一种高超声速风洞大尺度模块化试验段的现场安装工艺的制作方法
1.本发明涉及高超声速风洞设备制造技术领域,具体来说,涉及一种高超声速风洞大尺度模块化试验段的现场安装工艺。
背景技术:
2.随着高超声速飞行器的发展,对地面模拟设备试验能力有更高的要求,不仅要求能够开展常规测力、测压、测热试验,还必须具备开展喷流、油流、多体分离及模型自由飞等特种试验能力,高超声速风洞试验段是高超声速飞行器开展地面模拟试验的风洞设备的重要组成部分,是集飞行器模型风洞试验安装、测试、流动显示于一体的部件。常规高超声速风洞试验段的任务是为组织模型支撑、数据采集、光学测量系统、模拟飞行器飞行环境、测量飞行器气动特性提供结构平台。
3.高超声速风洞试验段是多个系统的综合平台,需要提供丰富的大尺寸接口。多样化的试验任务、高效便捷的模型安装要求试验段具有足够大的空间。常规高超声速风洞试验段要满足大型模型迎角机构、大口径型面喷管、光学纹影系统、大口径扩压器等风洞其它设备的接口需求。
4.高超声速风洞大尺度试验段包括试验段主箱体、喷管接口段、扩压器接口段、纹影系统接口段、模型上迎角机构接口段、试验段舱门、试验段u型底座、试验段上箱体、试验段下箱体。
5.为满足大口径高超声速风洞总体设计要求和所开展的飞行器试验需求以及测量系统安装要求,试验段设计尺度超过7m
×
7m
×
12m,体积庞大,使得制造、运输和安装难度均显著增大。同时,试验段在负压、大的轴向冲击载荷及自重组合的工况下,还必须具有较小的变形量和较高的安装精度。因此,试验段设计中既要考虑结构可靠性,还要考虑加工工艺水平、设备运输条件和现场安装的可行性,高超声速风洞的大尺度试验段的整体设计、制造、运输存在很大的难度,为了完成试验段的制造,往往采用模块化制造的方法,分段运输到现场,在进行现场组装。
6.为此,本发明提出一种高超声速风洞大尺度模块化试验段的现场安装工艺。
技术实现要素:
7.针对相关技术中的问题,本发明提出一种高超声速风洞大尺度模块化试验段的现场安装工艺,以克服现有相关技术所存在的上述技术问题。
8.本发明的技术方案是这样实现的:
9.一种高超声速风洞大尺度模块化试验段的现场安装工艺,包括以下步骤:
10.s1、清理u型底座以及设备安装基础预埋件上的地脚螺栓,测量并调整各个地脚螺栓之间的位置度使之与u型底座上的螺栓孔匹配;
11.s2、将试验段各个模块单元根据安装顺序依次在现场摆放,在每个模块上焊接临时吊装吊耳;
12.s3、将u型底座平稳起吊,安装到设备安装基础上,调整u型底座的中心线与风洞轴线重合,测量u型底座两个对角线长度,调整并测量整个u型底座上平面的水平度;u型底座定位准确后,拧紧地脚螺栓螺母,将u型底座固定,作为后续安装的基准;
13.s4、起吊试验段下箱体,安装试验段下箱体,调整试验段下箱体中心位置与u型底座的中心位置对齐后,拧紧地脚螺栓螺母,将试验段下箱体固定;
14.s5、起吊矩形波纹管,安装试验段下箱体上端法兰橡胶密封圈,矩形波纹管与试验段下箱体上端法兰连接,调整矩形波纹管中心与试验段下箱体中心重合,拧紧矩形波纹管下法兰与试验段下箱体上端法兰的连接螺栓;
15.s6、在试验段下箱体周围临时设置六个支撑柱,支撑柱上端支撑在矩形波纹管的上法兰底部;
16.s7、起吊与主箱体焊接连接的转接段,安装矩形波纹管上端法兰橡胶密封圈,转接段下法兰与矩形波纹管的上法兰连接,调整转接段中心与试验段下箱体中心重合,拧紧矩形波纹管下法兰与试验段下箱体上端法兰的连接螺栓;
