一种快速检测多个单只外形尺寸的方法与流程
1.本发明涉及线路板制作技术领域,具体为一种快速检测多个单只外形尺寸的方法。
背景技术:
2.pcb生产过程中,为满足生产设备对pcb长度、宽度的要求,同时提高生产、检测、装配效率,oem或者ems厂商都会优先选择多个单只pcb组成连片的方式生产,具体如图1所示,即单一连片包含2个pcb单只,实现一次生产,2个产出的目的,籍此达到降低生产以及检测之成本。随着pcb朝向体积更小、质量更轻、功能更复杂的方向发展,pcb连片生产包含的单只pcb数目正逐渐增多,单只外形、单只尺寸也越来越复杂,具体如图2所示,即单一连片包含多个pcb单只,实现一次生产,多个产出的目的。
3.目前,pcb连片外形尺寸的常规检测方法为(1)pcb连片外形机械加工完成,清洗后进入qc检验工序;(2)qc人员人员利用游标卡尺、三次元测量仪对pcb实物板外形进行逐一量测,读取记录数据,核对实际数据与图纸数据是否一致,判断品质是否合格;(3)qc人员对所有pcb连片重复第2 步操作;(4)合格品进入下工序。该种常规检测方法使复杂的单只外形尺寸量测的工作量成倍率加大,且量测效率低、产出成本高、数据稳定性差。
技术实现要素:
4.为此,申请人提供一种量测效率高、产出成本低、品质好及量测工作量小的快速检测多个单只外形尺寸的方法。
5.为了实现上述目的,通过以下技术方案实现。
6.一种快速检测多个单只外形尺寸的方法,包括如下步骤,s1:外形量测模具的制作,根据pcb连片的外形尺寸资料制作外形量测模具,所述外形量测模具包括模具a、模具b和模具c,其中模具a的整体凹槽测量区域尺寸比pcb连片整体尺寸大a mm,模具b的整体凹槽测量区域尺寸比pcb连片整体尺寸小a mm,模具c的整体凹槽测量区域尺寸比pcb连片整体尺寸小(a+0.01)mm,其中a为pcb连片的公差尺寸;s2:多个单只外形检测,将s1步骤制得的模具a、模具b和模具c分别水平放置在检验平台上,然后将待检pcb依次套入模具a、模具b和模具c进行pcb连片的多个单外形尺寸检测,具体判定方法如下:(1)将待检pcb套入模具a,如待检pcb无法套入或pcb翘起,则pcb连片尺寸超出正a mm公差范围,产品不合格;如能套入,则转入下一步操作;(2)将能套入模具a的待检pcb取出并套入模具b,如无法套入或pcb翘起,则pcb连片尺寸合格,pcb连片尺寸在正、负 a mm公差范围内,如无法套入,则转入下一步操作;(3)将无法套入模具b的待检pcb套入模具c,如无法套入或pcb翘起,则pcb连片尺寸合格;如能套入,则pcb连片尺寸超出负 a mm公差范围,产品不合格。
7.进一步地,所述外形量测模具的制作,包括如下步骤,
s1:开模图制作,根据pcb连片资料选定模具定位孔,根据pcb连片上的多个单只外形尺寸及整体外形尺寸分别进行1:1制作模具a、模具b和模具c的开模图纸,其中模具a的开模图纸对pcb连片整体尺寸加大 a mm进行制作,模具b的开模图纸对pcb连片整体尺寸减小 a mm进行制作,模具c的开模图纸对pcb连片整体尺寸减小 (a+0.01) mm进行制作;s2:选取板材,根据pcb连片外形尺寸选取相对应的钢板作为模具制作板;s3:模具制作,先根据开模图纸设计生产程式,再利用数控机床铣去除模具制作板上的pcb交货区域,使pcb交货区域形成多个连片检测凹槽,检测凹槽的深度大于pcb连片的厚度,除pcb交货区域外的其它区域保留。
8.进一步地,所述pcb连片的公差尺寸 a 为 0.10。
9.进一步地,所述模具制作板的厚度比待检pcb板的厚度大10mm~15mm。
