基于丝锭视觉检测的光学设计系统、打光及明暗场校正方法与流程
1.本发明公开涉及丝锭品质检测和视觉光学设计技术领域,尤其涉及一 种基于丝锭视觉检测的光学设计系统、打光及明暗场校正方法。
背景技术:
2.丝锭是一种纺织用丝线在生产、存储和运输过程中的中间形态。在生 产完成后,成品丝锭被放置在凸形托举工装上,被传送带传送至检测位置。 为保证纺织工业的顺利生产,需要对每个丝锭的品质做出准确的检测。
3.然而,人工或半自动化检测不利于提高检测效率和确保检测准确率, 而现有的基于视觉检测的光学方案也存在一些限制,例如:在现有的丝锭 检测专利中,采用了如下拍摄方案:对位于丝锭托盘上且静态状态下的丝 锭上表面使用面阵相机拍摄,然后将丝锭提起并转动,同时使用线阵相机 拍摄侧周面,移动丝锭并拍摄丝锭下表面,移动丝锭托举工装至拍摄完成 处并放下丝锭。
4.可以看到,现有的方案选择从上方使用面阵相机拍摄上表面,这样会 在凸起的纸筒附近区域产生盲区,导致拍摄丝锭不完全。另外机械动作较 多,结构设计复杂,使用夹爪或轴芯通过夹住纸筒移动、旋转丝锭也会增 加维护成本和安全隐患。
5.因此,亟需一种可自动化的用于拍摄丝锭的光学设计系统,以节省人 工、减低劳动强度、维护成本和潜在风险;提高拍摄精度和检测速度。
技术实现要素:
6.为克服相关技术中存在的问题,本发明公开实施例提供了一种基于丝 锭视觉检测的光学设计系统、打光及明暗场校正方法。所述技术方案如下:
7.根据本发明公开实施例的第一方面,提供一种基于丝锭视觉检测的光 学设计系统,包括丝锭,所述丝锭的中心设有纸筒,以丝锭生产线的传送 轨迹为中线分为a部分和b部分,该一种基于丝锭视觉检测的光学设计 系统还包括:
8.两个拍摄系统,两个所述拍摄系统分别位于丝锭生产线的丝锭传送方 向的两侧,且两个所述拍摄系统沿丝锭被传送轨迹镜像布置,所述拍摄系 统包括:
9.第一打光单元以及第一拍摄单元;
10.所述第一打光单元用于丝锭a部分上下端面的打光,第一拍摄单元用 于丝锭a部分上下端面的毛丝、油污丝和绊丝缺陷的拍摄;
11.第二打光单元以及第二拍摄单元;
12.所述第二打光单元用于丝锭b部分侧周表面和丝锭b部分上下表面的 打光,第二拍摄单元用于丝锭b部分侧周表面油污丝和绊丝缺陷的拍摄;
13.第三打光单元以及第三拍摄单元;
14.第三拍摄单元用于丝锭a部分上下端面毛丝缺陷的拍摄,第三打光单 元用于丝锭中部纸筒的打光;第四拍摄单元用于丝锭中部的纸筒的拍摄;
15.第四拍摄单元,第四拍摄单元用于丝锭中部的纸筒的拍摄;
16.所述控制单元,所述控制单元分别与第一打光单元、第二打光单元、 第三打光单元、第四打光单元相连接。
17.在一个实施例中,所述第一打光单元包括一对高亮光源,
18.其中一个高亮光源设置于丝锭a部分上方,且由上向下呈倾斜角度朝 向待测的丝锭a部分上表面打光;
19.其中另一个高亮光源设置于丝锭a部分下方,且由下向上呈倾斜角度 朝向待测的丝锭a部分下表面打光。
20.所述第一拍摄单元位线阵相机,第二拍摄单元、第三拍摄单元和第四 拍摄单元均为矩阵相机。
21.在一个实施例中,所述第一拍摄单元包括两个第一线阵相机以及第一 镜头,根据相机成像原理:确定所要达到的视野范围(fov)和工作距离 (wd),根据二者计算得出工业镜头的焦距(f),计算公式如下:
22.焦距f=wd
×
靶面尺寸h/fov(h or v)
23.视野范围hf=wd
×
靶面尺寸(h)/焦距f
24.视场fov(h or v)=靶面尺寸(h)/光学倍率
25.工作距离wd=f(焦距)
×
靶面尺寸(h)/fov(h or v)
26.光学倍率=靶面尺寸(h)/fov(h or v)