17.s8、起吊主箱体的下模块i,将下模块i放置在u型底座上,并临时将下模块i与u型底座以及转接段连接,保证不发生倾斜;
18.s9、起吊主箱体的下模块ii,将下模块ii放置在u型底座上,并与下模块i用马板连接在一起,调整焊接坡口的缝隙均匀性,调整下模块i与下模块ii对接后的尺寸位置满足要求,采用多人对称同步焊接,主箱体的下模块i和下模块ii焊接完成后,检查其中心位置与u型底座、风洞中心轴线、试验段下箱体之间的位置关系是否满足安装要求;
19.s10、尺寸符合后,焊接下模块i、下模块ii与转接段之间的焊缝,再次检查位置关系是否发生变动,出现偏差进行调整,直到满足设计要求;
20.s11、焊接下模块i和下模块ii与u型底座之间的焊缝,再次检查位置关系是否发生变动,出现偏差进行调整,直到满足设计要求;
21.s12、起吊上模块i,将上模块i与下模块i拼接在一起,并采用马板连接方式固定,调整上模块i外平面与下模块i外平面重合,调整焊接焊缝的均匀性;
22.s13、起吊上模块ii,将上模块ii与下模块ii以及上模块i拼接在一起,并通过马板连接方式固定,调整上模块ii外平面与下模块ii外平面重合,调整焊接焊缝的均匀性;
23.s14、焊接上模块i、上模块ii、下模块i、下模块ii之间的所有焊缝,采用多人对称同步焊接,确保焊接应力与焊接变形一致;
24.s15、主箱体的所有焊缝焊接完成后进行打磨,探伤以及热处理,再次复核整个主箱体中心的位置是否出现偏差,出现偏差进行调整,直到满足设计要求;
25.s16、起吊喷管接口段,将接管插入主箱体前端圆孔内,用压板将喷管接口段的转接法兰与主箱体前端面固定,调整喷管接口段的中心高度与风洞中心轴线高度一致,喷管接口段的连接法兰面与风洞中心轴线垂直;调整完成后将喷管接口段的转接法兰与主箱体前端面焊接在一起,采用边焊接边测量调整的方式来保证安装精度;
26.s17、采用s16同样的方式:将扩压器接口段与主箱体后端面固定焊接;将两侧的纹影接口段与主箱体焊接在一起,保证两个纹影接口段同心,且纹影接口段的中心高度与风洞中心轴线高度一致;将四个模型机构接口段焊接在主箱体前后端面上;
27.s18、起吊上箱体接口段,将上箱体接口段插入主箱体的上顶部的方形开孔内,调
整上箱体接口段上法兰的水平度,将上箱体接口段的转接法兰与主箱体焊接在一起,再将上箱体接口段的接管与主箱体内的加强筋焊接连接成整体;起吊上箱体,安装上箱体接口段上法兰的橡胶密封圈,将上箱体下法兰与上箱体接口段上法兰连接在一起;
28.s19、起吊上顶盖,并与上箱体连接,安装上顶盖运动油缸、输油管路、上顶盖限位装置以及安全连锁装置;
29.s20、起吊试验段舱门,将门框与主箱体焊接在一起,调试舱门的开合,到达运转灵活;
30.s21、在主箱体内铺设5mm的多孔不锈钢板,采用塞焊的方式与主箱体内的加强筋固定焊接,而后对试验段进行真空试验检查,测量试验段各个部位的焊接质量、密封连接情况以及整体变形情况,合格后整个试验段完成现场安装。
31.进一步地,在安装完成后,还需要进行校正,具体包括以下步骤:
32.s100:校正焊接法兰处主箱体的面板平面度,根据法兰中心标高确定法兰安装中心线,布置直径为0.5mm钢丝作为法兰安装基准,根据法兰中心检查箱体上孔尺寸,保证法兰套筒与孔间隙单边不小于5mm;焊接之前,采用激光跟踪仪或中心轴线钢丝吊线的方式确保四个模型机构接口段,两个纹影接口段,喷管接口段和扩压器接口段同轴且连接法兰端面与风洞的中心轴线垂直,接管与孔之间的环形缝隙≥5mm;
