表面检查装置及形状矫正装置以及表面检查方法及形状矫正方法与流程
1.本发明涉及用于检查被检查体的表面的表面检查装置及形状矫正装置以及表面检查方法及形状矫正方法。
背景技术:
2.作为使触针沿测定面平滑地扫描而实现高精度且高速的形状测定用的技术之一,专利文献1中记载有以下内容:重复包括平行移动和正交移动在内的所述测头相对于所述测定面的相对移动,所述平行移动使触针相对于测定面朝与测定面平行的方向移动指定的距离,所述正交移动使测头向根据当前的触针位置与过去的触针位置之差而算出的测定面的法线方向移动,使得在包括触针的位置相对于所述测头的位置的位移量和位移方向在内的触针位移矢量的测定面上使法线方向的大小成为预先确定的压入量的设定值。现有技术文献专利文献
3.专利文献1:日本专利特开2014-115105号公报
技术实现要素:
发明要解决的问题
4.压铸是将铝合金等的熔融金属压入精密的模具来成型出薄壁且强度高的铸件的一种铸造方式。
5.通过这样的压铸等注射成型法制造的成型品有时会产生产品自身的翘曲或弯曲等。因此,在成型品的制造工艺中,有时会通过压力装置针对成型品的翘曲或弯曲而施加反方向的按压力来予以矫正。
6.为了高精度地实施该矫正,希望对矫正后的产品的表面形状进行测定而对之后的矫正条件进行合理地调整,或者对矫正前的产品的形状进行测定而根据测定结果来决定、执行矫正条件。
7.作为对表面形状进行测定的技术的一环,在上述专利文献1中,使触针在接触测定面的情况下进行扫描,依序读取坐标和触针的倾斜,由此对测定面的形状进行测定,并且重复使触针朝与测定面平行的方向移动指定的距离的平行移动和使探针沿测定面的法线方向移动的正交移动,由此来平滑地操作触针,实现了高精度的形状测定。
8.然而,专利文献1记载的形状测定装置是使触针在接触的情况下进行扫描,所以存在形状的测定耗时这一问题。
9.此处,成型品的翘曲或弯曲是由于制造工序中在构建产品尺寸时塑性变形进行得不均匀、留下了残留应力或应变分布而产生的。这是制造设备的运转条件、原材料的物性条件的变化所引起的。
10.因此,较理想为对连续制造的产品的翘曲或弯曲进行在线测定,当翘曲或弯曲逐
渐增大时,对制造设备的运转条件进行调整。此处,在专利文献1记载的形状测定装置中,形状的测定比较耗时,因此存在难以对连续制造的产品的翘曲或弯曲进行在线测定或者成为瓶颈的问题。
11.这样的问题在对矫正前的表面形状进行测定而反映到矫正中的情况下也是一样的。
12.本发明的目的在于提供一种与以往相比可以在短时间内高精度地评价压铸件等成型品的形状的表面检查装置及形状矫正装置以及表面检查方法及形状矫正方法。解决问题的技术手段
13.本发明包含多种解决上述问题的方法,举其一例,一种表面检查装置,其特征在于,具备:点测量部,其对设定于被检查体的表面的规定点的位置分别进行测量;面测量部,其通过同时测量所述被检查体的多个点的位置来测量包含所述多个规定点的规定面的形状;以及运算部,其根据由所述点测量部测量出的所述规定点的位置以及由所述面测量部测量出的所述规定面的法线方向来求所述被检查体的自基准形状的变形量。发明的效果
14.根据本发明,与以往相比可以在短时间内高精度地评价成型品的形状。上述以外的课题、构成以及效果将通过以下实施例的说明来加以明确。
附图说明
15.图1为本发明的实施例1的表面检查装置的系统构成图。图2为实施例1的表面检查装置的数据获取部的点测量传感器进行的测定的示意图。图3为实施例1的表面检查装置的数据获取部的面测量传感器进行的测定的示意图。图4为实施例1的表面检查装置中的算出被检查体的自基准形状的变形量的方法的说明图。图5为实施例1的表面检查装置中的根据被检查体的面测量数据来算出被检查体的规定点上的法向量的方法的说明图。图6为表示本发明的实施例1的表面检查方法的一系列次序的流程图。图7为本发明的实施例2的表面检查装置的系统构成图。图8为表示实施例2的表面检查装置中的对应于制造个体数的自基准形状的变形量的时间序列变化的图。图9为表示实施例2的表面检查方法的一系列次序的流程图。图10为本发明的实施例3的表面检查装置的系统构成图。图11为实施例3的表面检查装置的形状矫正部的示意图。图12为表示实施例3的表面检查装置中的根据自基准形状的变形量来算出压力装置的压挤量用的校正曲线的一例的图。图13为表示实施例3的表面检查方法的一系列次序的流程图。
