用于汽车涂料模拟计算有效喷幅SB50的方法与流程
用于汽车涂料模拟计算有效喷幅sb50的方法
技术领域
1.本发明涉及汽车涂料与涂装领域,尤其涉及一种汽车涂料的模拟计算有效喷幅sb50的方法。
背景技术:
2.随着涂装技术的不断进步,静电喷涂获得了越来越广泛地关注,因为它大大地提高了涂料喷涂的上漆率,并能获得到更加美观绚丽的外观,满足不同客户更高的需求。静电喷涂的工作原理是通过雾化器旋杯的高速运转把涂料雾化成为微小的漆滴,在静电力的作用下均匀涂覆于车身、保险杠以及零部件表面。在静电喷涂中,有效喷幅sb50是判断实际喷涂中参数设置合理性的重要依据,也是制备高质量漆膜最为重要的指标。有效喷幅sb50的大小控制着喷涂轨迹的重叠率,决定了漆膜膜厚的稳定性与均一性。同时,在喷涂过程中有效喷幅sb50能够很明显的干预涂料漆膜的干湿状态,进而最终影响漆膜的颜色外观及其他性能。
3.cn109332033a涉及一种静电喷涂机器人针对非规则平面多边形涂层厚度均匀性的优化方法,其中,多道喷涂进行喷幅搭接,通过行程间的间距d的选择来提高漆膜的厚度均匀性。
4.目前,在汽车涂料试线或正式涂装前都会建立多套参数进行喷涂调试,通过有效喷幅sb50的计算,挑选优化有效喷幅sb50数据,以此确立最佳的喷涂应用参数。王城南等人《喷涂机器人喷幅偏小问题探究》中研究了喷涂流量、成形空气、旋杯转速和喷涂高压等因素的影响,找到成型空气环空气孔堵塞是导致此次喷涂机器人喷幅偏小的主要原因。然而,目前这些喷涂调试在实际筛选过程中存在着一定的局限性,容易造成涂料和设备资源不同程度的浪费,也容易对工程项目的进度造成一定的延迟。
5.因此,需要一种用于汽车涂料模拟计算有效喷幅sb50的方法,该方法可以防止涂料和设备资源的浪费,并提高涂装工艺环节的运转效率,避免出现延迟。
技术实现要素:
6.本发明示例实施方式的目的在于解决现有技术中存在的上述和其它的不足。本发明一方面提供1.一种模拟计算有效喷幅sb50的方法,其中,所述方法包括:
7.(1)基于两种或多种喷涂参数以及有效喷幅sb50的实际测量值,构建有效喷幅sb50的多元线性回归方程:
8.y=b0+b1x1+b2x2+
……bn
xn+se,
9.其中,y是有效喷幅sb50,
10.x1、x2……
xn是喷涂参数,各自独立地选自成型空气、涂料流量、旋杯转速、喷涂电压、喷涂速度或喷涂格度,
11.b1、b2……bn
是有效喷幅sb50与各喷涂参数之间的回归系数,
12.b0是常数项,
13.n是所选喷涂参数的数量,和
14.se是标准误差;
15.(2)选择一种或多种喷涂参数作为自变量,代入步骤(1)中的多元线性回归方程,计算有效喷幅sb50的模拟值。
16.在本发明一个实施方式中,所述多元线性回归方程是:
17.y=b0+b1x1+b2x2+b3x3+b4x4+se,
18.其中,y是有效喷幅sb50,
19.x1、x2、x3和x4分别是外圈成型空气、内圈成型空气、涂料流量和旋杯转速,
20.b1、b2、b3和b4分别是有效喷幅sb50与外圈成型空气、内圈成型空气、涂料流量和旋杯转速之间的回归系数,
21.b0是常数项,以及
22.se是标准误差。
23.在本发明一个实施方式中,步骤(2)中,选择成型空气、涂料流量和旋杯转速作为自变量,代入多元线性回归方程,计算有效喷幅sb50的模拟值。
24.在本发明一个实施方式中,所述回归系数和常数项通过最小二乘法进行评估。
25.在本发明一个实施方式中,步骤(1)中,所述多元线性回归方程通过数据分析软件进行构建。
26.在本发明一个实施方式中,所述数据分析软件包括minitab软件。
27.在本发明一个实施方式中,所述有效喷幅sb50的实际测量值通过以下方式测得:
28.(i)在基板的中间粘贴用于膜厚测量的高温胶带;
29.(ii)在选定的喷涂参数下,将涂料喷涂到基板上,形成漆膜;