33.s200:将法兰组合件定位在箱体本体上,通过测量法兰内孔至钢丝的距离调整法兰组件,待法兰组件形位公差尺寸调整合格后,圆周方向采用定位焊固定法兰组件;
34.s300:焊接法兰组件时采用分段对称焊接:将法兰组件的封板与箱体面板贴合处焊缝等分成12~16段,采用多层多道焊,每层每道焊接时均对称交错焊接;每层每道焊接过程中对法兰的变形情况进行监控,根据监控的情况随时调整焊接顺序。
35.进一步地,在s1中,完成位置度调整后在地脚螺栓上涂抹黄油。
36.进一步地,在s2中,吊装吊耳的位置和数量需要与每个模块单位的重心匹配,确保模块单位吊起后能够保持稳定。
37.本发明的有益效果:
38.1、本发明提供的一种高超声速风洞大尺度模块化试验段的现场安装工艺,适用于大口径风洞试验段的制作与安装,将整个试验段模块化,降低了制造成本,解决了此类超高超宽大型部件运输的难题,降低了运输成本;
39.2、本发明提供的一种高超声速风洞大尺度模块化试验段的现场安装工艺,将大型部件通过模块的方式小型化,再重新焊接组装,解决了因安装空间狭小而相互干涉的问题、同时降低了施工现场使用的吊车规格;提高了现场安装的便捷性、安全性、降低了安装成本;
40.3、本发明提供的一种高超声速风洞大尺度模块化试验段的现场安装工艺,在现场安装时更方便的进行各个部段的安装对位与精度调整,能够满足大口径风洞运行对试验段的技术要求,可推广应用于有较高精度要求的大型箱体容器或设备的制造与安装。
附图说明
41.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施
例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
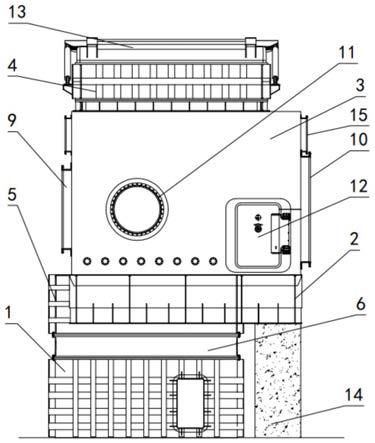
42.图1是根据本发明实施例的用于高超声速风洞设备中的大尺度试验段正视图;
43.图2是根据本发明实施例的用于高超声速风洞设备中的大尺度试验段侧视图;
44.图3是根据本发明实施例的u型底座的结构示意图;
45.图4是根据本发明实施例的喷管、扩压器等各个接口段的结构示意图;
46.图5是根据本发明实施例的矩形波纹管的结构示意图;
47.图6是根据本发明实施例的大尺度试验段三维结构示意图;
48.图7是根据本发明实施例的完成步骤s8安装下模块i后的示意图;
49.图8是根据本发明实施例的完成步骤s9安装下模块ii后的示意图;
50.图9是根据本发明实施例的完成步骤s12安装上模块i后的示意图;
51.图10是根据本发明实施例的完成步骤s13安装上模块ii后的示意图。
52.图中:
53.1、试验段下箱体;2、u型底座;3、主箱体;4、上箱体;5、转接段;6、矩形波纹管;9、喷管接口段;10、扩压器接口段;11、纹影接口段;12、试验段舱门;13、上顶盖;14、设备安装基础;15、模型机构接口段;16、连接法兰;17、加强筋;18、转接法兰;19、接管;20、波纹节;21、方法兰;22、耳板;23、外保护罩;24、拉杆;
54.a、上模块i;b、上模块ii;c、下模块i;d、下模块ii。
具体实施方式
55.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员所获得的所有其他实施例,都属于本发明保护的范围。
56.实施例一:
57.根据本发明的实施例,
58.请参阅图1
‑
10,一种高超声速风洞大尺度模块化试验段的现场安装工艺,包括以下步骤:
59.s1、清理u型底座2以及设备安装基础14预埋件上的地脚螺栓,测量并调整各个地脚螺栓之间的位置度使之与u型底座2上的螺栓孔匹配,完成位置度调整后在地脚螺栓上涂抹黄油;
60.s2、将试验段各个模块单元根据安装顺序依次在现场摆放,在每个模块上焊接临时吊装吊耳;吊装吊耳的位置和数量需要与每个模块单位的重心匹配,确保模块单位吊起后能够保持稳定;
61.s3、将u型底座2平稳起吊,安装到设备安装基础14上,调整u型底座2的中心线与风洞轴线重合,测量u型底座2两个对角线长度,调整并测量整个u型底座2上平面的水平度;u型底座2定位准确后,拧紧地脚螺栓螺母,将u型底座2固定,作为后续安装的基准;
62.s4、起吊试验段下箱体1,安装试验段下箱体1,调整试验段下箱体1中心位置与u型底座2的中心位置对齐后,拧紧地脚螺栓螺母,将试验段下箱体1固定;
63.s5、起吊矩形波纹管6,安装试验段下箱体1上端法兰橡胶密封圈,矩形波纹管6与试验段下箱体1上端法兰连接,调整矩形波纹管6中心与试验段下箱体1中心重合,拧紧矩形波纹管6下法兰与试验段下箱体1上端法兰的连接螺栓;
64.s6、在试验段下箱体1周围临时设置六个支撑柱,支撑柱上端支撑在矩形波纹管6的上法兰底部;
65.s7、起吊与主箱体3焊接连接的转接段5,安装矩形波纹管6上端法兰橡胶密封圈,转接段5下法兰与矩形波纹管6的上法兰连接,调整转接段5中心与试验段下箱体1中心重合,拧紧矩形波纹管6下法兰与试验段下箱体1上端法兰的连接螺栓;
66.s8、起吊主箱体3的下模块i c,将下模块i c放置在u型底座2上,并临时将下模块i c与u型底座2以及转接段5连接,保证不发生倾斜;
67.s9、起吊主箱体3的下模块ii d,将下模块ii d放置在u型底座2上,并与下模块i c用马板连接在一起,调整焊接坡口的缝隙均匀性,调整下模块i c与下模块ii d对接后的尺寸位置满足要求,采用多人对称同步焊接,主箱体3的下模块i c和下模块ii d焊接完成后,检查其中心位置与u型底座2、风洞中心轴线、试验段下箱体1之间的位置关系是否满足安装要求;
68.s10、尺寸符合后,焊接下模块i c、下模块ii d与转接段5之间的焊缝,再次检查位置关系是否发生变动,出现偏差进行调整,直到满足设计要求;
69.s11、焊接下模块i c和下模块ii d与u型底座2之间的焊缝,再次检查位置关系是否发生变动,出现偏差进行调整,直到满足设计要求;
70.s12、起吊上模块i a,将上模块i a与下模块i c拼接在一起,并采用马板连接方式固定,调整上模块i a外平面与下模块i c外平面重合,调整焊接焊缝的均匀性;
71.s13、起吊上模块ii b,将上模块ii b与下模块ii d以及上模块i a拼接在一起,并通过马板连接方式固定,调整上模块ii b外平面与下模块ii d外平面重合,调整焊接焊缝的均匀性;
72.s14、焊接上模块i a、上模块ii b、下模块i c、下模块ii d之间的所有焊缝,采用多人对称同步焊接,确保焊接应力与焊接变形一致;
73.s15、主箱体3的所有焊缝焊接完成后进行打磨,探伤以及热处理,再次复核整个主箱体3中心的位置是否出现偏差,出现偏差进行调整,直到满足设计要求;
74.s16、起吊喷管接口段9,将接管插入主箱体3前端圆孔内,用压板将喷管接口段9的转接法兰与主箱体3前端面固定,调整喷管接口段9的中心高度与风洞中心轴线高度一致,喷管接口段9的连接法兰面与风洞中心轴线垂直;调整完成后将喷管接口段9的转接法兰与主箱体3前端面焊接在一起,采用边焊接边测量调整的方式来保证安装精度;
