产品品质分析支援系统的制作方法
1.本发明涉及一种产品品质分析支援系统,支援用于维持在钢铁厂中制造出的钢板的品质的分析作业,详细来说,支援对钢板的品质不良的产生进行掌握并执行针对品质不良的对策的一系列作业。
背景技术:
2.目前,在钢铁厂的较多工序中,通过控制技术、系统技术的运用而自动化得到发展。但是,当前还没有实现钢铁厂整体的自动化。通过使需要对于机械来说较困难的随机应变的判断的工作由人(以下,称作使用者)来负责,由此能够顺畅地进行钢铁厂的操作。
3.在钢铁厂的操作中,为了维持制造出的钢板的品质,分析作业不可欠缺。在分析作业中包含:判断品质不良的产生,掌握不良的详细状况,决定用于除去不良的操作条件的变更方法,并实际执行所决定的变更方法。此外,在变更了操作条件之后,评价对策是否有效,如果无效则必须研究进一步的对策。因此,还需要收集为了对对策进行评价而需要的数据,根据需要实施计算处理,并进行用于判断的分析。在这一系列作业中,需要根据大量的数据、信息来进行综合性的判断,因此不是任何人都能够进行分析作业。
4.因此,期望开发对这一系列分析作业进行支援的支援系统。在以下的文献中公开有与这种支援系统相关的一般技术。
5.专利文献1:国际公开第2019/102614号
6.专利文献2:日本特开2019
‑
16209号公报
7.专利文献1所公开的技术涉及钢铁厂的维护支援系统。在该系统中,根据由传感器计测出的物理量的实际数据来计算轧制件的品质。在最新的轧制件的品质低于基准值的情况下,从过去登记于数据库的不良波形图案中检索与此次的实际数据的波形类似的不良波形图案。当在数据库中找到了类似的不良波形图案的情况下,对使用者显示与该不良波形图案建立了关联的过去的对策内容。但是,在将不良波形图案与对策内容登记于数据库时,使用者必须通过使用某种方法进行试错来决定该不良波形图案。该作业需要时间和劳力。
8.专利文献2所公开的技术涉及对诊断对象系统的诊断结果的妥当性判断进行支援的诊断装置。在该诊断装置中,基于计测数据进行异常诊断,根据异常诊断的结果决定曲线图制作用的参数信息,按照参数信息根据计测数据来制作曲线图。使用者参照所显示的曲线图,判断诊断结果是否妥当。当诊断结果不妥当时,反复对曲线图制作用的参数信息进行指定而重新显示曲线图。但是,在该作业中包含使用者的试错,因此需要时间和劳力。
技术实现要素:
9.本发明是为了解决上述那样的问题而完成的,其目的在于提供一种产品品质分析支援系统,有助于降低用于维持在钢铁厂中制造出的钢板的品质的分析作业所花费的时间和劳力。
10.本发明所涉及的产品品质分析支援系统是支援用于维持在钢铁厂中制造出的钢
板的品质的分析作业的产品品质分析支援系统。本发明所涉及的产品品质分析支援系统具备数据保存装置和数据处理装置。数据保存装置是保存在钢铁厂的轧制线上由传感器计测出的与钢板的品质相关的物理量的实际数据的装置。数据处理装置是对保存于数据保存装置的实际数据进行处理的装置,详细来说构成为执行以下的处理。
11.数据处理装置执行第1至第3处理。在第1处理中,通过将实际数据编辑成按照钢板的规定长度的数据,由此制作出定长采样数据。在第2处理中,将定长采样数据分割成前端部、中央部以及尾端部。然后,在第3处理中,基于前端部、中央部以及尾端部各自的定长采样数据,判定前端部、中央部以及尾端部各自的品质是否满足基准。
12.产生品质不良的频率,在控制稳定的中央部较小,而在前端部、尾端部较大。此外,前端部与尾端部的不良的产生原因,依赖于各自的特性而不同。因此,前端部的不良与尾端部的不良独立地产生。因而,与作为钢板整体来判定品质的情况相比,在分割成前端部、中央部以及尾端部来进行判定的情况下,更有效且判定精度也会提高。
