s605中,显示部303在将第1特征量设为第1轴332、将第2特征量设为第2轴333的平面上,生成描绘了检测值的二维图331的画面。而且,显示部303生成为了表示滚珠丝杠发生异常的可能性而配置成等高线状的三条边界线334~336。
[0167]
在步骤s607中,显示部303将创建出的二维图331显示于显示器。在步骤s609中,修正部304判断是否进行边界线形状的修正。在不进行边界线形状的修正的情况下(步骤s609为否),机床200结束处理。在进行边界线形状的修正的情况下(步骤s609为是),进入步骤s611。在步骤s611中,显示部303显示修正了边界线形状后的二维图331。
[0168]
此外,在本实施方式的说明中,以检测部301检测电流值的例子进行了说明,但检测部301所检测的对象并不限定于电流值,例如可以还为振动、声音、热、光及加工时产生的功率各自的值。
[0169]
根据本实施方式,检测预热运转中的检测值,并显示二维图,因此能够从视觉上容易掌握机床当前的状态。另外,只要事先检测机床从工厂发货时的状态下的检测值,就能够从视觉上掌握机床的状态从发货时的状态当前发展至哪个阶段。例如,机床的维修人员能够在定期检查等时刻对使用者一边出示二维图、一边提出滚珠丝杠的更换时间。另外,维修人员能够对使用者出示滚珠丝杠劣化的状态。并且,由于也知道滚珠丝杠劣化的原因是由于切屑的堵塞导致的、还是由于伤痕导致的,所以维修人员能够对使用者提出更恰当的方案。
[0170]
另外,例如有时会由于什么东西撞到机床而滚珠丝杠的状态劣化从而加工精度降低,但通过察看从工厂发货时起的二维图,而能够明确加工精度降低的原因。也就是说,能够明确该原因是由于机床的初期不良导致的、还是由于后期的不良导致的,从而能够明确是机床厂家侧的责任、还是使用者侧的责任。而且,只要检测预热运转中的检测值并蓄存检测出的检测值,则维修人员和使用者就能够在需要时察看二维图。
[0171]
此外,显示部303也可以在一个画面上排列显示多个二维图。例如,显示部303也可以在一个画面上同时显示与滚珠丝杠210的破损有关的二维图以及与轴承的破损有关的二维图。像这样,若同时显示多个二维图,则能够在一个画面上确认各种异常发生的可能性。
[0172]
另外,如图7所示那样,显示部703具备触摸屏,若触摸(或用鼠标等点击)所显示的二维图331的点“t
10”,则会显示与点t
10
相关的信息(日期时间、检测值、工具种类、可使用时间、加工条件等)。像这样,通过选择描绘检测值的点而将与该检测值相关联的信息显示在屏幕上,由此能够知道更详细的动作状态。由此,能够掌握数秒前或数分钟前的动作状态。另外,能够参考二维图中的表示过去的动作状态的点的位置、和该点的检测值、加工条件等来选择接下来的加工的加工条件。
[0173]
[其他实施方式]
[0174]
以上,参照实施方式说明了本技术发明,但本技术发明并不限定于上述实施方式。对于本技术发明的结构和细节,能够在本技术发明的技术范围内进行本领域技术人员可理解的各种变更。另外,将各个实施方式所包含的不同特征以任何方式组合得到的系统或装置也包含于本发明的技术范围。
[0175]
另外,本发明可以适用于由多个设备构成的系统,也可以适用于单个的装置。而且,本发明也能够适用于实现实施方式的功能的信息处理程序被供给到系统或装置而由内置的处理器执行的情况。因此,为了通过计算机实现本发明的功能,安装于计算机的程序、或保存有该程序的介质、供下载该程序的www(world wide web)服务器、执行程序的处理器均包含于本发明的技术范围。尤其是,至少保存了使计算机执行至少上述实施方式所包含的处理步骤的程序的非暂时性的计算机可读介质(non-transitory computer readable medium)包含于本发明的技术范围。
[0176]
本技术主张以2019年11月8日提出申请的日本技术特愿2019-202985为基础的优先权,将其公开内容全部取入至此。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1