30.(iii)测量漆膜上均匀分布的各采样点处的厚度,确定最大膜厚一半处的位置;和
31.(iv)测量漆膜两端最大膜厚一半处位置之间的距离,由此,获得有效喷幅sb50。
32.在本发明一个实施方式中,所述外圈成型空气或内圈成型空气的流量为零。
33.在本发明一个实施方式中,步骤(iii)中,在100-500个采样点处测量漆膜的厚度。
34.另一方面,本发明提供所述方法在喷涂参数优化、筛选以及新涂料施工性评估中的应用。
35.本发明引入统计学分析理念并结合数据分析软件(例如,minitab软件)来构建模型,由此能够快速地对涂料的有效喷幅sb50进行反馈,获得与实际误差较小、精准的有效喷幅sb50数据,可实现无喷涂下对涂料的应用施工状态进行预判评估,并设计针对该特定涂料适用于特定涂装设备的合理有效喷幅sb50,进而防止试线施工前涂料以及设备资源的浪费,提高涂装工艺环节的运转效率。
附图说明
36.通过结合附图对于本发明的示例性实施例进行描述,可以更好地理解本发明,在附图中:
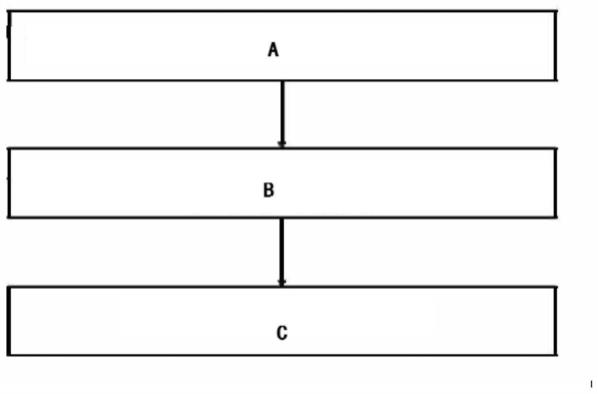
37.图1显示了在本发明一个实施方式中所述方法的基本流程示意图。
38.图2显示了本发明中有效喷幅sb50的测量示意图。
具体实施方式
39.本发明将参考其示例性实施方式在下文中更全面地进行描述。对这些示例性实施方式进行描述以使本发明完备和完整,并能够向本领域技术人员完全地展示本发明的范围。实际上,本发明可以以许多不同的形式实施,不应看作仅限于本文所述实施方式;并且,提供这些实施方式使得本发明可以满足适用的法律要求。
40.术语
41.在本文中,术语“喷幅”是指喷枪在一定喷涂距离(又称枪距)将涂料喷出后在基板上形成漆膜的宽度,单位可以mm表示。在本文中,术语“有效喷幅sb50”是指在最大膜厚一半处的喷幅宽度(mm)。如图2所示,用于本发明喷幅测量的漆膜的厚度分布为中间最大(最高膜厚值),然后向两端逐渐减小。因此,有效喷幅sb50是指从最大膜厚一半处的一端(左侧“1/2最高膜厚值”)到最大膜厚一半处的另一端(右侧“1/2最高膜厚值”)之间的距离(宽度)。
42.在本发明中,漆膜厚度的测量方式可以采用本领域常规的方式。在本发明一个的实施方式中,采用静电喷涂的方式,将涂料喷涂在马口铁板上,在马口铁板的中间贴上耐高温胶带。在本发明中,所述耐高温胶带是用于测量基材的膜厚。每个采样点的漆膜膜厚等于测量值减去该测量值对应行处的基材厚度,即,漆膜厚度=测量值-基材厚度。
43.在本发明中,所述漆膜的测量方式如下:
44.1.在例如马口铁板的基板中间贴上耐高温胶带;
45.2.对该基板进行静电喷涂,烘烤后形成漆膜;
46.3.撕去耐高温胶带;
47.4.依固定采样点(在一个实施方式中,放上固定模板),逐行测量厚度(t
总
),包括中间已撕去耐高温胶带的那一列的采样点的厚度(即,t
基板
);和
48.5.计算漆膜厚度t
漆膜
;即,t
漆膜
=t
总-t
基板
。
49.在本发明中,为了比较有效喷幅sb50的模拟值与实际测量值,需要在保持枪距不变的情况下进行。在本发明中,所述枪距的选择没有特别的限制,只要能满足实际静电喷涂所需即可。通常,本发明所述枪距可以在200-300mm的范围内进行选择,或者在本发明具体实施方式中,所述枪距为200mm。
50.在本文中,术语“多元线性回归方程”是指具有两个以上自变量的线性回归方程。该多元线性回归方程可以表示如下:
51.y=b0+b1x1+b2x2+
……bn
xn+se;
52.其中,y表示该多元线性回归方程的因变量;
53.x1、x2……
xn表示该多元线性回归方程的各自变量;
54.b0、b1、b2……bn
表示因变量与各自变量之间的回归系数,其反映相应自变量对因变量影响的重要程度,在本发明中,该回归系数可以通过最小二乘法进行估计和确定;