13.在前端部、中央部以及尾端部中的任一部分的品质不满足基准的情况下,数据处理装置进一步执行第4处理至第6处理。在第4处理中,对前端部、中央部以及尾端部各自的品质进行分级。在第5处理中,对于前端部、中央部以及尾端部,分别将定长采样数据的波形图案登记到波形登记数据库中。然后,在第6处理中,决定包含确定前端部、中央部以及尾端部各自的波形图案的信息、以及确定前端部、中央部以及尾端部各自的品质的等级的信息的图案id。
14.通过进行以上的第1至第6处理,由此在制造出前端部、中央部以及尾端部中的任一部分的品质不满足基准的钢板的情况下,各部的波形图案与图案id一起被自动地登记。根据图案id能够确定被判断为品质不良的钢板的各部的波形图案以及品质的等级。通过自动地生成这样的图案id,能够降低分析作业所需要的使用者的时间和劳力。
15.在前端部、中央部以及尾端部中的任一部分的品质不满足基准的情况下,数据处理装置也可以进一步执行第7处理。在分析作业中,需要掌握不良的详细状况,并决定用于除去不良的操作条件的变更方法这样的作业。关于这一点,在第7处理中,从信息登记数据库中读出与图案id对应的与品质不良的原因相关的原因信息以及与针对品质不良的对策相关的对策信息中的至少一个,并显示于信息显示装置。通过进行第7处理,能够降低上述作业所需要的使用者的负担。
16.在信息登记数据库中未登记与图案id对应的原因信息或者对策信息的情况下,数据处理装置也可以进一步执行第8处理。在第8处理中,从波形登记数据库中读出与图案id对应的波形图案并与图案id一起显示于信息显示装置,将从信息输入装置输入的原因信息以及对策信息与图案id建立关联地登记到信息登记数据库中。通过进行第8处理,能够使信息登记数据库的登记内容完全。
17.在波形登记数据库中未登记与新取得的波形图案类似的波形图案的情况下、以及已经登记有与新取得的波形图案类似的波形图案的情况下,数据处理装置也可以改变第5处理的内容。具体而言,在未登记类似的波形图案的情况下,制作新取得的波形图案所属的新组,并且将新取得的波形图案登记为新组的代表波形图案。在已经登记有类似的波形图案的情况下,将新取得的波形图案编入到类似的波形图案所属的已有组中,并且将已有组内的与其他波形图案的类似度最高的波形图案登记为已有组的代表波形图案。在该情况
下,在图案id的制作中,使用确定代表波形图案的信息。通过对类似的波形图案进行分组,并将组的代表波形图案与图案id建立关联,由此与对应于全部波形图案来制作图案id的情况相比较,能够降低分析作业所需要的使用者的时间和劳力。
18.数据处理装置在第2处理中,也可以将前端部和尾端部设为固定长度,将中央部设为从钢板的全长减去前端部和尾端部而得到的长度,而对定长采样数据进行分割。在钢板的前端侧容易产生品质不良的区域,由轧制设备的构造、特性决定,与钢板的整体长度无关。对于钢板的尾端侧也是同样的。在对定长采样数据进行分割时,将前端部和尾端部设为固定长度,由此能够抑制品质的判定精度根据钢板的整体长度而变动。
19.此外,数据处理装置在第3处理中,也可以基于定长采样数据的统计值与针对统计值设定的1个或多个边界值之间的比较,对品质进行分级。
20.发明的效果
21.如以上说明的那样,根据本发明所涉及的产品品质的分析支援系统,在制造出前端部、中央部以及尾端部的任一部分的品质不满足基准的钢板的情况下,各部的波形图案与图案id一起被自动地登记。由此,能够降低分析作业所需要的使用者的时间和劳力。
