一种3D打印制件孔型缺陷的可检测性能的检测方法与流程
一种3d打印制件孔型缺陷的可检测性能的检测方法
技术领域
1.本发明属于无损检测技术领域,具体地说,涉及一种3d打印制件孔型缺陷的可检测性能的检测方法。
背景技术:
2.3d打印即快速成型技术,它是一种以数字模型文件为基础,运用粉末状金属或塑料等可粘合材料,通过逐层打印的方式来构造物体的技术。孔型缺陷是3d打印制造中极易产生的内部缺陷,易对3d打印制件的力学性能产生严重影响,进而制约实际产品的工程化应用。在合金粉末的激光熔化过程中,激光束熔化合金粉末呈液相,激光与粉末的作用时间极短(通常范围为0.5~25ms),同时液相的凝固过程也很快。如果合金粉末的致密度不够,颗粒间存在缝隙,也会存在气体,那么在合金快速凝固的过程中,由于气体不能及时完全排出,部分就会存在于熔体中,而在凝固时再析出从而形成孔洞。
3.针对3d打印制件内部的孔型缺陷检测,主要有射线检测技术和工业ct(工业用计算机断层成像技术)检测技术可选用。
4.对结构简单,零件构型厚度较小的3d打印制件一般可直接采用射线检测技术。该技术利用射线可穿透可见光不能穿透的物体,而且在穿透物体的同时将和物质发生复杂的物理和化学作用,可以使原子发生电离,使某些物质发出荧光,还可以使得某些物质产生光化学反应。如果工件内部区域存在缺陷,它将改变物体对射线的衰减,引起透射射线强度的变化,这样采用胶片或数字面阵探测器来接收穿透后的射线强度,通过对后续的处理后得到射线底片或数字射线影像。射线检测对缺陷的识别能力,与射线穿透被检测物体的厚度相关,检测厚度越后,对细小缺陷的识别能力越差,为验证被检测物体的孔型缺陷识别能力,在检测的过程中一般都采用孔型像质计验证所对应的检测灵敏度。该技术在工业上已应用上百年,技术与质量控制体系现均已非常成熟。但该技术对被检测物体的形状外形影响很大,越是复杂的被检测对象,检测的盲区越多。
5.工业ct检测技术是在射线检测技术的基础上发展起来的,其基本原理是当经过准直的射线能量束穿过被检物时,根据各个投射方向上体积元的衰减系数不同,探测器接收到的射线能量也不同,按照一定的图像重建算法,即可获得被检对象截面的ct检测影像图。该技术可以弥补射线检测技术的不足,无论多复杂的被检测对象,工业ct均能进行100%检测,且工业ct的射线能量最高做到16mev,能满足大厚度物体的检测。按射线检测的基本原理,工业ct检测技术也存在随检测厚度的增加对细小缺陷的识别能力减小的情况,同时还因射线能量的不同、探测器的不同和软件重建算法不同也导致细小缺陷识别上的差异。针对多腔体、大厚度且纯在点阵结构的3d打印制件,工业ct检测技术为首选检测方法。
6.目前3d打印制件每年都在快速增长,对工业ct检测的需求也日益旺盛。但工业ct的检测服务商不能系统的证明在各种材料在不同穿透厚度的下,工业ct设备对孔型缺陷的极限识别能力,仅基于经验的判断能识别的缺陷,不能为3d打印制件提供可靠的质量保障,也不利于3d打印制造技术的发展和提升,不利于零件制造的设计方编制相关的零件验收类
技术文件。
技术实现要素:
7.本发明针对现有技术的上述缺陷,提出了一种3d打印制件孔型缺陷的可检测性能的检测方法;通过圆柱基体和孔型缺陷圆柱体对各种不同能量和型号的工业ct检测设备的验证,并可重复制作,确保高质量水平,从而确定工业ct检测方法与检测设备是否可靠,还可通过不同厚度下所发现的孔型缺陷对比,验证ct检测设备在此厚度下的极限孔型缺陷的检出能力,为3d打印制件直接提供可量化的缺陷检出,为3d打印制造工艺水平的提升提供依据。
8.本发明具体实现内容如下:本发明提出了一种3d打印制件孔型缺陷的可检测性能的检测方法,用于对工业ct检测设备的可检测性能进行检测,具体包括以下步骤:步骤1:制作孔型缺陷圆柱体;所述孔型缺陷圆柱体外形尺寸为φ10mm
×
10mm的圆柱体,尺寸精度为﹣0.05mm~0.00mm;在所述孔型缺陷圆柱体上设置不同规格的人工孔型缺陷;步骤2:制作用于放置孔型缺陷圆柱体的圆柱基体;所述圆柱基体设置五个型号,外形尺寸分别为:φ20mm