27.考虑到丝锭的下端面到托举工装的距离w1,w1应大于工作距离 wd+相机和镜头部件的高度wb;对于视野范围hf,hf应大于丝锭半径 r;选用镜头的焦距f,f应满足f=工作距离wd
×
相机靶面尺寸(h)/视野 范围hf;
28.其中一个第一线阵相机由上向下竖直放置,面向丝锭a部分的上表 面;
29.其中另一个第一线阵相机和由下向上竖直放置,面向丝锭a部分的下 表面。
30.在一个实施例中,所述第二打光单元包括一对半环形光面以及一对分 别位于半环形光面两端的方形光面,
31.其中一个半环形光面由上向下呈倾斜角度向待测的丝锭b部分上表 面和侧周表面打光;
32.其中另一个半环形光面由下向上呈倾斜角度向待测的丝锭b部分下 表面和侧周表面打光;
33.其中一个方形光面在丝锭b部分垂直朝下向待测的丝锭b部分上端面 和侧周表面打光;
34.其中另一个方形光面在丝锭b部分垂直朝下向待测的丝锭b部分下端 面和侧周表面打光。
35.在一个实施例中,所述第二拍摄单元包括一个以上高精度面阵相机以 及第二镜头,高精度面阵相机均匀的布置在丝锭b部分周围,且高度位于 水平放置的丝锭垂直方向的中线处。
36.在一个实施例中,所述第三打光单元,第三打光单元包括一个环形面 光,所述环形光面设置为纸筒的正上方,垂直向下打光;所述第三拍摄单 元包括至少黑白面阵相机以及第三镜头,所述第三镜头均匀布置在丝锭a 部分周围,与丝锭顶端位于同一高度,用于拍
摄丝锭顶端的毛丝缺陷。
37.在一个实施例中,所述第四拍摄单元包括多个彩色面阵相机以及第四 镜头,第四镜头分别从丝锭运动方向和丝锭运动反方向以30
°‑
60
°
斜上方 位置拍摄丝锭顶端纸筒。
38.根据本公开实施例的第一方面,提供一种适用于上述的基于丝锭视觉 检测的光学设计系统的打光方法,该打光方法包括:
39.步骤1:利用第一打光单元的一对高亮光源对丝锭a部分上、下端面 的打光;
40.步骤2:利用第二打光单元的一对半环形光面以及以及一对分别位于 半环形光面两端的方形光面对丝锭b部分侧周表面和丝锭b部分上下表面 的打光;
41.步骤3:利用第三打光单元的环形面光,垂直向下对纸筒打光。
42.根据本公开实施例的第一方面,提供一种适用于上述的一种基于丝锭 视觉检测的光学设计系统的明暗场校正方法,该明暗场校正方法包括:
43.步骤1:在第一拍摄单元的每台线阵相机拍摄前,先将丝锭和第一打 光单元置于目标位置,第一打光单元正常点亮;
44.步骤2:然后完成线阵相机的曝光调节和焦距调节,然后开始采集图 像。;
45.步骤3:再将相机镜头盖盖好,点击暗场调节按钮;
46.步骤4:打开镜头盖,使用明暗场调节专用反光纸,放置于相机拍摄 位置,点击明场调节按钮;
47.步骤5:判断拍摄的丝锭图片明暗度是否一致,若一致,则完成校正; 若不一致,则重复上述步骤1、2、3、4。
48.本发明公开的实施例提供的技术方案可以包括以下有益效果:
49.第一、本发明说书光学设计系统可有效采集丝锭品质检测所需各个外 表面的图片信息;
50.第二、相比于其他专利所述方案,本发明所述方案减少了机械运动的 结构设计需求,从而减少了潜在风险和设备维护成本。
51.第三、本发明所述光学设计系统在实施时,无需打断原有丝锭生产线, 只需在原有生产线上挡停丝锭即可完成拍摄。
52.第四、本发明所述光学方案在实施时,不影响原有丝锭生产节拍的同 时完成自动图片采集。
53.当理解的是,以上的一般描述和后文的细节描述仅是示例性和解释性 的,并不能限制本公开。
附图说明
54.此处的附图被并入说明书中并构成本说明书的一部分,示出了符合本 公开的实施例,并与说明书一起用于解释本公开的原理。