附图说明
22.图1是表示应用了本发明的实施方式所涉及的产品品质分析支援系统的钢铁厂以及在该系统中使用的数据的流动的示意图。
23.图2是对定时采样数据与定长采样数据进行说明的图。
24.图3是表示数据处理装置的构成的图。
25.图4是表示数据处理装置的计算流程的图。
26.图5是信息显示装置所显示的针对各图案id的原因对策的登记画面的例子。
27.符号的说明
28.1:钢板;2:轧制线;3:控制系统;4:产品品质分析支援系统;5:数据保存装置;6:数据处理装置;7:信息显示装置;8:监视器;9:自动操作单元;10:手动操作单元;11:不良判定部;12:不良图案id取得部;13:原因对策输出部;14:不良波形图案登记数据库;15:原因对策输入部;100:使用者;d1:从控制系统向轧制线的各设备的指令数据;d2:从附属于轧制线的各设备的传感器收集到的实际数据(在控制系统中使用);d3:控制系统内的中途计算数据、计算结果数据以及d2的数据的集合;d4:从附属于轧制线的各设备的传感器收集到的实际数据(在控制系统中不使用);d5:在数据处理装置中使用的数据。
具体实施方式
29.以下,参照附图对本发明的实施方式进行说明。但是,在以下所示的实施方式中,在提及各要素的个数、数量、量、范围等的数字的情况下,除了特别明示的情况、在原理上明确地确定为该数字的情况以外,本发明并不限定于所提及的数字。此外,在以下所示的实施方式中说明的构造、方法中的工序,除了特别明示的情况、在原理上明确地确定为此的情况以外,在本发明中不一定是必须的。另外,在各图中,对于相同或者相当的部分标注相同的标号,适当简化或者省略其重复说明。
30.图1中示意性地表示应用了本实施方式所涉及的产品品质分析支援系统4的钢铁
厂以及在该系统中使用的数据的流动。在钢铁厂中设置有轧制线2以及对该轧制线2进行控制的控制系统3。轧制线2由多个设备构成。在钢板1通过该多个设备的过程中,对钢板1依次进行加热、加工、冷却、卷取,最终制造出产品。轧制线2的各设备由从控制系统3发送的指令数据d1控制。
31.在轧制线2的各设备中安装有传感器。由传感器计测出的实际数据大体上分为两种。一种是在控制系统3中使用的实际数据d2。控制系统3基于实际数据d2生成指令数据d1。另一种是在控制系统3中不使用而在分析、评价中使用的实际数据d4。
32.产品品质分析支援系统4具备数据保存装置5、数据处理装置6以及信息显示装置7。这些装置5、6、7可以是分别具有独立的硬件的装置,也可以是通过由处理器执行与各自对应的程序来实现的计算机功能。
33.数据保存装置5是保存在产品品质的分析中使用的数据的装置,例如包括hdd等磁盘、dvd等光盘、ssd等闪存器存储装置等。数据集合d3以及实际数据d4被发送并保存于数据保存装置5。数据集合d3是将在控制系统3中使用过的实际数据d2、控制系统3内的中途计算数据以及计算结果数据组合而成的数据的集合。数据保存装置5将使数据集合d3与实际数据d4合并而成的数据d5发送至数据处理装置6。
34.数据处理装置6对从数据保存装置5接收到的数据d5进行处理,并进行用于支援分析作业的计算。关于数据处理装置6的构成以及计算流程的详细情况将后述。数据处理装置6的计算结果被发送至信息显示装置7。信息显示装置7对数据处理装置6的计算结果进行编辑,并显示于作为信息显示装置7的显示画面的监视器8。使用者100能够一边观察显示于监视器8的支援信息一边进行分析作业。