×
80mm、φ30mm
×
80mm、φ40mm
×
80mm、φ50mm
×
80mm、φ60mm
×
80mm,规格尺寸精度为
±
0.1mm,表面粗糙度ra(μm)为1.6;在每个圆柱基体的上端面圆心处进行加工,生成一个φ10mm
×
10mm的凹平底孔,尺寸精度为0.00mm~+0.05mm,所述凹平底孔主要用于放置孔型缺陷圆柱体;步骤3:使用工业ct检测设备对孔型缺陷圆柱体或者使用孔型缺陷圆柱体与圆柱基体的结合进行人工孔型缺陷的检测;步骤4:根据检测结果分析得到工业ct检测设备的可检测性能的程度。
9.为了更好地实现本发明,进一步地,所述步骤1中的人工孔型缺陷的设置具体为:在所述孔型缺陷圆柱体的上端面,半径为2.5mm位置,每间隔72
°
预制5个人工孔型缺陷;所述人工孔型缺陷为圆孔,直径分别为500μm,400μm,300μm,200μm,100μm,直径尺寸精度为
±
0.01mm,孔径深度为2mm,规格深度精度为
±
0.1mm。
10.为了更好地实现本发明,进一步地,所述步骤3中,孔型缺陷圆柱体与圆柱基体的结合的具体操作为:在圆柱基体的凹平底孔内使用黄油润滑,然后将孔型缺陷圆柱体放置在凹平底孔内。
11.为了更好地实现本发明,进一步地,所述圆柱基体(1)和孔型缺陷圆柱体(2)均采用送粉模式的3d打印方式制作而出;在制作过程中:首先制作比实际规格略大的3d打印毛坯材料,经无损检测后确定毛坯材料内部无任何缺陷,然后采用机加的方式加工到所需尺寸和粗糙度;最后再排查出原材料中存在的缺陷,将经过排查没有缺陷的作为最后的制作成品。
12.为了更好地实现本发明,进一步地,所述圆柱基体(1)和孔型缺陷圆柱体(2)采用高温合金粉末制成。
13.为了更好地实现本发明,进一步地,所述圆柱基体(1)和孔型缺陷圆柱体(2)采用铝粉制成。
14.为了更好地实现本发明,进一步地,所述圆柱基体(1)和孔型缺陷圆柱体(2)采用钛粉制成。
15.本发明与现有技术相比具有以下优点及有益效果:本发明通过圆柱基体(1)和孔型缺陷圆柱体(2)对各种不同能量和型号的工业ct检测设备的验证,并可重复制作,确保高质量水平,从而确定工业ct检测方法与检测设备是否可靠,还可通过不同厚度下所发现的孔型缺陷对比,验证ct检测设备在此厚度下的极限孔型缺陷的检出能力,为3d打印制件直接提供可量化的缺陷检出,为3d打印制造工艺水平的提升提供依据。
附图说明
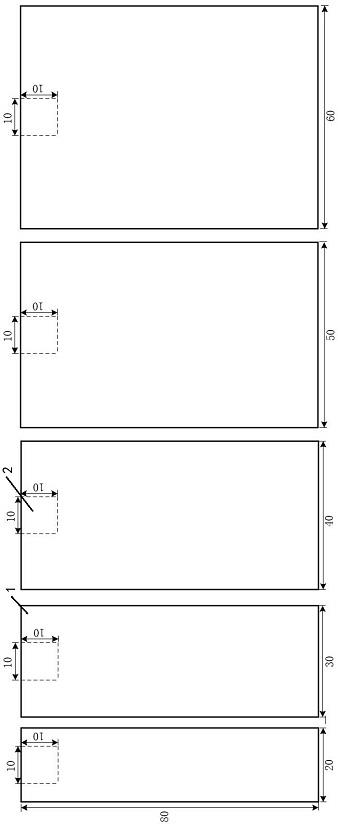
16.图1为本发明圆柱基体与孔型缺陷圆柱体组合装置的结构示意图;图2为i1档的圆柱基体与孔型缺陷圆柱体组合450kv工业ct检测示意图;图3为i1档的圆柱基体与孔型缺陷圆柱体组合9mev工业ct检测示意图;图4为i4档的圆柱基体与孔型缺陷圆柱体组合450kv工业ct检测示意图;图5为i4档的圆柱基体与孔型缺陷圆柱体组合9mev工业ct检测示意图。
17.其中:1、圆柱基体,2、孔型缺陷圆柱体。
具体实施方式
18.为了更清楚地说明本发明实施例的技术方案,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,应当理解,所描述的实施例仅仅是本发明的一部分实施例,而不是全部的实施例,因此不应被看作是对保护范围的限定。基于本发明中的实施例,本领域普通技术工作人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
19.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“设置”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;也可以是直接相连,也可以是通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