75.s17、采用s16同样的方式:将扩压器接口段10与主箱体3后端面固定焊接;将两侧的纹影接口段11与主箱体3焊接在一起,保证两个纹影接口段11同心,且纹影接口段11的中心高度与风洞中心轴线高度一致;将四个模型机构接口段15焊接在主箱体3前后端面上;
76.s18、起吊上箱体接口段,将上箱体接口段插入主箱体3的上顶部的方形开孔内,调整上箱体接口段上法兰的水平度,将上箱体接口段的转接法兰与主箱体3焊接在一起,再将上箱体接口段的接管与主箱体3内的加强筋焊接连接成整体;起吊上箱体4,安装上箱体接口段上法兰的橡胶密封圈,将上箱体4下法兰与上箱体接口段上法兰连接在一起;
77.s19、起吊上顶盖13,并与上箱体4连接,安装上顶盖运动油缸、输油管路、上顶盖限位装置以及安全连锁装置;
78.s20、起吊试验段舱门12,将门框与主箱体3焊接在一起,调试舱门的开合,到达运转灵活;
79.s21、在主箱体3内铺设5mm的多孔不锈钢板,采用塞焊的方式与主箱体3内的加强筋固定焊接,而后对试验段进行真空试验检查,测量试验段各个部位的焊接质量、密封连接情况以及整体变形情况,合格后整个试验段完成现场安装。
80.在安装完成后,还需要进行校正,具体包括以下步骤:
81.s100:校正焊接法兰处主箱体3的面板平面度,根据法兰中心标高确定法兰安装中心线,布置直径为0.5mm钢丝作为法兰安装基准,其中法兰平面方向处上下两组钢丝待法兰组件安装后放置,根据法兰中心检查箱体上孔尺寸,保证法兰套筒与孔间隙单边不小于5mm;焊接之前,采用激光跟踪仪或中心轴线钢丝吊线的方式确保四个模型机构接口段15,两个纹影接口段11,喷管接口段9和扩压器接口段10同轴且连接法兰端面与风洞的中心轴线垂直,接管与孔之间的环形缝隙≥5mm,其中一根钢丝穿过两侧纹影接口段11,并绷紧;
82.s200:将法兰组合件定位在箱体本体上,通过测量法兰内孔至钢丝的距离调整法兰组件,待法兰组件形位公差尺寸调整合格后,圆周方向采用定位焊固定法兰组件;
83.s300:焊接法兰组件时采用分段对称焊接:将法兰组件的封板与箱体面板贴合处焊缝等分成12~16段,采用多层多道焊,每层每道焊接时均对称交错焊接;每层每道焊接过程中对法兰的变形情况进行监控,根据监控的情况随时调整焊接顺序。
84.其中,如图4中所示,喷管、扩压器等各个接口段均包括有连接法兰16和转接法兰18,连接法兰16和转接法兰18均连接在接管19上,且连接法兰16和转接法兰18之间通过加强筋17固定。
85.其中,如图5中所示,矩形波纹管6上设置有矩形的波纹节20,且矩形波纹管6的上下两端分别连接有方法兰21,方法兰21下部通过接管19以及加强筋17连接有耳板22,且两组耳板22之间安装有拉杆24,且矩形波纹管6的外侧套有外保护罩23。
86.综上所述,借助于本发明的上述技术方案,
87.本发明提供的一种高超声速风洞大尺度模块化试验段的现场安装工艺,适用于大口径风洞试验段的制作与安装,将整个试验段模块化,降低了制造成本,解决了此类超高超宽大型部件运输的难题,降低了运输成本;将大型部件通过模块的方式小型化,再重新焊接组装,解决了因安装空间狭小而相互干涉的问题、同时降低了施工现场使用的吊车规格;提高了现场安装的便捷性、安全性、降低了安装成本;在现场安装时更方便的进行各个部段的安装对位与精度调整,能够满足大口径风洞运行对试验段的技术要求,可推广应用于有较高精度要求的大型箱体容器或设备的制造与安装。
88.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1