一种低温钢焊接接头金相腐蚀及检测方法与流程
1.本发明涉及一种低温钢焊接接头金相腐蚀及检测方法,属于金相样品制备技术领域。
背景技术:
2.生产、储存液化石油气、液氨、液氧、液氮等的容器和输送管道以及在寒冷地区服役的设备,统称为低温容器;制造低温容器所用的钢,统称为低温钢。
3.液化天然气的运输与储存需要大量的低温储罐(lng储罐),lng储罐的制造离不开相应的低温深冷设备专用材料9ni钢。低温钢的焊接质量关系着运行安全,焊接接头的微观组织结构和性能密切相关,对其微观组织的观察分析,对于焊接质量和性能的评定具有重要意义。但由于母材与焊缝化学成分的差异,很难同时清晰显现出焊缝区、熔合线、热影响区、母材区的金相组织。
4.传统的金相腐蚀剂4%的硝酸酒精对9ni钢焊接接头腐蚀效果不佳,只能腐蚀母材和热影响区部分,焊缝区域腐蚀不出来。焊缝处腐蚀一般使用王水等高浓度化学腐蚀液,但由于其腐蚀性强,安全性较低。
技术实现要素:
5.本发明所要解决的技术问题是提供一种低温钢焊接接头金相腐蚀及检测方法,提供的方法使低温钢焊接接头各区域腐蚀互相不影响,可清晰地获得焊接接头各区域的金相组织。
6.为解决上述技术问题,本发明提供的技术方案是:一种低温钢焊接接头金相腐蚀方法,其采用分步法对焊接接头进行腐蚀,具体为:采用化学腐蚀法腐蚀接头母材和热影响区,采用电解腐蚀法腐蚀接头焊缝处。
7.本发明所述的一种低温钢焊接接头金相腐蚀方法,其中:所述化学腐蚀法的具体操作为:采用4%硝酸酒精溶液对母材和热影响区侵蚀,侵蚀时间为4~8s,然后用无水乙醇冲洗干净、吹干。
8.本发明所述的一种低温钢焊接接头金相腐蚀方法,其中:所述电解腐蚀法所用腐蚀液为铬酸溶液或草酸溶液。
9.本发明所述的一种低温钢焊接接头金相腐蚀方法,其中:所述铬酸溶液中铬酸的质量浓度为8%~12%。
10.本发明所述的一种低温钢焊接接头金相腐蚀方法,其中:所述草酸溶液的质量浓度为8%~12%。
11.本发明所述的一种低温钢焊接接头金相腐蚀方法,其中:所述电解腐蚀法的具体操作为:将试样与电源正极连接,电源负极端连接不锈钢钢棒,然后将试样放入腐蚀液中,电压:5v~7v,输出电流为2a~4a,腐蚀时间45~60s,腐蚀温度≤40℃。
12.本发明还提供了一种低温钢焊接接头金相检测方法,其包括取样、磨样、抛光、用
上述方法对试样进行腐蚀、然后用显微镜观察。
13.本发明所述的一种低温钢焊接接头金相检测方法,其中:所述磨样为依次用180目、400目、800目、1000目砂纸对试样进行打磨。
14.本发明所述的一种低温钢焊接接头金相检测方法,其中:用砂纸对试样打磨时需在洁净的平台操作,且砂纸表面无杂质。
15.本发明所述的一种低温钢焊接接头金相检测方法,其中:所述抛光的具体操作为:在磨抛机转速1200 r/min条件下,用粒度为0.5um的抛光剂对试样进行机械抛光,试样表面无划痕后将样品洗净,再用无水乙醇脱水、吹干。
16.本发明所述的抛光剂可为金刚石、氧化铝、氧化铬等抛光粉配的溶液。
17.本发明的有益效果是:本发明针对焊接接头不同区域采用了不同的腐蚀方法,各区域腐蚀互不影响,能够获得焊接接头各区域的微观组织。