具体实施方式
16.下面,使用附图,对本发明的表面检查装置及形状矫正装置以及表面检查方法及形状矫正方法的实施例进行说明。再者,在本说明书中使用的附图中,对同一或对应的构成要素标注同一符号,对于这些构成要素,有时会省略重复的说明。
17.此外,在以下的各实施例中,是对检查通过压铸等成型出的铸造品的表面的装置和方法以及矫正铸造品的形状的装置和方法进行说明,但本发明中的作为检查对象的成型品并不限于通过压铸制作的铸造品,可以运用于通过其他各种方法制作的铸造品。此外,材质也不限定于金属,也可以运用于树脂等。
18.<实施例1>使用图1至图6,对本发明的表面检查装置及表面检查方法的实施例1进行说明。
19.首先,使用图1至图5,对表面检查装置的整体构成进行说明。图1为本发明的实施例1的表面检查装置的系统构成图。图2为点测量传感器201对被检查体101的规定点102的测定的示意图。图3为面测量传感器202对被检查体101的包含规定点102的规定面103的测定的示意图。图4为说明被检查体101的自基准形状的变形量的算出方法的图。图5为根据被检查体101的面测量数据306来算出被检查体101的规定点102上的法向量的方法的说明图。
20.图1中,表面检查装置1是用于检查被检查体101(参考图2)的表面的装置,具备数据获取部2、变形量运算部3、表面数据判定部4、存储装置11以及显示装置10。
21.数据获取部2获取被检查体101的表面中的规定点102上的位置数据以及包含规定点102的规定面103的面测量数据,并将获取到的数据输出至变形量运算部3、存储装置11。再者,规定点102不限于1个点,有时也指多个点。
22.如图2所示,数据获取部2具备点测量传感器201、面测量传感器202、机器人203、检查台204以及输送机构205。
23.点测量传感器201是对设定于被检查体101的表面的规定点102的位置分别进行测量的测定设备,例如为激光位移计、白色干涉仪等光学测定仪或者接触式形状测定仪,尤其是在测定精度方面较理想为与被检查体101接触的接触式传感器。
24.如图2所示,该点测量传感器201例如设置于机器人203的顶端。驱动机器人203而使点测量传感器201相对于被检查体101作相对移动,依序读取点测量传感器201与被检查体的规定点102的距离,由此能获得被检查体101的规定点102的位置数据。
25.面测量传感器202是通过同时测量被检查体101的多个点的位置来测量包含多个规定点102的规定面103的形状的测定设备,例如为3d扫描仪、激光位移计以及立体摄像机等光学测定仪,而在测定速度方面较理想为在不接触被检查体101的情况下对形状进行测量的非接触式传感器。
26.如图3所示,该面测量传感器202与点测量传感器201一样,例如也设置于机器人203的顶端。较佳而言,面测量传感器202和点测量传感器201较理想为并排配置于机器人203的顶端。驱动机器人203而使面测量传感器202相对于被检查体101作相对移动,由此能获得被检查体101的面测量数据306。
27.这些点测量传感器201进行的测量和面测量传感器202进行的测量较理想为同时进行。
28.关于点测量传感器201中的测定对象即规定点102,在产生翘曲等变形的频次高的
部位已知的被检查体101的情况下,可以设定于这样的频次高的部位。此外,也可为与频次高的部位相距规定距离的平面的点、与端部或角部相距规定距离的位置等,可以根据各种条件来酌情决定。