55.b0是常数项,在本发明中,该常数项可以通过最小二乘法进行估计和确定,在一些情况下,进行标准化处理之后(即,y-b0=x=0),最小二乘法在x-y直角坐标系中拟合直线从坐标系原点引出;
56.n是自变量的个数,以及
57.se表示该多元线性回归方程的标准误差,是实际测量值与模拟值之间离差的一种
度量。通常,标准误差se的计算公式可以如下:
[0058][0059]
其中,y表示多次的实际测量值(例如,y1、y2……yn
),y’表示多次实际测量值的平均值;n表示多次实际测量的次数。
[0060]
在本文中,术语“数据分析软件”是指在实际应用中辅助多元线性回归方程计算的软件。在本发明中,所述数据分析软件包括:sas统计软件(来自美国sas(赛仕)软件公司)、spss统计软件(来自spss公司)、minitab软件(由美国宾州大学研制)、sdas统计软件(来自由解放军总医院医学统计教研室开发)等。
[0061]
静电喷涂
[0062]
在本发明中,可以采用现有技术中常规的静电喷涂方式,并没有特别的限制。根据静电吸引的原理,可以利用电晕放电原理使雾化涂料在高压直流电场作用下带负电荷,并吸附于带正电荷基底表面的涂装方法。通常,静电喷涂设备由雾化器、喷枪、喷杯以及静电喷涂高压电源等组成。静电喷涂的类型可分为纯静电雾化和有附加能的静电雾化两大类。其中,按附加能的种类不同,有附加能的静电雾化可分为两类空气雾化法和液压雾化法两类。
[0063]
在本发明中,静电喷涂的雾化器包括但不限于:durr ecobell2雾化器(购自杜尔公司)、abb rb1000雾化器(购自abb公司)、fanuc雾化器(购自fanuc(发那科)公司)和sames pph707雾化器(购自萨麦斯公司)雾化器。
[0064]
在本发明中,静电喷涂的参数选择如下:
[0065]
(1)成型空气:0-600nl/分钟;
[0066]
(2)涂料流量:50-500nl/分钟;
[0067]
(3)旋杯转速:5-65krpm;
[0068]
(4)电压/高压:50-70kv;
[0069]
(5)喷涂速度/枪速:300-1000mm/s;
[0070]
(6)喷涂距离/枪距:200-300mm;以及
[0071]
(7)喷涂格度:80-150mm。
[0072]
涂料类型
[0073]
在本发明中,涂料类型没有特别的限制,只要其适用于进行静电喷涂即可。通常,本发明的涂料包括色漆、清漆、粉末涂料、高固体分涂料等;其中,色漆包括:水性色漆、溶剂型色漆、金属色漆、水性金属闪光涂料(红锆石)、金属闪光涂料(深黑)等;所述清漆包括双组份清漆涂料、溶剂型清漆等。
[0074]
在本发明具体实施方式中,所用涂料可以为oem水性色漆、溶剂型色漆、溶剂型清漆。其中,涂料的固含量通常为20-30%。水性色漆的粘度可以为80-100mpa
·
s(在23℃/1291s-1下测量);溶剂型色漆粘度10-20s(在23℃/din4#下测得);溶剂型清漆粘度25-27s(在23℃/din4#或fisher2#,下测得)。其中,1291-1s指的是水性色漆在1291导秒下的的高剪切粘度,一般用流变仪测得;din4#指的是测量溶剂型色漆的杯子型号,溶剂型色漆一般用秒数计粘度。fisher2#类似于din4#杯,是另一种测量杯子,fisher2#杯用来测量溶剂型清漆的粘度。
[0075]
在本发明中,所用涂料可以为水性宇宙黑闪光面漆(其粘度为92mpa.s,固含量为26.0%,ph值为8.1)、水性极地白单色底漆(其粘度为95mpa.s,固含量为31%,ph值为7.7)、水性开司米银闪光底漆(其粘度为100mpa.s,固含量为28%,ph值为8.5。
[0076]
多元线性回归方程的构建
[0077]
在本发明中,通过以下方式来获得有效喷幅sb50的实际测量值:
[0078]
(1)在基板的中间粘贴用于膜厚测量的高温胶带;
[0079]
(2)在选定的喷涂参数下,将涂料喷涂到基板上,形成漆膜;
[0080]
(3)测量漆膜上均匀分布的各采样点处的厚度,确定最大膜厚一半处的位置;和
[0081]
(4)测量漆膜两端最大膜厚一半处位置之间的距离,由此,获得有效喷幅sb50。
[0082]
除了改变一种或多种选定的喷涂参数,重复上述方式来获得有效喷幅sb50。根据选定的喷涂参数以及所获得的有效喷幅sb50,预先构建有效喷幅sb50的多元线性回归方程模型。
[0083]
在本发明中,基板类型没有特别的限制,只要其适用于进行静电喷涂并在其上提供稳定漆膜即可。通常,本发明所述基板包括铁板、铝合金板、铝板、塑料板、聚合物板等;具体的,包括马口铁板等。本发明所述基板的尺寸可以根据需要进行选择,没有特别的限制。在一个具体实施方式中,所述基板的尺寸可以为a3尺寸(即,30cm
×
45cm)等。在本发明具体的实施方式中,所述马口铁板可以是a3大小(30cm*45cm)的马口铁板。在本发明中,所述耐高温胶带的宽度可以是1-4cm、2-3cm或2cm。
[0084]
在本发明中,采用静电喷涂的方式,将涂料喷涂在基板上,在基板的中间贴上耐高温胶带。当采用色漆进行喷涂时,喷涂结束后在低温烘箱中在40-70℃、50-70℃或60-70℃的温度下烘烤4-10分钟、5-8分钟或6-7分钟,然后再在高温烘箱中在120-180℃、130-170℃、140-160℃或140-150℃的温度下烘烤10-60分钟、20-50分钟、30-40分钟或30分钟,由此在基本上提供漆膜。当采用清漆进行喷涂时,喷涂结束后在室温下闪干4-15分钟、6-12分钟、或7-10分钟,然后再在高温烘箱中在120-180℃、130-170℃、140-160℃或140-150℃的温度下烘烤10-60分钟、20-50分钟、30-40分钟或30分钟,由此在基本上提供漆膜。
[0085]
在本发明中,所述测量漆膜各处的厚度包括:在多个固定点上测量所述漆膜的膜厚,获得膜厚的分布情况。所述测量漆膜各处的厚度还包括:选用膜厚100-130μm的聚丙烯(pp)薄膜作为垫膜辅材,所有的测量需垫在pp薄膜上,并用固定的模板测量基板上100-500个、250-500个、300-500个、350-500个、400-500个、450-500个、100-450个、250-450个、300-450个、350-450个、400-450个、100-400个、250-400个、300-400个、350-400个、100-350个、250-350个、300-350个、100-300个、250-300个或100-250个采样点处的膜厚。所述采样点在整个测量喷幅的漆膜上均匀分布。
[0086]
在本发明的具体实施方式中,可以采用a3马口铁板,中间贴2.5cm的3m高温胶带。在选定的喷涂参数下,在漆膜未出现流挂的前提下,在基板的中间位置处往复喷涂2-6遍。然后,在23
±
2℃的温度和65
±
5%的湿度环境下闪干5-7分钟,在70-85℃的温度下低温烘烤5-10分钟,然后在140-160℃的温度下高温烘干并冷却。采用接触式磁性膜厚仪,并垫以聚丙烯(pp)材质的薄膜测量125点处的膜厚数据。根据上述有效喷幅sb50的定义和测量方式,计算在选定参数下的有效喷幅sb50。
[0087]
在本发明中,基于选定的喷涂参数,分析有效喷幅sb50的实际测量值,预先构建有
效喷幅sb50的多元线性回归方程模型。在本发明的实施方式中,有效喷幅sb50的实际测量值可以通过数据分析软件进行分析,以构建其多元线性回归方程。所述数据分析软件包括sas统计软件(来自美国sas(赛仕)软件公司)、spss统计软件(来自spss公司)、minitab软件(由美国宾州大学研制)、sdas统计软件(来自由解放军总医院医学统计教研室开发)等。在一个具体的实施方式中,所述数据分析软件包括市售的minitab软件。