18.本发明提供的方法操作简便,使用的电解液及腐蚀液均为常用酸,制备容易,使用方便。
19.本发明提供的方法适用于9ni钢焊接接头金相的显示,操作简单、高效,结果可靠。
附图说明
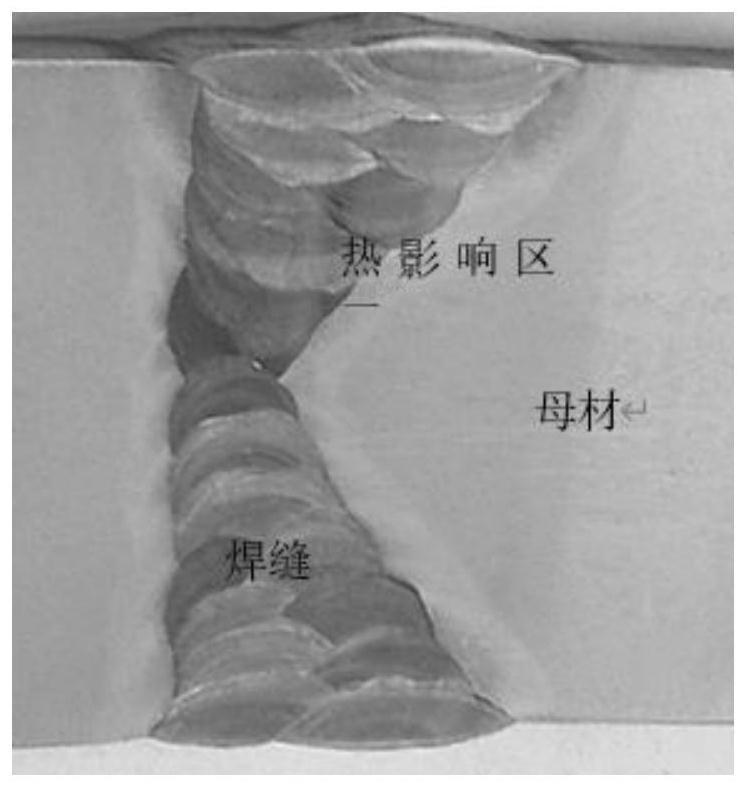
20.图1为实施例1化学腐蚀后母材和热影响区的宏观照片。
21.图2为实施例1电解腐蚀后焊缝区的宏观照片。
22.图3为实施例1母材区放大200倍下的微观照片。
23.图4为实施例1影响区放大200倍下的微观照片。
24.图5为实施例1焊缝区放大200倍下的微观照片。
25.图6为实施例2化学腐蚀后母材和热影响区的宏观照片。
26.图7为实施例2电解腐蚀后焊缝区的宏观照片。
27.图8为实施例2母材区放大200倍下的微观照片。
28.图9为实施例2影响区放大200倍下的微观照片。
29.图10为实施例2焊缝区放大200倍下的微观照片。
具体实施方式
30.下面结合具体实施例对本发明作进一步详细的说明。
31.实施例1(1)取样采用线切割机切割长60mm,宽35mm,高40mm的9ni钢的焊接接头试样。
32.(2)磨样在洁净的平台,将切好的试样依次用表面无杂质的180目、400目、800目、1000目砂纸上进行打磨,每目砂纸打磨两分钟,更换砂纸目数时将上一目数砂纸打磨试样截面留存的痕迹去掉,截面痕迹的观察在金相显微镜下进行。
33.(4)抛光在磨抛机转速为1200 r/min条件下,用粒度为0.5um的金刚石抛光剂对样品进行
机械抛光,并在100倍显微镜下观察表面状态,表面无划痕后用水将样品洗净,再用无水乙醇脱水、吹干。
34.(5)腐蚀分两步对焊接接头进行腐蚀,具体为:a 采用化学腐蚀法腐蚀接头母材和热影响区:采用4%硝酸酒精溶液擦拭侵蚀,侵蚀时间为6s,然后用无水乙醇冲洗干净,用吹风机吹干。
35.图1为用体视显微镜拍摄的化学法腐蚀后母材和热影响区的宏观照片,可看出母材及热影响区已腐蚀,但焊缝区未见腐蚀。
36.b 采用电解腐蚀法腐蚀接头焊缝处:采用10%的铬酸溶液进行电解腐蚀,腐蚀溶液的配制为:10ml铬酸(cr2o3)+90ml蒸馏水(h2o);电解腐蚀的具体操作为:将试样与电源正极连接,电源负极端连接不锈钢棒,然后将试样放入腐蚀液中,电压:6v,输出电流为2a,腐蚀时间50s,腐蚀温度25℃;然后用无水乙醇冲洗干净,用吹风机吹干。
37.图2为用体视显微镜拍摄的电解腐蚀后焊缝区的宏观照片,母材及热影响区还跟第一步腐蚀的一样,说明第二步腐蚀的对母材和热影响区腐蚀没有影响。
38.(6)用显微镜进行组织观察。
39.在金相显微镜下观察不同高倍的显微组织并照相。
40.图3为母材区放大200倍下的微观照片,组织为回火马氏体组织;图4为热影响区放大200倍下的微观照片,组织为低碳板条马氏体组织;图5为焊缝区放大200倍下的微观照片,组织为单向奥氏体组织。
41.实施例2(1)取样采用线切割机切割长60mm,宽35mm,高40mm的9ni钢的焊接接头试样。