29.此外,关于面测量传感器202中的测定对象即规定面103的范围,较理想为以表示规定面103中包含的多个点的位置的偏差的指标在某一阈值以下的方式来决定。由此,可以减小规定面103中包含的多个点的位置的偏差、抑制根据规定面103中包含的多个点的位置加以推定的规定面103的法向量的方向的偏差增大。
30.此外,可以不过度缩窄规定面103的范围,由此在一定程度上确保规定面103中包含的点的数量、抵消各自的位置的偏差、担保精度。
31.因而,较理想为以表示规定面103中包含的多个点的位置的偏差的指标在某一阈值以下且其范围达到最大的方式来决定规定面103的范围。
32.机器人203构成为可以调整点测量传感器201及面测量传感器202的位置和角度,以便点测量传感器201及面测量传感器202能从各种角度测量被检查体101的形状。由此,防止数据获取部2须配备多台点测量传感器201及面测量传感器202。
33.例如,在被检查体101为平面状或长方体形状的情况下,机器人203可以使用能相对于被检查体101作平行移动的双轴移动的机构。此外,在被检查体101为复杂形状的情况下,可以使用能作三轴移动的机构,以便能从各种方向扫描被检查体101。
34.检查台204是用于载置被检查体101的空间。被检查体101是由检查人员的手或者使用抓持被检查体101的机器人或多关节臂等而载置于检查台204。检查台204可以配备能在点测量传感器201的位置和角度固定不变的状态下调整被检查体101的位置和角度的机构。
35.虽然图2和图3中没有展示,但检查台204也可配备用于固定被检查体101的位置和角度的机构、用于确认被检查体101的位置和角度已得到正确载置的传感器。此外,检查台204还能以可装卸的方式配备根据被检查体101的大小和形状来固定被检查体101的构件。通过检查台204能够装卸这样的构件,数据获取部2可以针对多个种类的被检查体101来获得面测量数据306。
36.输送机构205使检查台204上载置的被检查体101移动至点测量传感器201或面测量传感器202的测定范围内。此外,测定结束后,使被检查体101移动至检查人员易于拿取的位置或者抓持被检查体101的机器人或多关节臂等能取出被检查体101的位置。
37.再者,在面测量传感器202为激光位移计等通过光切法来获取被检查体101的表面形状的测定仪的情况下,可以构成为使面测量传感器202相对于被检查体101作相对移动来测量被检查体101的形状。此时,可以通过机器人203使面测量传感器202移动,或者通过检查台204上设置的扫描机构使被检查体101移动。
38.返回至图1,变形量运算部3根据由面测量传感器202测量出的面测量数据来求规定面103的法线方向。另外,使用由点测量传感器201测量出的被检查体101的规定点102的位置数据以及该法线方向的数据来求被检查体101的自基准形状的变形量,将求出的变形量输出至表面数据判定部4。
39.变形量运算部3中运算的变形量例如为被检查体101的表面形状与被检查体101的基准形状的差分的值的绝对值(大小)。被检查体101的基准形状的数据例如为根据健全品
数据或设计数据得到的、关于被检查体的表面形状的成为基准的数据,存储在存储装置11中。再者,变形量例如也可为被检查体101的距基准位置的距离或者与由多个基准位置构成的面的距离。
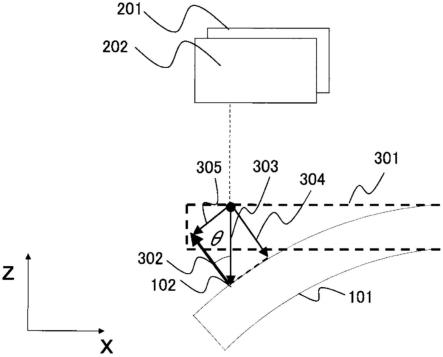
40.更具体而言,如图4所示,在相对于基准形状301而言被检查体101存在z轴的负方向的弯曲的情况下,变形量运算部3算出规定点102上的被检查体101的距基准形状的变形量。自基准形状的变形量是根据被检查体101的规定点102上的自基准形状301的位移向量303的大小和被检查体101的规定点102上的法向量302来算出。
41.被检查体101的规定点102上的自基准形状301的位移的位移向量303是通过取由点测量传感器201获取到的点测量传感器201与被检查体101的规定点102的距离同预先获取到的点测量传感器201与基准形状301的距离的差分来算出。或者,也可通过预先获取点测量传感器201与被检查体101的另一规定点102的距离并取与该距离的差分来算出。