[0088]
在本发明中,所述有效喷幅sb50的多元线性回归方程是
[0089]
y=b0+b1x1+b2x2+
……bn
xn+se,
[0090]
其中,y是有效喷幅sb50,
[0091]
x1、x2……
xn是喷涂参数,各自独立地选自成型空气、涂料流量、旋杯转速、喷涂电压、喷涂速度或喷涂格度,
[0092]
b1、b2……bn
是有效喷幅sb50与各喷涂参数之间的回归系数,
[0093]
b0是常数项,
[0094]
n是所选喷涂参数的数量,和
[0095]
se是标准误差。
[0096]
在本发明一个实施方式中,对有效喷幅sb50与各喷涂参数的数据分析是通过最小二乘法(曲线拟合)来进行,由此确定上述各回归系数b1、b2……bn
以及常数项b0。
[0097]
在本发明一些实施方式中,为简便计,b0+se常作为一个常数项计。
[0098]
在本发明中,多元线性回归方程中的自变量可以选自以下两个或多个静电喷涂的参数:(1)成型空气;(2)涂料流量;(3)旋杯转速;(4)电压/高压;(5)喷涂速度/枪速;以及(6)喷涂格度。同时,其它作为非自变量的参数可以保持固定不变。
[0099]
在本发明实施方式中,所述多元线性回归方程可以是三元线性回归方程:
[0100]
y=b0+b1x1+b2x2+b3x3+se,
[0101]
其中,y是有效喷幅sb50,
[0102]
x1、x2和x3分别是成型空气、涂料流量和旋杯转速,
[0103]
b1、b2和b3分别是有效喷幅sb50与成型空气、涂料流量和旋杯转速之间的回归系数,
[0104]
b0是常数项,和
[0105]
se是标准误差;
[0106]
其中,x1表示(内圈或外圈)成型空气,nl/分钟;x2表示涂料流量,nl/分钟;x3表示旋杯转速,krpm。其中,外圈成型空气表示静电喷涂设备中旋转空气,内圈成型空气表示静电喷涂设备中直行空气。
[0107]
在本发明一个实施方式中,对有效喷幅sb50与成型空气、涂料流量和旋杯转速的数据分析是通过最小二乘法(曲线拟合)来进行,由此确定针对成型空气、涂料流量和旋杯转速的回归系数b1、b2和b3以及常数项b0。
[0108]
有效喷幅sb50的评估
[0109]
在本发明中,在相同喷涂参数下,比较有效喷幅sb50的模拟值和实际测量值。在本发明中,有效喷幅sb50的模拟值和实际测量值之间相差很小,这证实:通过多元线性回归方程模拟计算有效喷幅sb50可以精准地匹配实际的喷涂施工。
[0110]
此外,可以设计多组喷涂参数的组合,将各喷涂参数代入本发明预先构建的多元
线性回归方程,计算有效喷幅sb50的模拟值,由此可以优化和/或筛选喷涂参数优化以及评估新涂料施工性。
[0111]
在图1中,显示了本发明具体实施方法中所述模拟计算有效喷幅的基本流程示意图。框a表示利用minitab软件进行统计分析,预先建立有效喷幅的多元线性回归方程;框b表示设计多组喷涂参数,将其代入多元线性回归方程,计算有效喷幅;和框c表示根据实际所需的施工情况(例如,有效喷幅需要),优化、筛选并确立合理的方案,所述方案包括各喷涂参数的组合。
[0112]
以下本发明将结合具体实施例做进一步的详细说明,使本发明的优点更为明显。应该理解,其中的内容只是用作说明,而绝非对本发明的保护范围构成限制。下列实施例中未注明具体条件的实验方法,通常按照常规条件,或按照制造厂商所建议的条件进行。
[0113]
实施例1
[0114]
i.在本实施例中,采用水性宇宙黑闪光面漆,其粘度为92mpa.s(在23℃/1291s-1下测量),涂料的固含量为26%,ph值为8.1。
[0115]
静电喷涂的喷涂设备采用durr外加电ecobell2雾化器(durr ecobell2雾化器)。喷涂参数如下:
[0116]
(1)外圈成型空气:400nl/分钟;
[0117]
(2)涂料流量/吐漆量:200nl/分钟;
[0118]
(3)旋杯转速:40krpm(雾化器旋杯型号n16010048);
[0119]
(4)电压/高压:65kv;
[0120]
(5)喷涂速度/枪速:500mm/s;以及
[0121]
(6)喷涂距离/枪距:200mm。
[0122]
采用a3马口铁板,中间贴购自3m公司的2.5cm的3m高温胶带。在上述喷涂参数下,在漆膜未出现流挂的前提下,在a3马口铁板的中间位置处往复喷涂2-6遍。然后,在23
±
2℃的温度和65
±
5%的湿度环境下闪干5分钟,在70℃的温度下低温烘烤5分钟,然后在140℃的温度下高温烘干30分钟并冷却。
[0123]
采用接触式磁性膜厚仪,并垫以聚丙烯(pp)材质的薄膜测量125点处的膜厚数据。根据上述有效喷幅sb50的定义和测量方式,计算在上述喷涂参数下的实际有效喷幅sb50,为390mm。
[0124]
ii.结合minitab软件,建立有效喷幅sb50的多元线性回归方程。
[0125]
y=b0+b1x1+b2x2+b3x3+se,
[0126]
其中,y是有效喷幅sb50,
[0127]
x1、x2和x3分别是外圈成型空气、涂料流量和旋杯转速,
[0128]
b1、b2和b3分别是有效喷幅sb50与外圈成型空气、涂料流量和旋杯转速之间的回归系数,分别为-0.3511、0.658和3.295,和
[0129]
b0+se=266.4;
[0130]
其中,x1表示外圈成型空气,nl/分钟;x2表示涂料流量,nl/分钟;x3表示旋杯转速,krpm。
[0131]
把预设好的喷涂参数(外圈成型空气400nl/分钟、涂料流量/200nl/分钟,雾化器旋杯型号n16010048,转速40krpm代入到上述多元线性回归方程中,得到模拟的有效喷幅
sb50 389mm。
[0132]ysb50
=266.4-0.3511
×
400+3.295
×
40+0.658
×
200=389.36≈389(mm)
[0133]
与实际有效喷幅sb50(390mm)相比,上述模拟的有效喷幅相差很小,不到1mm,即,与实际真实喷涂下的有效喷幅sb50吻合度为99.7%。
[0134]
实施例2
[0135]
i.在本实施例中,采用水性极地白单色底漆,其粘度为95mpa.s(在23℃/1291s-1下测量),涂料的固含量为31%,ph值为7.7。
[0136]
静电喷涂的喷涂设备采用durr外加电ecobell2雾化器(durr ecobell2雾化器)。喷涂参数如下:
[0137]
(1)内圈成型空气:300nl/分钟;
[0138]
(2)涂料流量/吐漆量:240nl/分钟;
[0139]
(3)旋杯转速:40krpm(雾化器旋杯型号n16010048);
[0140]
(4)电压/高压:65kv;
[0141]
(5)喷涂速度/枪速:460mm/s;以及
[0142]
(6)喷涂距离/枪距:200mm。
[0143]
采用a3马口铁板,中间贴购自3m公司的2.5cm的3m高温胶带。在上述喷涂参数下,在漆膜未出现流挂的前提下,在a3马口铁板的中间位置处往复喷涂2-6遍。然后,在23
±
2℃的温度和65
±
5%的湿度环境下闪干5分钟,在70℃的温度下低温烘烤5分钟,然后在140℃的温度下高温烘干30分钟并冷却。
[0144]
采用接触式磁性膜厚仪,并垫以聚丙烯(pp)材质的薄膜测量125点处的膜厚数据。根据上述有效喷幅sb50的定义和测量方式,计算在上述喷涂参数下的实际有效喷幅sb50,为360mm。
[0145]
ii.结合minitab软件,建立有效喷幅sb50的多元线性回归方程。
[0146]
y=b0+b1x1+b2x2+b3x3+se,