55.图1(a)示出了根据本发明的一个示例性实施例的第一工位和第二工 位布置拍摄系统的俯视图;
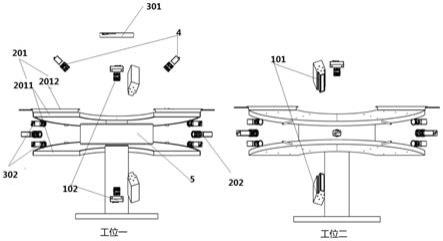
56.图1(b)示出了根据本发明的一个示例性实施例的第一工位和第二工 位布置拍摄系统的主视图;
57.图1(c)示出了根据本发明的一个示例性实施例的第一工位和第二工 位布置拍摄
摄侧周面,移动丝锭并拍摄丝锭下表面,移动丝锭托举工装至拍摄完成处 并放下丝锭。
78.可以看到,现有的方案选择从上方使用面阵相机拍摄上表面,这样会 在凸起的纸筒附近区域产生盲区,导致拍摄丝锭不完全。另外机械动作较 多,结构设计复杂,使用夹爪或轴芯通过夹住纸筒移动、旋转丝锭也会增 加维护成本和安全隐患。基于此,本公开技术方案所提供的一种基于丝锭 视觉检测的光学设计系统,可有效采集丝锭品质检测所需各个外表面的图 片信息;相比于其他专利所述方案,本发明所述方案减少了机械运动的结 构设计需求,从而减少了潜在风险和设备维护成本本发明所述光学设计系 统在实施时,无需打断原有丝锭生产线,只需在原有生产线上挡停丝锭即 可完成拍摄;本发明所述光学方案在实施时,不影响原有丝锭生产节拍的 同时完成自动图片采集。
79.图1(b)示例性示出了本发明公开技术方案所提供的一种基于丝锭视 觉检测的光学设计系统的示例性实施例的工位和a、b拍摄部分主视图。 本发明的目的在于解决现有技术存在的上述不足,提供一种能够有效拍摄 所有检测项的光学设计系统,从而降低劳动强度、维护成本和潜在风险; 提高拍摄精度和检测速度。为了实现上述目的,本发明提供了一种用于检 测丝锭的光学设计系统。本发明的技术方案如下:
80.如图1(a)(b)(c)所示,本发明所述图像采集系统包括两个拍摄 工位,每个拍摄工位使用相同的拍摄系统,设备布置的方位沿丝锭被传送 轨迹互为镜像,两个拍摄工位各自拍摄丝锭的一半待检测区域。此外,为 避免因调试误差等造成拍摄不全,在设计上两拍摄工位都会拍摄更多的区 域,依不同丝锭尺寸有丝锭的5%冗余面积,以下仅按一半检测区域描述。 如图1(b)所示,将丝锭5从传送轨迹上的直径线分为两部分,每部分各 包含一半的检测区域,如图2(b)所示,两部分记为丝锭a部分501和丝 锭b部分502。丝锭5被传送至第一个拍摄工位时被挡停,第一拍摄工位上 的设备工作,完成拍摄后,然后被传送到第二拍摄工位,第二拍摄工位上 的设备工作,完成拍摄。这样布置既可以避免各个单元之间的位置冲突, 也能成倍地加快处理速度。以下描述其中第一拍摄工位。第一拍摄工位包 括:第一打光单元101、第一拍摄单元102、第二打光单元201、第二拍摄 单元202、第三打光单元301、第三拍摄单元302、第四拍摄单元4和控制单 元。在丝锭静止在拍摄位置上时,控制单元控制第二打光单元201、第二 拍摄单元202、第三拍摄单元302、第三打光单元301、第四拍摄单元4同时 打光和拍摄,然后关闭以上单元并打开第一打光单元101和第一拍摄单元1 02打光和拍摄。其中所述第一打光单元101用于丝锭a部分上下端面的打 光;第一拍摄单元102用于丝锭a部分501上下端面的毛丝、油污丝和绊丝 缺陷的拍摄;第二打光单元2用于丝锭b部分502侧周表面和丝锭b部分502 上下表面的打光;第二拍摄单元202用于丝锭b部分502侧周表面油污丝和 绊丝缺陷的拍摄;第三拍摄单元302用于丝锭a部分501上下端面毛丝缺陷 的拍摄;第三打光单元301用于丝锭5中部纸筒503的打光;第四拍摄单元4 用于丝锭中部的纸筒的拍摄;所述控制单元用于控制各打光单元。