42.关于被检查体101的规定点102上的法向量302,如图5所示,根据由面测量传感器202获取到的面测量数据306来提取、算出被检查体101的包含规定点102的规定面103。
43.通过算出被检查体101的规定点102上的法向量302,被检查体101的自基准形状301的位移向量303可以分解为朝法向量302方向射影得到的向量304和朝规定面103射影得到的向量305。
44.关于将该位移向量303朝法向量302方向射影得到的向量304的大小,若使用图4中的θ,则以(位移向量303的大小)
×
cosθ来求出。该朝法向量302方向射影得到的向量304表示相对于被检查体101而言垂直方向的位移向量。因而,朝法向量302方向射影得到的向量304可以说是表示将伴随被检查体101的变形而来的对应点的错位的影响也考虑进去的被检查体101的自基准形状的变形量。
45.此外,关于将位移向量303朝规定面103射影得到的向量305的大小,若使用图4中的θ,则以(位移向量303的大小)
×
sinθ来求出。该朝规定面103射影得到的向量305表示相对于被检查体101而言水平方向的位移向量,可以说是变形中的相当于被检查体101的翘曲的分量。
46.此处,在变形量运算部3中,关于由点测量传感器201测量出的规定点102的点测量数据与由面测量传感器202测量出的规定面103的面测量数据的对位,例如可以通过如下操作来进行,即,根据健全品的数据或设计数据而使用模板对由面测量传感器202测量出的规定面103的面测量数据306加以变形,由此来确定规定点102的位置上的面测量数据306,但当然并不限定于该方法。
47.表面数据判定部4根据变形量运算部3所求出的被检查体101的自基准形状的变形量来判定被检查体101是否为健全品(即,是良品还是次品),由此判定被检查体101的形状有无异常。
48.这些变形量运算部3、表面数据判定部4由计算机构成。该计算机由用于进行使用各种数据及处理结果等的运算的cpu等运算装置和存储装置11、显示装置10、输入输出接口(为方便图示而予以省略)等构成。运算装置按照存储装置11中存储的程序来进行数据处理。此外,该计算机可以将表面数据判定部4的判定结果等运算装置的数据处理结果显示在显示装置10上。
49.再者,由构成变形量运算部3、表面数据判定部4的计算机执行的动作的控制处理
可汇集在1个程序中,也可分别分散到多个程序中,也可为它们的组合。此外,程序的一部分或全部可由专用硬件来实现,也可加以模块化。
50.显示装置10是用于显示表面数据判定部4的判定结果、表面检查装置1所获取到的数据或运算出的结果的装置,为液晶显示器等显示设备。再者,也可设为兼作输入装置的触控面板式显示装置。
51.存储装置11是用于存储表面数据判定部4的判定结果、数据获取部2所获取到的数据、变形量运算部3所运算出的结果的装置,为闪存等半导体存储器或者hdd等磁盘等记录介质。该存储装置11中还记录有表面检查装置1的各设备的动作的控制用的各种参数和设定值、用于执行各种显示处理等的各种计算机程序等。
52.接着,参考图6,对本实施例的表面检查方法进行说明。图6为表示本实施例的表面检查方法的一系列次序的流程图。
53.本实施例的表面检查方法由图1所示的表面检查装置1适宜地执行。此外,关于本实施例的表面检查方法,较佳而言,在被检查体101为压铸件的情况下,较理想为在矫正处理后加以实施以确认矫正压力机的效果的程度,但并不特别限定于矫正处理后。
54.如图6所示,首先,数据获取部2获取被检查体101的规定点102的位置数据以及被检查体101的包含规定点102的规定面的面测量数据306(步骤s11)。本步骤s11相当于点测量步骤及面测量步骤,所述点测量步骤是对设定于被检查体101的表面的规定点102的位置分别进行测量,所述面测量步骤是通过同时测量被检查体101的多个点的位置而对包含多个规定点102的规定面103的形状进行面测量。