42.(2)磨样在洁净的平台,将切好的试样依次用表面无杂质的180目、400目、800目、1000目砂纸上进行打磨,每目砂纸打磨两分钟,更换砂纸目数时将上一目数砂纸打磨试样截面留存的痕迹去掉,截面痕迹的观察在金相显微镜下进行。
43.(4)抛光在磨抛机转速为1200 r/min条件下,用粒度为0.5um的金刚石抛光剂对样品进行机械抛光,并在100倍显微镜下观察表面状态,表面无划痕后用水将样品洗净,再用无水乙醇脱水、吹干。
44.(5)腐蚀分两步对焊接接头进行腐蚀,具体为:a 采用化学腐蚀法腐蚀接头母材和热影响区:采用4%硝酸酒精溶液擦拭侵蚀,侵蚀时间为6s,然后用无水乙醇冲洗干净,用吹风机吹干。
45.图6为用体视显微镜拍摄的化学法腐蚀后母材和热影响区的宏观照片,可看出母材及热影响区已腐蚀,但焊缝区未见腐蚀。
46.b 采用电解腐蚀法腐蚀接头焊缝处:采用10%的草酸溶液进行电解腐蚀,腐蚀溶液的配制为:10 g草酸+100ml蒸馏水(h2o);电解腐蚀的具体操作为:将试样与电源正极连接,电源负极端连接不锈钢棒,然后将试样放入腐蚀液中,电压:6v,输出电流为4a,腐蚀时间
60s,腐蚀温度30℃;然后用无水乙醇冲洗干净,用吹风机吹干。
47.图7为用体视显微镜拍摄的电解腐蚀后焊缝区的宏观照片,母材及热影响区还跟第一步腐蚀的一样,说明第二步腐蚀的对母材和热影响区腐蚀没有影响。
48.(6)用显微镜进行组织观察。
49.在金相显微镜下观察不同高倍的显微组织并照相。
50.图8为母材区放大200倍下的微观照片,组织为回火马氏体组织;图9为热影响区放大200倍下的微观照片,组织为低碳板条马氏体组织;图10为焊缝区放大200倍下的微观照片,组织为单向奥氏体组织。
51.实施例3(1)取样采用线切割机切割长60mm,宽35mm,高40mm的9ni钢的焊接接头试样。
52.(2)磨样在洁净的平台,将切好的试样依次用表面无杂质的180目、400目、800目、1000目砂纸上进行打磨,每目砂纸打磨两分钟,更换砂纸目数时将上一目数砂纸打磨试样截面留存的痕迹去掉,截面痕迹的观察在金相显微镜下进行。
53.(4)抛光在磨抛机转速为1200 r/min条件下,用粒度为0.5um的金刚石抛光剂对样品进行机械抛光,并在100倍显微镜下观察表面状态,表面无划痕后用水将样品洗净,再用无水乙醇脱水、吹干。
54.(5)腐蚀分两步对焊接接头进行腐蚀,具体为:a 采用化学腐蚀法腐蚀接头母材和热影响区:采用4%硝酸酒精溶液擦拭侵蚀,侵蚀时间为4s,然后用无水乙醇冲洗干净,用吹风机吹干。
55.用体视显微镜拍摄化学法腐蚀后母材和热影响区的宏观照片,可看出母材及热影响区已腐蚀,但焊缝区未见腐蚀。
56.b 采用电解腐蚀法腐蚀接头焊缝处:采用8%的铬酸溶液进行电解腐蚀,腐蚀溶液的配制为:8ml铬酸+92ml蒸馏水(h2o);电解腐蚀的具体操作为:将试样与电源正极连接,电源负极端连接不锈钢棒,然后将试样放入腐蚀液中,电压:5v,输出电流为4a,腐蚀时间45s,腐蚀温度35℃;然后用无水乙醇冲洗干净,用吹风机吹干。