35.主要在产品品质分析中作为对象的数据,包含由传感器计测出的设备、钢板1的物理量、例如速度、开度、尺寸等的实际数据。该实际数据是表示按照每个定采样时间的变化的数据(以下,称作定时采样数据)。对于定时采样数据的一个数据项目,当将x轴设为时刻、y轴设为物理量而描绘曲线图时,成为图2的(a)那样。在图2的(a)中,与对象的物理量的变化一起,还重叠显示有钢板1在被计测了该物理量的设备中通过了的距离(以下,称作输送距离)的曲线图。输送距离包含在由控制系统3生成并发送至数据保存装置5的数据集合d3中。输送距离被保存在数据保存装置5中。
36.数据处理装置6对从数据保存装置5发送的定时采样数据进行重新编辑。将对与输送距离例如为每1m的点对应的物理量的数据进行收集而重新编辑后的数据称作定长采样数据。当将定长采样数据的输送距离的值设为x轴、将物理量设为y轴而描绘曲线图时,成为图2的(b)那样。如此,通过将与产品品质相关的实际数据加工成定长采样数据并在二维的xy平面上进行绘制,由此与离轧制件的前端的距离相对的实际数据的变化被视觉化。
37.与产品品质相关的实际数据在全长中的变化,分为前端部、中央部以及尾端部来进行调查是有效的。其原因在于,产生品质不良的频率在控制稳定的中央部较小,在前端部、尾端部较大。此外,前端部和尾端部的不良的产生原因依赖于各自的特性而不同。因此,前端部的不良与尾端部的不良独立地产生。因而,与作为钢板1的整体来判定品质的情况相比,在分割成前端部、中央部以及尾端部来进行判定的情况下,更有效且判定精度也会提高。
38.因此,数据处理装置6将前端部和尾端部分别设为固定长度a[m]、b[m],将中央部
设为从钢板的全长减去前端部和尾端部而得到的长度l
‑
a
‑
b[m],而对定长采样数据进行分割。在钢板1的前端侧容易产生品质不良的区域,由轧制设备的构造、特性决定,与钢板1的整体长度无关。对于钢板1的尾端侧也是同样的。在分割定长采样数据时,将前端部和尾端部设为固定长度,由此能够抑制品质的判定精度根据钢板1的整体长度而变动。
[0039]
接着,使用图3对数据处理装置6的构成进行说明。数据处理装置6大体区分由两个单元构成。一个单元是自动操作单元9,另一个单元是手动操作单元10。这些单元9、10可以是分别具有独立的硬件的装置,也可以是通过由处理器执行与各自对应的程序来实现的计算机功能。自动操作单元9包括不良判定部11、不良图案id取得部12、原因对策输出部13、以及不良波形图案登记数据库14。手动操作单元10包括原因对策输入部15。在基于数据处理装置6的计算流程的说明中对各部11~14的功能进行说明。
[0040]
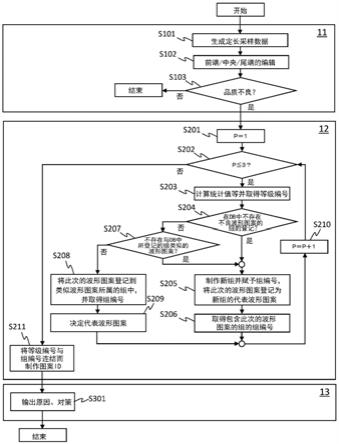
图4是表示基于数据处理装置6的计算流程、更详细来说是基于自动操作单元9的计算流程的图。以下,基于图4对数据处理装置6的动作进行说明。
[0041]
首先,从由不良判定部11进行的处理开始进行说明。在步骤s101中,保存于数据保存装置5的定时采样数据被按照钢板1的长度而再次编辑,并制作出表示该钢板1的品质的定长采样数据。按照作为分析对象的每个产品品质项目来制作定长采样数据。作为分析对象的产品品质项目例如为板宽和板厚。接着,在步骤s102中,将定长采样数据分割为前端部、中央部以及尾端部这3个部分。
[0042]
在步骤s103中,对于按照每个产品品质项目制作的定长采样数据,实施根据各个产品品质项目的精度指标的统计计算。在统计计算中,计算构成定长采样数据的数据集合的平均值、标准偏差等统计值。然后,进行统计值是否满足基准值的判定。对于前端部、中央部以及尾端部分别进行该判定。如果在全部部位统计值都满足基准值,则该钢板1的品质并非不良,因此计算流程在此处结束。但是,当在前端部、中央部以及尾端部的任一部位统计值不满足基准值的情况下,从基于不良判定部11的处理转移到基于不良图案id取得部12的处理。