55.此外,该步骤s11中的点测量步骤和面测量步骤较理想为同时进行。
56.然后,数据获取部2将前面的步骤s11中获取到的点测量数据及面测量数据存储至存储装置11(步骤s12)。
57.然后,变形量运算部3进行求被检查体101的规定点102的位置数据与被检查体101的基准形状的位置数据的差分的运算处理,求出被检查体101的表面形状与基准形状的差分值(步骤s13)。该步骤s13相当于运算步骤,即,根据点测量步骤中测量出的规定点102的位置以及面测量步骤中测量出的规定面103的法线方向来求被检查体101的自基准形状的变形量。
58.然后,表面数据判定部4根据前面的步骤s13中求出的被检查体101的自基准形状的变形量来判定被检查体101的形状有无异常(步骤s14)。
59.在本步骤s14中,若被检查体101的自基准形状的变形量大于阈值,则表面数据判定部4判定该表面形状有异常,若变形量为阈值以下,则表面数据判定部4判定该表面形状无异常。该阈值可以预先随意规定。
60.在此基础上,表面数据判定部4针对被检查体101的所有规定点102来判定形状有无异常(步骤s15),若所有规定点102的形状都无异常,则判定被检查体101为健全品,使处理前进至步骤s17。
61.然后,表面数据判定部4将被检查体101的形状无异常、被检查体101为健全品这一判定结果输出至显示装置10(步骤s17)。其后,使处理前进至步骤s18。
62.相对于此,若在被检查体101的所有规定点102的形状有无异常的判定(步骤s15)中至少1个规定点102的形状有异常,则判定被检查体101为次品,使处理前进至步骤s16。
63.然后,表面数据判定部4将被检查体101的形状有异常、被检查体101为次品这一判定结果输出至显示装置10(步骤s16)。其后,使处理前进至步骤s18。
64.然后,表面数据判定部4将各判定结果存储至存储装置11(步骤s18)。存储装置11还可以存储表面检查装置1的其他运算结果。
65.接着,对本实施例的效果进行说明。
66.上述本发明的实施例1的表面检查装置1具备:点测量传感器201,其对设定于被检查体101的表面的规定点102的位置分别进行测量;面测量传感器202,其通过同时测量被检查体101的多个点的位置来测量包含多个规定点102的规定面103的形状;以及变形量运算部3,其根据由点测量传感器201测量出的规定点102的位置以及由面测量传感器202测量出的规定面103的法线方向来求被检查体101的自基准形状的变形量。
67.由此,尽管测量点数量比以往少,与以往相比也能在短时间内高精度地评价由压铸件等成型品构成的被检查体101的距基准形状301的变形量。
68.此外,求出将被检查体101的自基准形状的位移向量朝规定面103的法线方向射影得到的向量304的大小作为变形量,所以能掌握相当于变形量的绝对量的值,从而能评价更准确的变形量。
69.进一步地,求出将被检查体101的自基准形状的位移向量朝规定面103射影得到的向量305的大小作为变形量,由此,能够掌握相当于被检查体101的翘曲的量的值,所以能以更高精度来评价变形量。
70.此外,点测量传感器201为接触被检查体101的接触式传感器,面测量传感器202为在不接触被检查体101的情况下测量形状的非接触式传感器,由此,可以缩短被检查体101的测定所需的时间,有助于更快地求出变形量。
71.进一步地,同时进行点测量传感器201进行的测量和面测量传感器202进行的测量,由此,也能缩短被检查体101的测定所需的时间,有助于更快地求出变形量。
72.此外,表面数据判定部4根据变形量来判定被检查体101的形状有无异常,由此,能够减轻检查人员的检查负担,能比以往容易地进行高精度的成型品的制造。
73.<实施例2>使用图7至图9,对本发明的实施例2的表面检查装置及表面检查方法进行说明。图7为本发明的实施例2的表面检查装置的系统构成图。图8为表示对应于制造个体数的被检查体101的自基准形状301的变形量的时间序列变化的图。图9为表示本实施例的表面检查方法的一系列次序的流程图。
