一种工件表面磨削质量实时检测装置及检测方法
1.本发明涉及检测装置技术领域,具体涉及一种工件表面磨削质量实时检测装置及检测方法。
背景技术:
2.磨削加工技术是机械制造领域中的重要组成部分,对于高精度和高质量要求的各类材料的零件,磨削加工显得至关重要。表面粗糙度值是磨削加工中评定加工表面质量的重要指标之一,然而磨削加工中对于这一指标实时检测较为困难。尤其是端面磨削中,存在着磨削力大,磨削温度高的现象,从而引起磨削工件表面质量差的问题。
3.测量表面粗糙度的方法主要分为两大类:接触式测量(如触针式测量)和非接触式测量(如光学测量和声发射式测量)。接触式测量较为简单,但难以实现在线测量,从而无法实现实时检测磨削质量。光学测量和声发射式测量的装置结构和测量方法角为复杂,且成本较高,同时磨削过程中其他外界光线的干扰以及机器运行的噪杂声都会对测量结果产生影响,所以实施过程中对于工况的要求也比较高。
技术实现要素:
4.为了解决上述问题,本发明提供一种工件表面磨削质量实时检测装置及检测方法,当低温气体输出至工件表面上时,由于粗糙度的不同会存在不同的压差,控制系统通过气压传感器采集实时压差,进而分析获得工件表面实时磨削质量。
5.为了实现以上目的,本发明采取的一种技术方案是:
6.一种工件表面磨削质量实时检测装置,包括:喷头上壳体,通过管状底座与磨削组件的流道轴的底端相连,所述流道轴内设有第一空气流道;喷头下壳体,与所述喷头上壳体形成了密封流道,所述第一空气流道与所述密封流道连通;若干个喷嘴,每个所述喷嘴通过一个连接管设置在所述喷头下壳体上,所述喷嘴位于所述磨削组件的组合砂轮之间,所述连接管与所述喷嘴形成变压室,所述连接管与所述喷头下壳体形成稳压室,每个所述喷嘴内设有第二空气流道,所述第二空气流道与所述变压室连通,所述变压室依次与所述稳压室及所述密封流道连通;以及若干个气压传感器,设置在所述喷嘴内,每个所述气压传感器位于一个所述变压室内,所述气压传感器通过通信模块与控制系统相连。
7.进一步地,所述喷头上壳体包括所述管状底座以及流道上板,所述管状底座设置在所述流道上板上,所述流道上板上设有流道孔,所述管状底座的上端与所述流道轴的底端相连,所述管状底座的下端与所述流道上板连接,所述管状底座的内孔与所述流道孔及所述第一空气流道连通。
8.进一步地,所述喷嘴至少三个,按圆形阵列分布在所述喷头下壳体上。
9.进一步地,所述气压传感器的测量精度大于0.1mpa,所述气压传感器的采样频率与所述组合砂轮的转速相同。
10.进一步地,所述喷嘴直径为35~50μm。
11.进一步地,所述稳压室的稳压气源的压力为0.1~0.5mpa,控制精度大于0.1kpa。
12.进一步地,所述通信模块为无线通信模块。
13.本发明还提供了一种基于以上工件表面磨削质量实时检测装置的工件表面磨削质量实时检测方法,包括如下步骤:s10启动磨削组件,组合砂轮高速旋转;s20控制系统通过流道轴的第一空气流道,输入气体,气体依次经密封流道、稳压室、变压室以及第二空气流道输出至工件的表面;s30随着工件的表面粗糙度的变化,所述变压室内的气压传感器采集到的压力数据不断变化;s40所述控制系统根据所述压力数据判断获得工件表面粗糙度检测的实时检测结果。
14.本发明的上述技术方案相比现有技术具有以下优点:
15.(1)本发明的一种工件表面磨削质量实时检测装置及检测方法,气体依次通过密封流道、稳压室、变压室以及第二空气流道输出至工件的表面,工件表面由于粗糙度的不同,在微观结构上存在高低不同的点,当低温气体输出至工件表面上时,由于粗糙度的不同会存在不同的压差,控制系统通过气压传感器采集实时压差,进而分析获得工件表面实时磨削质量。
