一种飞机壁板加工特征面的扫描路径生成方法
1.本发明属于飞机蒙皮数字化检测技术领域,具体地涉及一种飞机壁板加工特征面的扫描路径生成方法。
背景技术:
2.随着我国航空航天事业的快速发展,我国在飞行器研发与制造领域取得了重大突破。其中飞机蒙皮作为飞机的气动力外形构件,对飞机的性能和安全起到了非常关键的作用。飞机蒙皮的数字化测量,在近年来逐渐大规模取代了传统的手工测量方式,以其精准高效的优势推动了航空制造业的升级转型。数字化测量需要通过扫描仪获取到飞机蒙皮或零部件的三维数字化模型或其点云,对于一般的蒙皮构件,可以使用机械臂操控扫描仪进行自动化扫描,其扫描路径相对简单,且能够得到较为完整的三维模型。
3.然而对于飞机壁板的加工特征面:筋特征面、槽特征面、孔特征面,由于加工特征面在飞机壁板的侧壁上,使得简单的机械臂扫描往往会缺失这些加工特征面。
技术实现要素:
4.针对现有技术中存在的问题,本发明提供了一种飞机壁板加工特征面的扫描路径生成方法,该扫描路径生成方法对飞机壁板上的加工特征面进行扫描路径的提取,以联合其整体扫描路径解决航空制造业数字化测量过程中对飞机壁板的自动化扫描难以保证其扫描结果完整性的问题。
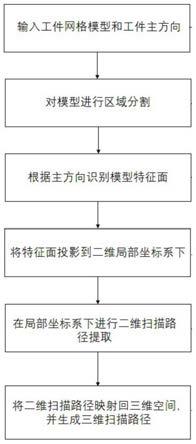
5.为实现上述目的,本发明采用如下技术方案:一种飞机壁板加工特征面的扫描路径生成方法,包括如下步骤:
6.(1)将待扫描的飞机壁板水平放置在扫描平台上,将垂直于所述扫描平台向上的方向作为飞机壁板的主方向,并获取待扫描的飞机壁板的三角网格模型,所述三角网格模型由三角面片构成;
7.(2)将步骤(1)确定的三角网格模型进行区域分割;
8.(3)对区域分割后的每一个区域,将区域内的所有三角面片法向量的均值作为该区域的法向量,若其和主方向的夹角为直角,将该区域作为加工特征面;
9.(4)将所述加工特征面投影到各自二维局部坐标系下,对每个加工特征面分别进行二维扫描路径的提取;
10.(5)将提取的二维扫描路径映射到三维空间,生成三维扫描路径。
11.进一步地,步骤(2)具体包括如下子步骤:
12.(2.1)对于所述三角网格模型中的每一条三角面片边,分别计算涉及该边的两个三角面片的法向量;
13.(2.2)计算两个三角面片的法向量之间的夹角,若所述夹角超过阈值,则分别将该两个三角面片标记为不同的区域;若所述夹角不超过阈值,则判断这两个三角面片是否已进行区域标记,若两个三角面片中至少有一个没有进行区域标记,则将该两个三角面片标
记为相同的区域,若两个三角面片均进行区域标记,但属于不同区域,则将该两个三角面片所对应的区域标记为同一区域;
14.(2.3)遍历完所有的三角面片边时,完成对所述三角网格模型的区域分割。
15.进一步地,所述三角面片的法向量n的计算过程为:
16.n=(v2
‑
v1)*(v3
‑
v1)
17.其中,v1、v2、v3分别为三角面片的三个节点。
18.进一步地,步骤(4)中每个加工特征面各自的二维局部坐标系通过以下方法构建:利用主成分分析法统计每个加工特征面上所有三角面片节点的坐标构成的数据矩阵所对应的协方差矩阵的特征值和特征向量,取最大的特征值所对应的特征向量作为二维局部坐标系的x轴,取次大的特征值所对应的特征向量作为二维局部坐标系的y轴,特征面的均值中心作为二维坐标系的原点。
19.进一步地,步骤(4)中进行二维扫描路径的提取的过程具体为:
20.(4.1)在二维局部坐标系中,对一个加工特征面所覆盖的x轴进行等间距点采样;
21.(4.2)在每个采样点上作平行于该二维局部坐标系的y轴且穿过加工特征面的直线,将所述直线作为投影线;
22.(4.3)每条投影线和加工特征面的边界至少形成两个交点,将所述交点中的两个边界交点的平均值坐标作为所述采样点对应的扫描点;
23.(4.4)将扫描点的方向向量按顺序指向下一个扫描点,直至最终的方向向量指向最后一个扫描点,获得所述加工特征面的二维扫描路径;
24.(4.5)对所有的加工特征面重复步骤(4.1)
‑
(4.4),得到所述飞机壁板的加工特征面的二维扫描路径。
25.进一步地,点采样的间距参考值为2cm。
26.现有技术相比,本发明具有以下有益效果:本发明通过对飞机壁板的三角网络模型进行分割,并判断每个分割的区域是否为加工特征面,从而实现对加工特征面的扫描路径生成。本发明利用加工模型较为规则的特点,利用简化的区域增长原理进行特征面分割,基于经验对特征面进行提取。本发明解决了航空制造业数字化测量过程中对飞机壁板的自动化扫描难以保证其扫描结果完整性的问题,可以对飞机壁板上复杂加工特征中难以一次扫描到的部位进行扫描路径提取,可以联合整体壁板的扫描路径进行规划从而避免扫描结果重要加工信息的缺失。
附图说明
27.图1为本发明飞机壁板加工特征面的扫描路径生成方法的流程示意图;