74.如图7所示,本实施例的表面检查装置1a除了实施例1中说明过的表面检查装置1以外还具备倾向数据判定部5,除了变形量运算部3、表面数据判定部4以外还由倾向数据判定部5构成运算部。
75.倾向数据判定部5通过对被检查体101的自基准形状的变形量的时间序列变化进行分析来分析变化倾向,判定变形量的变化倾向有无异常。
76.图8中标绘有自基准形状301的变形量的朝法向量302方向射影得到的向量304以及/或者向量305的大小。
77.更具体而言,倾向数据判定部5连续地监视向量304、305的大小,若检测到向量304、305的大小超过阈值的时刻,则将有异常这一判定结果输出至显示装置10。由此,可以
向作业人员警告被检查体中弯曲逐渐增大的时期,作业人员收到该警告,从而能够在恰当的时期实施设备状态的检修或者设备条件的更新。
78.另外,在倾向数据判定部5中,阈值中例如可以设置发出警报的阈值、作出n.g.判定的阈值等多个阈值。此外,可以根据变形量的变化来运算达到1个以上的阈值的时间而将可能需要维护等处置的时刻输出、显示到显示装置10上。
79.接着,使用图9,对本实施例中的被检查体101的表面检查方法进行说明。关于本实施例的表面检查方法,较佳而言,由表面检查装置1a执行。
80.图9所示的流程图的各步骤基本上与图6所示的实施例1的各步骤相同,而本流程图与图6所示的实施例1的流程图的不同点在于,具备步骤s17a,即,判定被检查体101的自基准形状301的变形量的变化倾向有无异常。
81.在步骤s17后,倾向数据判定部5对被检查体101的自基准形状的变形量的时间序列变化进行分析来分析变化倾向,判定变形量的变化倾向有无异常(步骤s17a)。该步骤s17a相当于倾向判定步骤。关于异常判定的基准等,可以设为上述那样的使用阈值的判定等。
82.其他构成和动作与前文所述的实施例1的表面检查装置及表面检查方法大致相同,详细从略。
83.在本发明的实施例2的表面检查装置及表面检查方法中,也获得与前文所述的实施例1的表面检查装置及表面检查方法大致相同的效果。
84.此外,表面检查装置1a还具备倾向数据判定部5,通过对变形量的时间序列变化进行分析来分析变化倾向,从而判定变形量的变化倾向有无异常,由此,可以自动求出被检查体101的自基准形状的变形量的变化倾向有无异常。由此,作业人员除了能迅速掌握变形量以外,还能迅速掌握被检查体101的弯曲逐渐增大的迹象。因此,与以往相比能够迅速采取恰当的处置。
85.<实施例3>使用图10至图13,对本发明的实施例3的形状矫正装置及形状矫正方法进行说明。图10为本发明的实施例3的表面检查装置的系统构成图。图11为形状矫正部6的示意图。图12为表示表面检查装置中的根据自基准形状的变形量来算出压力装置的压挤量用的校正曲线的一例的图。图13为表示本实施例的形状矫正方法的一系列次序的流程图。
86.如图10所示,本实施例的形状矫正装置7具备实施例2中展示过的表面检查装置1a和形状矫正部,所述形状矫正部根据由表面检查装置1a测定出的变形量来矫正被检查体101的变形。
87.形状矫正部6根据被检查体101的自基准形状的变形量来算出压力装置的压挤量,根据求出的压挤量来执行被检查体101的矫正。
88.如图11所示,形状矫正部6为以下装置:例如通过伺服马达601使缸体602驱动来压挤压力装置的动模603,将被检查体101夹在动模603与静模604之间进行按压,由此来矫正被检查体101的形状。
89.如图12所示,预先以校正曲线的形式获取被检查体101的翘曲或弯曲减小这样的、自基准形状301的变形量与动模603的压挤量的关系,使用该校正曲线将自基准形状301的
变形量换算为动模603的压挤量,由此,可以将动模603的压挤量自动设定为合理的值。