10.进一步地,所述模具制作板的外形尺寸的长、宽分别比待检pcb板的整体外形尺寸的长、宽大5mm~10mm。
11.进一步地,所述检测凹槽的深度比待检pcb的厚度大0.4mm。
12.进一步地,在外形量测模具制作完成后,作业人员对模具a、模具b和模具c进行逐一量测,将量测数据与开模图纸核对,验证模具是否合格。
13.进一步地,作业人员利用游标卡尺和三次元量测仪对模具a、模具b和模具c进行量测。
14.进一步地,所述模具制作板的边缘均设置有卸板区,所述卸板区的板材利用数控机床铣去除,使形成铣空的卸板区。
15.本发明快速检测多个单只外形尺寸的方法与现有技术相比,具有如下有益效果:本发明方法省去了传统人工重复量测每个单只外形尺寸工序,有效缩短了生产周期,为客户为客户和厂家创造了更大价值,同时方便了后续的品质追溯和工艺改进;该方法节省了人力、物力,降低了劳动强度,有效提高了生产效率,对于品质的稳定性和异常的防范,提供了稳固的基础;该方法把人工重复操作步骤改变为一次完成,有利于标准地制定和执行,操作过程可控,可实现规模化生产。
附图说明
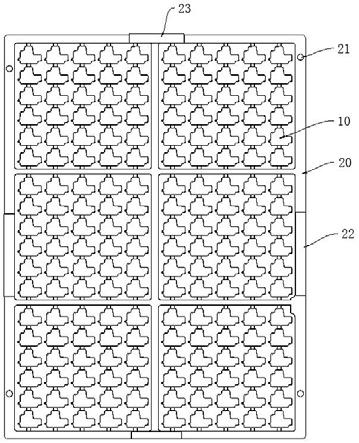
16.图1为现有技术中pcb连片仅包含2个单只且外形规则的pcb连片示意图;图2为现有技术中pcb连片包含多个单只且外形复杂、不规则的pcb连片示意图;图3为使用本发明快速检测多个单只外形尺寸的方法检测的的pcb连片示意图;图4为本发明快速检测多个单只外形尺寸的方法中制作的模具示意图。
具体实施方式
17.下面将结合具体实施例对本发明快速检测多个单只外形尺寸的方法作进一步详细描述。
18.参照图3和图4,本发明以客户提供的包含多个单只且外形复杂、不规则的pcb连片(以下简称待检pcb)为例,进行说明本发明提供的一种快速检测多个单只外形尺寸的方法。具体地,待检pcb的外形尺寸公差a为常规
±
0.10mm,模具制作公差控制在
±
0.05mm,所述快速检测多个单只外形尺寸的方法包括如下步骤,
首先,先进行pcb连片的加工,以及外形量测模具的制作。其中,pcb连片的加工:通过机械加工的方式完成对pcb连片外形的加工,并对加工后的pcb连片进行清洗后进入qc检验工序;外形量测模具的制作:根据pcb连片的外形尺寸资料制作外形量测模具,所述外形量测模具包括模具a、模具b和模具c,其中模具a的整体凹槽测量区域尺寸比pcb连片整体尺寸大a mm,模具b的整体凹槽测量区域尺寸比pcb连片整体尺寸小a mm,模具c的整体凹槽测量区域尺寸比pcb连片整体尺寸小(a+0.01)mm,其中a为pcb连片的公差尺寸,由本发明选取的pcb连片可知,pcb连片的公差尺寸为0.10mm,则模具a的凹槽测量区域尺寸比pcb连片外形尺寸大0.10mm,模具b的凹槽测量区域尺寸比pcb连片外形尺寸小0.10mm,模具c的凹槽测量区域尺寸比pcb连片外形尺寸小0.11mm。外形量测模具采用由模具a、模具b和模具c三个凹槽测量区域不同的三套模具构成,其中,模具a用于检测pcb连片外形尺寸是否超出正公差,模具b用于检测pcb连片外形尺寸是否在正、负公差范围内,模具c用于二次确认检测pcb连片外形尺寸是否超出负公差,进而确保模具检测外形的准确性。