81.图2(a)和图2(b)示出了根据本发明的用于检测丝锭的图像采集 系统的一个示例性实施例的第一打光单元101和第一拍摄单元102的打光 图和图2(b)示出了根据本发明的用于检测丝锭的图像采集系统的一个示 例性实施例的第一打光单元101和第一拍摄单元102的拍摄示意图。
82.如图2(a)和图2(b)所示,在本发明的一个示例性实施例中,由 于线阵相机需要拍摄丝锭5a部分的上端面或下端面的半环形表面,需要对 这部分全部打光并拍摄,且在传送
带传送时,下方凸字形托举工装与丝锭 一起被传送,竖直向下布置在打光时会导致无法为托举工装运动时会占用 的区域的丝锭下表面打光,故选择倾斜布置。故第一打光单元101为两个 线阵相机专用高亮度光源,亮度设置为高亮,光源长度可以采用50mm至5 00mm,依丝锭实际尺寸确定。设置为可与第一拍摄单元102一起匀速水平 运动的由上向下和由下向上分别呈倾斜角度朝向待测的丝锭a部分上下表 面打光,如图2(c),是第一拍摄单元拍摄的丝锭拍摄样图。
83.在本发明的一个示例性实施例中,根据相机成像原理:
84.确定所要达到的视野范围(fov)和工作距离(wd),根据二者计算 得出工业镜头的焦距(f),计算公式如下:
85.焦距f=wd
×
靶面尺寸h/fov(h or v)
86.视野范围h=wd
×
靶面尺寸(h)/焦距f
87.视场fov(h or v)=靶面尺寸(h)/光学倍率
88.工作距离wd=f(焦距)
×
靶面尺寸(h)/fov(h or v)
89.光学倍率=靶面尺寸(h)/fov(h or v)
90.考虑到丝锭的下端面到托举工装的距离w1,w1应大于工作距离wd+ 相机和镜头部件的高度wb;对于视野范围h,h应大于丝锭半径r;选用 镜头的焦距f,f应满足f=工作距离wd
×
相机靶面尺寸(h)/视野范围h。 这样选择的线阵相机才能在保证不接触到托举工装的前提下拍摄到丝锭a 部分501的上下端面。第一拍摄单元102为两个线阵相机以及第一镜头,其 线阵相机根据产品的尺寸信息可以选择2k、4k、8k以及16k相机。设置为 可与第一打光单元101一起匀速水平运动的由上向下和由下向上分别竖直 放置,面向丝锭a部分501的上下端面。此外,由于第一打光单元101采用 倾斜角度打光,会导致打在丝锭上的打光亮度不均,反映在第一拍摄单元 102所拍摄的图像上,如图5示出,靠近纸筒503一侧的亮度比另一侧的亮 度暗,这会影响后续识别算法的识别性能。故采取线阵相机在拍摄前先按 打光环境产生的亮度做明暗场校正的处理,这样拍摄的图片才能有一致的 明暗度。明暗场校正过程包括:
91.步骤s01:在第一拍摄单元102的每台线阵相机拍摄前,先将丝锭和第 一打光单元101置于目标位置,第一打光单元101正常点亮。
92.步骤s02:然后完成线阵相机的曝光调节和焦距调节,然后开始采集 图像。
93.步骤s03:再将相机镜头盖盖好,点击暗场调节按钮。
94.步骤s04:打开镜头盖,使用明暗场调节专用反光纸,放置于相机拍 摄位置,点击明场调节按钮。
95.步骤s05:判断拍摄的丝锭图片明暗度是否一致,若一致,则完成校正; 若不一致,则重复上述步骤1、2、3、4。
96.图3(a)和图3(b)所示,对单独拍摄侧周面和上下端面的部分做介绍, 在本发明的一个示例性实施例中,考虑到丝锭5是一个中间有纸筒的柱状 形状,为了给丝锭5表面均匀打光,所以采用大尺寸的环形面光打光,同 时考虑拍摄丝锭5侧周面和顶端区域的两部分相邻的区域,使用环形面光 倾斜布置,这样可以同时为两个拍摄需求提供光源。此外因丝锭工装运动 而占用了部分空间,所以需在丝锭工装运动位置的上方补光。