[0043]
接着,对由不良图案id取得部12进行的处理进行说明。在步骤s201中,表示钢板1的部位的计数器p被设定为1。计数器p的值为1、2以及3,前端部被分配1,中央部被分配2,尾端部被分配3。在步骤s202中,判定计数器p是否为3以下,即,判定是否还剩余有与前端部、中央部以及尾端部各自相关的后述的处理。
[0044]
在计数器p为3以下的情况下,在步骤s203中,计算构成定长采样数据的数据集合的平均值、标准偏差等统计值、数据相对于长度的振动频率等。其中,关于在计算中使用的定长采样数据,例如如果是p=1的情况,则仅是前端部的定长采样数据,如果是p=3的情况,则仅是尾端部的定长采样数据。在步骤s203中,基于统计值、振动频率等数值与预先设定的1个或者多个边界值之间的比较,对定长采样数据赋予等级编号。即,将作为连续值的统计值、振动频率转换成作为离散值的等级编号。等级编号表示品质的等级。例如,在品质没有问题的情况下,作为等级编号而赋予零,品质的不良程度越大,则赋予越大值的等级编号。
[0045]
在步骤s204中,确认在不良波形图案登记数据库(db)14中是否登记有不良波形图案的组。不良波形图案是被判定为品质不良的钢板1的定长采样数据的波形图案。在不良波形图案登记数据库14中,按照前端部、中央部以及尾端部的区别来登记不良波形图案。当在
不良波形图案登记数据库14中未登记不良波形图案的组的情况下,进行后述的步骤s205的处理。另外,按照每个部位来判定是否登记有不良波形图案的组。例如,在此次的判定是对于尾端部(p=3)的判定的情况下,即使在前端部、中央部已经登记有组,只要在尾端部没有已登记的组,则步骤s204的判定结果就会成为“是”。
[0046]
当在不良波形图案登记数据库14中登记有不良波形图案的组的情况下,进行步骤s207的处理。在步骤s207中,判定在所登记的不良波形图案的组中是否存在与此次新取得的波形图案类似的波形图案。例如,根据波形间的距离来判断是否类似。如果波形间的距离为零则判定为相同的波形,随着距离变大而波形间的类似度降低。在步骤s207中进行的判定的具体例中,如果距离为规定值以内则判定为类似的波形,距离越大于规定值则判定为越不类似。在已登记的任一个组中都不存在与此次新取得的波形图案类似的波形图案的情况下,进行步骤s205的处理。
[0047]
在步骤s205中,制作不良波形图案的新组。例如,如果已经登记有10个组,则对于新组以不重复的方式赋予下一个编号11来作为组编号。将此次新取得的波形图案编入到新组中,并作为新组的代表波形图案而登记到不良波形图案登记数据库14中。组编号与代表波形图案处于唯一的关系,被用作为确定代表波形图案的信息。接着,在步骤s206中,取得此次新制作的新组的组编号,作为用于制作后述的图案id的信息。
[0048]
在步骤s207中,当在不良波形图案登记数据库14中已经登记有与此次新取得的不良波形图案类似的不良波形图案的情况下,进行步骤s208的处理。在步骤s208中,将新取得的不良波形图案登记到类似的不良波形图案所属的已有组中。然后,取得该类似的不良波形图案所属的组的组编号,作为用于制作后述的图案id的信息。
[0049]