28.图2为待扫描的飞机壁板的示意图;
29.图3为本发明中的三角网格模型示意图;
30.图4为本发明三角网格模型区域分割示意图;
31.图5为本发明中加工特征面识别示意图;
32.图6为本发明中飞机壁板加工特征面的扫描路径生成方法生成的扫描路径示意图。
具体实施方式
33.下面结合附图对发明的技术方案作进一步详细描述。
34.为解决航空制造业数字化测量工程中对飞机壁板的自动化扫描难以保证其扫描结果完整性的问题,本发明提供了一种飞机壁板加工特征面的扫描路径生成方法,实现对飞机壁板的精细化扫描,该扫描路径生成方法的流程图如图1所示,该方法具体包括如下步骤:
35.(1)将待扫描的飞机壁板水平放置在扫描平台上,将垂直于所述扫描平台向上的方向作为飞机壁板的主方向,如图2所示,并获取待扫描的飞机壁板的三角网格模型,三角网络模型由节点和连接节点的边构成,三条互相连接的边构成三角面片,三角网格模型由若干个三角面片构成;
36.(2)将步骤(1)确定的三角网格模型进行区域分割;具体包括如下子步骤:
37.(3.1)如图3,对于所述三角网格模型中的每一条三角面片边e,分别计算涉及该边的两个三角面片t1、t2的法向量n1、n2,构成三角面片t1的三个节点分别为v1、v2、v3,则该面片的法向量n1为:
38.n=(v2
‑
v1)*(v3
‑
v1)
39.(3.2)计算两个三角面片的法向量之间的夹角,若所述夹角超过阈值,则分别将该两个三角面片标记为不同的区域;若所述夹角不超过阈值,则判断这两个三角面片是否已进行区域标记,若两个三角面片中至少有一个没有进行区域标记,则将该两个三角面片标记为相同的区域,若两个三角面片均进行区域标记,但属于不同区域,则将该两个三角面片所对应的区域标记为同一区域;该过程中的阈值可以控制分割区域的平直度,阈值越小,所分割区域越接近于平面,阈值较大,即允许分割区域包含一定程度的弯曲,在本发明的技术方案中,阈值设定大小根据不同工件而定,其中,筋特征和槽特征的阈值为2
‑
5deg,孔特征的阈值为5
‑
15deg。
40.(3.3)遍历完所有的三角面片边时,完成对所述三角网格模型的区域分割。如图4为三角网格模型区域分割示意图,显示了不同的分割面,说明各个不同特征面已被提取,本发明的区域分割方法能快速有效地提取加工特征。
41.(3)由于飞机壁板的加工特征包含筋特征、槽特征、孔特征,这些特征的侧壁是在单次扫描中不易被获取的部分,它们的共同特征是面法矢垂直于壁板的主方向,因此,对区域分割后的每一个区域,将区域内的所有三角面片法向量的均值作为该区域的法向量,若其和主方向的夹角为直角,将该区域作为加工特征面,如图5所示,加工特征面均与图2所示主方向垂直。
42.(4)将所述加工特征面投影到各自二维局部坐标系下,对每个加工特征面分别进行二维扫描路径的提取。
43.本发明中,每个加工特征面各自的二维局部坐标系通过以下方法构建:利用主成分分析法统计每个加工特征面上所有三角面片节点的坐标构成的数据矩阵所对应的协方差矩阵的特征值和特征向量,取最大的特征值所对应的特征向量作为二维局部坐标系的x轴,取次大的特征值所对应的特征向量作为二维局部坐标系的y轴,特征面的均值中心作为二维坐标系的原点。
44.本发明中,二维扫描路径的提取的过程具体为:
45.(4.1)在二维局部坐标系中,对一个加工特征面所覆盖的x轴进行等间距点采样,点采样的间距参考值为2cm;
46.(4.2)在每个采样点上作平行于该二维局部坐标系的y轴且穿过加工特征面的直线,将所述直线作为投影线;
47.(4.3)每条投影线和加工特征面的边界至少形成两个交点,将所述交点中的两个边界交点的平均值坐标作为所述采样点对应的扫描点;
48.(4.4)将扫描点的方向向量按顺序指向下一个扫描点,直至最终的方向向量指向最后一个扫描点,当计算完所有扫描点及其方向向量时,获得所述加工特征面的二维扫描路径;
49.(4.5)对所有的加工特征面重复步骤(4.1)
‑
(4.4),得到所述飞机壁板的加工特征面的二维扫描路径。
50.(5)将提取的二维扫描路径映射到三维空间,然后根据实际扫描需要确定好扫描仪的扫描距离以及扫描角度,对变换后的扫描路径沿着扫描角度进行相应距离的偏置,生成三维扫描路径。
51.如图6为本发明中飞机壁板加工特征面的扫描路径生成方法生成的扫描路径示意图,其中每一条虚线段为一个加工特征面的扫描路径,虚线上的点为机械臂的运动路径点。
52.本发明中基于多描述子投票的蒙皮局部点云配准方法不局限于飞机蒙皮数字化检测,其中应当包括且不限于汽车、船舶等领域的蒙皮数字化检测技术。还应注意的是,本发明并不局限于上面已经描述并附图中示出的精确结构,并且可以不在脱离其范围进行各种修改和改变。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1