97.进一步,第二打光单元201为两个半环形面光2011和两个方形面光201 2,尺寸根
据待拍摄丝锭的大小确定。设置为两个半环形面光2011分别由 上向下和由下向上分别呈倾斜角度向待测的丝锭b部分502上下表面和侧 周表面打光;两个方形面光2012分别位于半环形面光的两端,在丝锭b部 分502上方垂直朝下向待测的丝锭b502部分的侧周表面打光。
98.图3(a)和图3(b)所示,在本发明的一个示例性实施例中,为清 晰拍摄丝锭b部分502的侧周表面,考虑到环状表面在侧面拍摄会因景深不 够导致无法拍摄到物距偏差较大的目标,故采用多个相机各拍摄环状侧面 的一部分以解决此问题;同时因为相机在拍摄侧周面的位置上,可能处于 丝锭5的传送路线上,所以两相机的间距w2应大于丝锭的直径r。第二拍 摄单元为多个高精度面阵相机以及第二镜头202,相机的个数根据产品的 尺寸大小来确定,均匀的布置在丝锭b部分周围,且高度位于丝锭中间处。
99.进一步,在本发明的一个示例性实施例中,为精确拍摄丝锭b部分50 2上下端面上的毛丝缺陷,需要配合第二打光单元201因其倾斜放置所形成 的背光环境,每个相机从侧面拍摄丝锭b部分上端面和下端面中一面的部 分面积,并且须选用景深大的镜头。第三拍摄单元302为多个黑白面阵相 机以及第三镜头,具体参数依丝锭尺寸确定,设置为镜头均匀布置在丝锭 a部分周围,与丝锭顶端同一高度拍摄丝锭顶端的毛丝缺陷。
100.如图4(a)和图4(b)所示,在本发明的一个示例性实施例中,第 三打光单元301为丝锭5的纸筒503拍摄提供光源,第三打光单元301为一个 环形面光,尺寸依纸筒尺寸确定。设置为纸筒正上方,垂直向下打光,利 用第四拍摄单元4为拍摄丝锭中间的纸筒6的颜色和破损缺陷,第四拍摄单 元4为多个彩色面阵相机以及第四镜头,分别从各个方向拍摄丝锭顶端纸 筒。
101.如图5(a)和(b)所示,本实施例的一个示例性实施例的第一拍摄 单元在经过明暗场校正前后的效果对比图,明显看出,图5(a)现有的方 案选择从上方使用面阵相机拍摄上表面,这样会在凸起的纸筒附近区域产 生盲区,导致拍摄丝锭不完全,但是图5(b)利用本实施例的光学设计系 统拍摄的纸筒附近区域没有盲区,拍摄丝锭图像完整。
102.在上述实施例中,可以全部或部分地通过软件、硬件、固件或者其任 意组合来实现。当使用全部或部分地以计算机程序产品的形式实现,所述 计算机程序产品包括一个或多个计算机指令。在计算机上加载或执行所述 计算机程序指令时,全部或部分地产生按照本发明实施例所述的流程或功 能。所述计算机可以是通用计算机、专用计算机、计算机网络、或者其他 可编程装置。所述计算机指令可以存储在计算机可读存储介质中,或者从 一个计算机可读存储介质向另一个计算机可读存储介质传输,例如,所述 计算机指令可以从一个网站站点、计算机、服务器或数据中心通过有线(例 如同轴电缆、光纤、数字用户线(dsl)或无线(例如红外、无线、微波等) 方式向另一个网站站点、计算机、服务器或数据中心进行传输)。所述计算 机可读取存储介质可以是计算机能够存取的任何可用介质或者是包含一 个或多个可用介质集成的服务器、数据中心等数据存储设备。所述可用介 质可以是磁性介质,(例如,软盘、硬盘、磁带)、光介质(例如,dvd)、 或者半导体介质(例如固态硬盘solid state disk(ssd))等。
103.应当理解的是,本公开并不局限于上面已经描述并在附图中示出的精 确结构,并且可以在不脱离其范围进行各种修改和改变。本公开的范围应 由所附的权利要求来限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1