57.用体视显微镜拍摄电解腐蚀后焊缝区的宏观照片,母材及热影响区跟化学腐蚀后的一样,说明电解腐蚀对母材和热影响区没有影响。
58.(6)用显微镜进行组织观察。
59.在金相显微镜下观察不同高倍的显微组织,可清晰地看出母材区、热影响区、焊缝区的金相组织。
60.母材区放大200倍下的微观照片显示其组织为回火马氏体组织;热影响区放大200倍下的微观照片显示其组织为低碳板条马氏体组织;焊缝区放大200倍下的微观照片显示其组织为单向奥氏体组织。
61.实施例4(1)取样
采用线切割机切割长60mm,宽35mm,高40mm的9ni钢的焊接接头试样。
62.(2)磨样在洁净的平台,将切好的试样依次用表面无杂质的180目、400目、800目、1000目砂纸上进行打磨,每目砂纸打磨两分钟,更换砂纸目数时将上一目数砂纸打磨试样截面留存的痕迹去掉,截面痕迹的观察在金相显微镜下进行。
63.(4)抛光在磨抛机转速为1200 r/min条件下,用粒度为0.5um的金刚石抛光剂对样品进行机械抛光,并在100倍显微镜下观察表面状态,表面无划痕后用水将样品洗净,再用无水乙醇脱水、吹干。
64.(5)腐蚀分两步对焊接接头进行腐蚀,具体为:a 采用化学腐蚀法腐蚀接头母材和热影响区:采用4%硝酸酒精溶液擦拭侵蚀,侵蚀时间为8s,然后用无水乙醇冲洗干净,用吹风机吹干。
65.用体视显微镜拍摄化学法腐蚀后母材和热影响区的宏观照片,可看出母材及热影响区已腐蚀,但焊缝区未见腐蚀。
66.b 采用电解腐蚀法腐蚀接头焊缝处:采用12%的铬酸溶液进行电解腐蚀,腐蚀溶液的配制为:12ml铬酸+88ml蒸馏水(h2o);电解腐蚀的具体操作为:将试样与电源正极连接,电源负极端连接不锈钢棒,然后将试样放入腐蚀液中,电压:7v,输出电流为3a,腐蚀时间55s,腐蚀温度30℃;然后用无水乙醇冲洗干净,用吹风机吹干。
67.用体视显微镜拍摄电解腐蚀后焊缝区的宏观照片,母材及热影响区还跟化学腐蚀后的一样,说明电解腐蚀对母材和热影响区没有影响。
68.(6)用显微镜进行组织观察。
69.在金相显微镜下观察不同高倍的显微组织,可清晰地看出母材区、热影响区、焊缝区的金相组织。
70.母材区放大200倍下的微观照片显示其组织为回火马氏体组织;热影响区放大200倍下的微观照片显示其组织为低碳板条马氏体组织;焊缝区放大200倍下的微观照片显示其组织为单向奥氏体组织。
71.实施例5(1)取样采用线切割机切割长60mm,宽35mm,高40mm的9ni钢的焊接接头试样。
72.(2)磨样在洁净的平台,将切好的试样依次用表面无杂质的180目、400目、800目、1000目砂纸上进行打磨,每目砂纸打磨两分钟,更换砂纸目数时将上一目数砂纸打磨试样截面留存的痕迹去掉,截面痕迹的观察在金相显微镜下进行。
73.(4)抛光在磨抛机转速为1200 r/min条件下,用粒度为0.5um的金刚石抛光剂对样品进行机械抛光,并在100倍显微镜下观察表面状态,表面无划痕后用水将样品洗净,再用无水乙醇脱水、吹干。
74.(5)腐蚀