19.然后,利用已制作的外形量测模具进行待检pcb多个单只外形的检测。具体地,将上述步骤制得的模具a、模具b和模具c分别水平放置在检验平台上,然后将待检pcb依次套入模具a、模具b和模具c进行pcb连片的多个单外形尺寸检测,具体判定方法如下:(1)将待检pcb套入模具a,如待检pcb无法套入或pcb翘起,则pcb连片尺寸超出正0.10 mm公差范围,产品不合格;如能套入,则转入下一步操作;(2)将能套入模具a的待检pcb取出并套入模具b,如无法套入或pcb翘起,则pcb连片尺寸合格,pcb连片尺寸在正、负 0.10 mm公差范围内,如无法套入,则转入下一步操作;(3)将无法套入模具b的待检pcb套入模具c,如无法套入或pcb翘起,则pcb连片尺寸合格;如能套入,则pcb连片尺寸超出负 0.10 mm公差范围,产品不合格。
20.经上述检测pcb连片外形合格的产品进入下一工序。
21.参照图3和图4,本发明一非限制实施例,所述外形量测模具的制作,包括如下步骤,s1:开模图制作,根据pcb连片资料选定模具定位孔(21),所述模具定位孔(21)设置在各模具的边框(20)上,根据pcb连片上的多个单只外形尺寸及整体外形尺寸分别进行1:1制作模具a、模具b和模具c的开模图纸,其中模具a的开模图纸对pcb连片整体尺寸加大 0.10 mm进行制作,模具b的开模图纸对pcb连片整体尺寸减小 0.10 mm进行制作,模具c的开模图纸对pcb连片整体尺寸减小 0.11 mm进行制作;s2:选取板材,根据pcb连片外形尺寸选取相对应的钢板作为模具制作板,选取的板材厚度比待检pcb板的厚度大10mm~15mm,确保模具制作板在设置检测凹槽(10)后具有一定厚度的槽底,确保模具制作板在设置检测凹槽(10)后的槽底具有足够的强度;选取的板材外形尺寸的长、宽分别比待检pcb板的整体外形尺寸的长、宽大5mm~10mm,确保模具制作板不仅能放置待检pcb,同时使模具制作板具有边框,便于作业人员搬运或操作,本实施例中,所述模具制作板的每个边框处均设置有卸板区,所述卸板区的板材利用数控机床铣去除,使形成铣空的卸板区,如图4所示,本实施例中,所述卸板区包括纵向边框上的第一卸板区(22)和横向边框上的第二卸板区(23),便于作业从模具横向和纵向进行卸板业;
s3:模具制作,先根据开模图纸设计生产程式,再利用数控机床铣去除模具制作板上的pcb交货区域,使pcb交货区域形成多个连片检测凹槽(10),检测凹槽(10)的深度大于pcb连片的厚度,本实施例中,所述检测凹槽(10)的深度比待检pcb的厚度大0.4mm,使模具在深度方向确保待检pcb能全部放入,进而通过模具在深度方向检测检pcb是否合格;所述模具制作板上,除pcb交货区域外的其它区域均保留,用于为模具提供充足的支撑和强度。
22.参照图3和图4,本发明一非限制实施例,在外形量测模具制作完成后,作业人员对模具a、模具b和模具c进行逐一量测,将量测数据与开模图纸核对,验证模具是否合格。具体地,作业人员利用游标卡尺和三次元量测仪对模具a、模具b和模具c进行量测。
23.结合图3和图4,本发明快速检测多个单只外形尺寸的方法与现有技术相比,具有如下有益效果:本发明方法省去了传统人工重复量测每个单只外形尺寸工序,有效缩短了生产周期,为客户为客户和厂家创造了更大价值,同时方便了后续的品质追溯和工艺改进;该方法节省了人力、物力,降低了劳动强度,有效提高了生产效率,对于品质的稳定性和异常的防范,提供了稳固的基础;该方法把人工重复操作步骤改变为一次完成,有利于标准地制定和执行,操作过程可控,可实现规模化生产。
24.上述实施例仅为本发明的具体实施例,其描述较为具体和详细,但并不能因此而理解为对本发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些显而易见的替换形式均属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1