接着,在步骤s209中,在此次新取得的不良波形图案所登记的组内,进行不良波形图案间的类似度的计算。类似度例如能够由波形间的距离来表示。列举具体例,对于组内的全部不良波形图案,计算出与其他不良波形图案之间的距离。进而,针对每个不良波形图案计算出与其他不良波形图案之间的距离的累计值。该情况下的与其他不良波形图案的类似度最高的不良波形图案,是距离的累计值最小的不良波形图案。在步骤s209中,在组内与其他不良波形图案的类似度最高的不良波形图案,被决定为该组的代表波形图案。代表波形图案被登记到不良波形图案登记数据库14中。
[0050]
在步骤s206的处理之后并且在步骤s209处理之后,进行步骤s210的处理。在步骤s210中,对计数器p的值加1。在计数器p的值成为4的情况下,即,在前端部、中央部以及尾端部的全部部位都决定出代表波形图案且取得了组编号的情况下,步骤s202的判定结果成为“否”。在该情况下,进行步骤s211的处理。
[0051]
在步骤s211中,在步骤s203中取得的等级编号与在步骤s205或者步骤s208中取得的组编号被连结。详细来说,前端部、中央部以及尾端部各自的组编号与等级编号被连结,生成一个图案id。例如,在前端部的组编号为3、等级编号为2,中央部的组编号为2、等级编号为1,尾端部的组编号为5、等级编号为4的情况下,如以下那样决定图案id。
[0052]
图案id:32
‑
21
‑
54
[0053]
在步骤s211的处理结束之后,从基于不良图案id取得部12的处理转移到基于原因对策输出部13的处理。在原因对策输出部13中,进行步骤s301的处理。在步骤s301中,根据图案id来检索信息登记数据库。然后,从信息登记数据库中读出原因信息以及对策信息,该
原因信息与图案id所对应的品质不良的原因相关,该对策信息与针对图案id所对应的品质不良的对策相关。信息登记数据库也可以与不良波形图案登记数据库14一体化。所读出的各信息与图案id所对应的代表波形图案一起显示于监视器8。
[0054]
在产品品质的分析作业中,需要掌握不良的详细状况,并决定用于除去不良的操作条件的变更方法这样的作业。根据本实施方式所涉及的产品品质分析支援系统4,由于在监视器8中显示与图案id对应的原因信息和对策信息,因此能够降低上述作业所需要的使用者100的负担。另外,在本实施方式中,在监视器8中显示与图案id对应的原因信息和对策信息的双方,但是例如在仅准备有某一方的信息的情况下,也可以仅显示这一方的信息。
[0055]
当在信息登记数据库中未登记与图案id对应的原因信息或者对策信息的情况下,由使用者100对原因对策输入部15进行输入。通过使用者100对原因对策输入部15进行操作,由此从不良波形图案登记数据库14中读出与图案id对应的代表波形图案,并使其与图案id一起显示于监视器8。使用者100例如能够一边在监视器8中观察图5所示那样的登记画面,一边将与代表波形图案相应的原因信息以及对策信息输入到原因对策输入部15中。所输入的原因信息以及对策信息与图案id建立关联地登记到信息登记数据库中。
[0056]
如上所述,根据本实施方式所涉及的产品品质分析支援系统4,在制造了前端部、中央部以及尾端部的某一部分的品质不满足基准的钢板1的情况下,各部的不良波形图案与图案id被一起自动地登记到不良波形图案登记数据库14中。由此,能够降低分析作业所需要的使用者100的时间和劳力。此外,在监视器8中显示与图案id对应的原因信息和对策信息,因此能够降低掌握不良的详细状况并决定用于除去不良的操作条件的变更方法这样的作业所需要的使用者100的负担。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1