分两步对焊接接头进行腐蚀,具体为:a 采用化学腐蚀法腐蚀接头母材和热影响区:采用4%硝酸酒精溶液擦拭侵蚀,侵蚀时间为4s,然后用无水乙醇冲洗干净,用吹风机吹干。
75.用体视显微镜拍摄化学法腐蚀后母材和热影响区的宏观照片,可看出母材及热影响区已腐蚀,但焊缝区未见腐蚀。
76.b 采用电解腐蚀法腐蚀接头焊缝处:采用8%的草酸溶液进行电解腐蚀,腐蚀溶液的配制为:8 g草酸+100ml蒸馏水(h2o);电解腐蚀的具体操作为:将试样与电源正极连接,电源负极端连接不锈钢棒,然后将试样放入腐蚀液中,电压:5v,输出电流为2a,腐蚀时间50s,腐蚀温度35℃;然后用无水乙醇冲洗干净,用吹风机吹干。
77.用体视显微镜拍摄电解腐蚀后焊缝区的宏观照片,母材及热影响区还跟化学腐蚀后的一样,说明电解腐蚀对母材和热影响区没有影响。
78.(6)用显微镜进行组织观察。
79.在金相显微镜下观察不同高倍的显微组织,可清晰地看出母材区、热影响区、焊缝区的金相组织。
80.母材区放大200倍下的微观照片显示其组织为回火马氏体组织;热影响区放大200倍下的微观照片显示其组织为低碳板条马氏体组织;焊缝区放大200倍下的微观照片显示其组织为单向奥氏体组织。
81.实施例6(1)取样采用线切割机切割长60mm,宽35mm,高40mm的9ni钢的焊接接头试样。
82.(2)磨样在洁净的平台,将切好的试样依次用表面无杂质的180目、400目、800目、1000目砂纸上进行打磨,每目砂纸打磨两分钟,更换砂纸目数时将上一目数砂纸打磨试样截面留存的痕迹去掉,截面痕迹的观察在金相显微镜下进行。
83.(4)抛光在磨抛机转速为1200 r/min条件下,用粒度为0.5um的金刚石抛光剂对样品进行机械抛光,并在100倍显微镜下观察表面状态,(5)腐蚀分两步对焊接接头进行腐蚀,具体为:a 采用化学腐蚀法腐蚀接头母材和热影响区:采用4%硝酸酒精溶液擦拭侵蚀,侵蚀时间为8s,然后用无水乙醇冲洗干净,用吹风机吹干。
84.用体视显微镜拍摄化学法腐蚀后母材和热影响区的宏观照片,可看出母材及热影响区已腐蚀,但焊缝区未见腐蚀。
85.b 采用电解腐蚀法腐蚀接头焊缝处:采用12%的草酸溶液进行电解腐蚀,腐蚀溶液的配制为:12 g草酸+100ml蒸馏水(h2o);电解腐蚀的具体操作为:将试样与电源正极连接,电源负极端连接不锈钢棒,然后将试样放入腐蚀液中,电压:7v,输出电流为3a,腐蚀时间50s,腐蚀温度25℃;然后用无水乙醇冲洗干净,用吹风机吹干。
86.用体视显微镜拍摄电解腐蚀后焊缝区的宏观照片,母材及热影响区还跟化学腐蚀后的一样,说明电解腐蚀对母材和热影响区没有影响。
87.(6)用显微镜进行组织观察。
88.在金相显微镜下观察不同高倍的显微组织,可清晰地看出母材区、热影响区、焊缝区的金相组织。
89.母材区放大200倍下的微观照片显示其组织为回火马氏体组织;热影响区放大200倍下的微观照片显示其组织为低碳板条马氏体组织;焊缝区放大200倍下的微观照片显示其组织为单向奥氏体组织。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1