90.在本实施例中,对通过形状矫正部6进行了形状矫正后的被检查体101进行被检查体101的表面数据的获取,所以,从在获取到表面数据的被检查体101之后进行了形状矫正的被检查体101起反映出形状矫正部6的条件。
91.另外,被检查体101的表面数据的获取可在形状矫正前进行,也可在形状矫正前后都进行。
92.另外,图10中,对形状矫正装置7配备实施例2的表面检查装置1a作为表面检查装置的情况进行了说明,但形状矫正装置7所配备的表面检查装置并不限于实施例2的表面检查装置1a,也可以设为实施例1的表面检查装置1。在该情况下,形状矫正部6较理想为与表面数据判定部4或变形量运算部3连接。
93.接着,使用图13,对本实施例中的被检查体101的形状矫正方法进行说明。关于本实施例的表面检查方法,较佳而言,由形状矫正装置7执行。
94.图13所示的流程图的各步骤基本上除了图9所示的实施例2的各步骤以外,还在步骤s17a中判定被检查体101的自基准形状301的变形量的变化倾向有无异常之后分别执行与判定相符的步骤,而且追加了实际执行矫正的步骤。
95.在本实施例中,在步骤s17a中判定无异常(步骤s17b)的情况下,使处理前进至步骤s17d。
96.相对于此,在判定有异常(步骤s17b)的情况下,使处理前进至步骤s17c,根据步骤s13中运算出的变形量来变更形状矫正部6的动模603的压挤量(步骤s17c)。
97.其后,形状矫正部6使用在步骤s17c中被变更后的动模603的压挤量或者原来的动模603的压挤量来执行被检查体101的矫正(步骤s17d)。其后,使处理前进至步骤s18。该步骤s17d相当于形状矫正步骤,即,根据表面检查步骤中测定出的变形量来矫正被检查体101的变形。
98.再者,在配备的是实施例1的表面检查装置的情况下,较理想为在图6的步骤s17之后直接转移至步骤s17d,根据测定出的变形量来变更动模603的压挤量并执行对被检查体101的变形进行矫正的矫正步骤。
99.表面检查装置和表面检查方法的其他构成和动作与前文所述的实施例1、2的表面检查装置和表面检查方法大致相同,详细从略。
100.本发明的实施例3的形状矫正装置7具备前文所述的实施例1的表面检查装置1或者实施例2的表面检查装置1a和根据由表面检查装置1、1a测定出的变形量来矫正被检查体101的变形的形状矫正部,所以能迅速且高精度地评价该变形量。因此,可以根据准确且迅速地得到了评价的变形量将动模的压挤量自动设定为合理的值。由此,获得能够在短时间内高精度地矫正压铸件等成型品的形状的效果。
101.<其他>再者,本发明可以进行各种变形,并不限定于上述实施例。例如,上述实施例是为了以易于理解的方式说明本发明所作的详细说明,本发明并非一定限定于具备说明过的所有构成的形态。
102.此外,可以将某一实施例的构成的一部分替换为其他实施例的构成。此外,也可以对某一实施例的构成加入其他实施例的构成。此外,可以对各实施例的构成的一部分进行
删除或者追加、替换其他构成。符号说明
103.1、1a
…
表面检查装置2
…
数据获取部3
…
变形量运算部(运算部)4
…
表面数据判定部(运算部)5
…
倾向数据判定部(运算部)6
…
形状矫正部7
…
形状矫正装置10
…
显示装置11
…
存储装置101
…
被检查体102
…
被检查体的规定点103
…
被检查体的包含规定点的规定面201
…
点测量传感器(点测量部)202
…
面测量传感器(面测量部)203
…
机器人204
…
检查台205
…
输送机构301
…
基准形状302
…
被检查体的规定点上的法向量303
…
被检查体的规定点上的位移向量304
…
将被检查体的规定点上的位移向量朝规定面的法线方向射影得到的向量305
…
将被检查体的规定点上的位移向量朝规定面射影得到的向量306
…
被检查体的面测量数据601
…
伺服马达602
…
缸体603
…
动模604
…
静模。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1