16.(2)本发明的一种工件表面磨削质量实时检测装置及检测方法,在磨削质量实时检测的过程中低温空气既能用于采集微量流体压差来检测磨削表面,也能够对磨削表面进行有效冷却,进一步提高磨削质量。
附图说明
17.下面结合附图,通过对本发明的具体实施方式详细描述,将使本发明的技术方案及其有益效果显而易见。
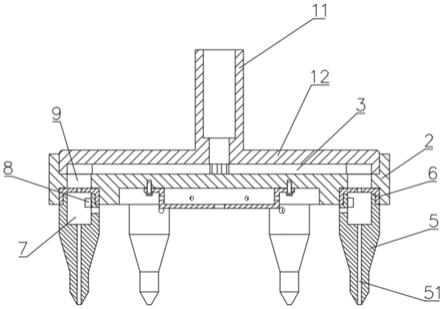
18.图1所示为本发明一实施例的磨削组件的剖视图;
19.图2所示为本发明一实施例的磨削组件的结构图;
20.图3所示为本发明一实施例的工件表面磨削质量实时检测装置的结构图。图中附图标记:
21.1喷头上壳体、11管状底座、12流道上板、2喷头下壳体、3密封流道、4磨削组件、41组合砂轮、42流道轴、43第一空气流道、5喷嘴、51第二空气流道、6连接管、7变压室、8气压传感器、9稳压室。
具体实施方式
22.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
23.本实施例提供了一种工件表面磨削质量实时检测装置,如图1~3所示,包括喷头上壳体1、喷头下壳体2、若干个喷嘴5以及若干个气压传感器8,所述喷头上壳体1与流道轴42连接,所述所述喷头下壳体2与所述喷头上壳体1形成了密封流道3,所述第一空气流道43与所述密封流道3连通,每个所述喷嘴5通过一个连接管6设置在所述喷头下壳体2上,每个所述气压传感器8设置在一个所述喷嘴5内。
24.所述喷头上壳体1通过管状底座11与磨削组件4的流道轴42的底端相连,所述流道轴42内设有第一空气流道43。所述喷头上壳体1包括所述管状底座11以及流道上板12,所述管状底座11设置在所述流道上板12上,所述流道上板12上设有流道孔,所述管状底座11的上端与所述流道轴42的底端相连,所述管状底座11的下端与所述流道上板12连接,所述管状底座11的内孔与所述流道孔及所述第一空气流道43连通。
25.所述喷嘴5位于所述磨削组件4的组合砂轮41之间,所述连接管6与所述喷嘴5形成变压室7,所述连接管6与所述喷头下壳体2形成稳压室9,每个所述喷嘴5内设有第二空气流道51,所述第二空气流道51与所述变压室7连通,所述变压室7依次与所述稳压室9及所述密封流道3连通。每个所述气压传感器8位于一个所述变压室7内,所述气压传感器8通过通信模块与控制系统相连。所述通信模块优选无线通信模块。
26.所述喷嘴5至少三个,按圆形阵列分布在所述喷头下壳体2上,用户可根据检测精度的要求设置所述喷嘴5的数量。所述喷嘴5直径为35~50μm。
27.所述气压传感器8的测量精度大于0.1mpa,所述气压传感器8的采样频率与所述组合砂轮41的转速相同。所述稳压室9的稳压气源的压力为0.1~0.5mpa,控制精度大于0.1kpa。
28.本发明还提供了一种基于以上工件表面磨削质量实时检测装置的工件表面磨削质量实时检测方法,包括如下步骤:s10启动磨削组件4,组合砂轮41高速旋转。s20控制系统通过流道轴42的第一空气流道43,输入低温气体,气体依次经密封流道3、稳压室9、变压室7以及第二空气流道51输出至工件的表面。s30随着工件的表面粗糙度的变化,所述变压室7内的气压传感器8采集到的压力数据不断变化。s40所述控制系统根据所述压力数据判断获得工件表面粗糙度检测的实时检测结果。
29.以上所述仅为本发明的示例性实施例,并非因此限制本发明专利保护范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本发明的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1