[0147]
其中,y是有效喷幅sb50,
[0148]
x1、x2和x3分别是内圈成型空气、涂料流量和旋杯转速,
[0149]
b1、b2和b3分别是有效喷幅sb50与内圈成型空气、涂料流量和旋杯转速之间的回归系数,分别为-0.6458、0.658和3.295,和
[0150]
b0+se=266.4;
[0151]
其中,x1表示内圈成型空气,nl/分钟;x2表示涂料流量,nl/分钟;x3表示旋杯转速,krpm。
[0152]
把预设好的喷涂参数(内圈成型空气300nl/分钟、涂料流量/240nl/分钟,雾化器旋杯型号n16010048,转速40krpm代入到上述多元线性回归方程中,得到模拟的有效喷幅sb50 362mm。
[0153]
与实际有效喷幅sb50(360mm)相比,上述模拟的有效喷幅相差很小,仅仅2mm,即,与实际真实喷涂下的有效喷幅sb50吻合度为99.4%。
[0154]
实施例3
[0155]
i.在本实施例中,采用水性开司米银闪光底漆,其粘度为100mpa.s(在23℃/1291s-1下测量),涂料的固含量为28%,ph值为8.5。
[0156]
静电喷涂的喷涂设备采用durr外加电ecobell2雾化器(durr ecobell2雾化器)。喷涂参数如下:
[0157]
(1)外圈成型空气:550nl/分钟;
[0158]
(2)涂料流量/吐漆量:200nl/分钟;
[0159]
(3)旋杯转速:55krpm(雾化器旋杯型号n16010048);
[0160]
(4)电压/高压:65kv;
[0161]
(5)喷涂速度/枪速:480mm/s;以及
[0162]
(6)喷涂距离/枪距:200mm。
[0163]
采用a3马口铁板,中间贴购自3m公司的2.5cm的3m高温胶带。在上述喷涂参数下,在漆膜未出现流挂的前提下,在a3马口铁板的中间位置处往复喷涂2-6遍。然后,在23
±
2℃的温度和65
±
5%的湿度环境下闪干5分钟,在70℃的温度下低温烘烤5分钟,然后在140℃的温度下高温烘干30分钟并冷却。
[0164]
采用接触式磁性膜厚仪,并垫以聚丙烯(pp)材质的薄膜测量125点处的膜厚数据。根据上述有效喷幅sb50的定义和测量方式,计算在上述喷涂参数下的实际有效喷幅sb50,为390mm。
[0165]
ii.结合minitab软件,建立有效喷幅sb50的多元线性回归方程。
[0166]
y=b0+b1x1+b2x2+b3x3+se,
[0167]
其中,y是有效喷幅sb50,
[0168]
x1表示外圈成型空气,nl/分钟;x2表示涂料流量,nl/分钟;x3表示旋杯转速,krpm,
[0169]
b1、b2和b3分别是有效喷幅sb50与外圈成型空气、涂料流量和旋杯转速之间的回归系数,分别为-0.3511、0.658和3.295,和
[0170]
b0+se=266.4。
[0171]
把预设好的喷涂参数(外圈成型空气500nl/分钟、涂料流量/200nl/分钟,雾化器旋杯型号n16010048,转速55krpm代入到上述多元线性回归方程中,得到模拟的有效喷幅sb50 386mm。
[0172]
与实际有效喷幅sb50(390mm)相比,上述模拟的有效喷幅相差很小,仅仅4mm,即,与实际真实喷涂下的有效喷幅sb50吻合度为98.97%。
[0173]
基于以上各个实施例,有效喷幅sb50的模拟值与实际有效喷幅sb50的测量值十分接近,这证实,本发明的模拟计算有效喷幅sb50的方法可快速、准确地获得有效喷幅sb50,据此可以优化和筛选合适的喷涂参数。
[0174]
以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本发明的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1