20.实施例1:本实施例提供一种3d打印制件孔型缺陷的可检测性能的检测方法,如图1所示,首先生成试块,所述试块包括圆柱基体1和孔型缺陷圆柱体2两部分组成,可单独使用孔型缺陷圆柱体2,也可将圆柱基体1和孔型缺陷圆柱体2组合使用,对各种不同能量和型号的工业ct检测设备的验证,并可重复制作,确保高质量水平,从而确定工业ct检测方法与检测设备是否可靠,还可通过不同厚度下所发现的孔型缺陷对比,验证ct检测设备在此厚度下的极限孔型缺陷的检出能力,为3d打印制件直接提供可量化的缺陷检出,为3d打印制造工艺水平的提升提供依据。
21.进一步,所述的一种用于3d打印制件孔型缺陷的工业ct可检测性装置,其特征在于装置由铝粉材料经3d打印的5个圆柱基体1具体分为i
1、
i
2、
i
3、
i
4、
i5五个档次和孔型缺陷圆柱体2两部分组成。可验证采用铝粉3d打印制品的缺陷可检测性,也可进一步采用钛粉或高
温合金粉末打印,以验证在此不同材料下的工业ct的可检测性情况。
22.进一步,经3d打印制作的5个圆柱基体i
1、
i
2、
i
3、
i
4、
i5的毛坯材料,经无损检测确定无任何缺陷后,采用普通机械加工的方式将其外形尺寸加工成高度相同但直径各不相同的圆柱基体,分别为:φ20mm
×
80mm、φ30mm
×
80mm、φ40mm
×
80mm、φ50mm
×
80mm、φ60mm
×
80mm,规格尺寸精度为
±
0.1mm,表面粗糙度ra(μm)为1.6。经无损检测,排查出原材料中可能存在的缺陷,以免造成后续孔型缺陷的可检测性分析;圆柱基体的不同直径,主要为模拟实际3d打印制件的厚度分级;采用80mm的高度,便于在进行ct检测时,无需再单独设置ct检测的底座。
23.进一步,在每个机械加工后的圆柱基体i
1、
i
2、
i
3、
i
4、
i5的中心位置处加工一个φ10mm
×
10mm的凹平底孔,尺寸精度为0.00mm~+0.05mm,此凹平底孔主要用于放置孔型缺陷圆柱体2。
24.进一步,圆柱基体1中的凹平底孔尺寸外形与孔型缺陷圆柱体2保持基本一致,孔壁用黄油润滑,以确保圆柱基体1与孔型缺陷圆柱体2能方便取出与放置,以免卡死。
25.进一步,所述孔型缺陷圆柱体21个,其外形尺寸为φ10mm
×
10mm,尺寸精度为﹣0.05mm~0.00mm。圆柱基体1为正公差,孔型缺陷圆柱体2为负公差,利于组合与分离,同时也不影响检测的最小缺陷能力识别。
26.进一步,所述孔型缺陷圆柱体2,在半径为2.5mm位置,每间隔72
°
预制5个人工孔型缺陷,其缺陷的直径500μm,400μm,300μm,200μm,100μm的圆孔,直径尺寸精度为
±
0.01mm;孔径深度为2mm,规格深度精度为
±
0.1mm。所发明涉及的缺陷,最大直径按500μm,能满足常规检测的正常识别,缺陷分为5级,其最小缺陷为100μm,适用于ct检测的缺陷识别能力和检测精度,孔径深度为2mm,有利于ct检测的识别。
27.进一步,所述孔型缺陷圆柱体2采用送粉模式的3d打印,制作比实际规格略大的3d打印毛坯材料,经无损检测后确定毛坯材料内部无任何缺陷,采用机加的方式加工到所需尺寸和粗糙度,排查出原材料中可能存在的缺陷,以免造成后续孔型缺陷的可检测性分析。
28.进一步,针对实际检测对象的厚度,选择相应的圆柱基体1,并将孔型缺陷圆柱体2放置于圆柱基体1的平底孔内,进行测试,针对不同的检测厚度可切换组合的方式。
29.实施例2:本实施例在上述实施例1的基础上,如图2、图3所示,验证450kv工业ct检测设备和9mev工业ct检测设备,分别检测20mm厚度的3d打印铝合金零件的最小气孔缺陷可检测情况。
30.推荐采用圆柱基体i1与孔型缺陷圆柱体2组合使用,具体为将孔型缺陷圆柱体2放置在圆柱基体i1的凹孔内。放置于450kv工业ct检测设备的平台上进行检测,检测参数由检测设备决定。本案例采用的检测参数为:管电压100kv、管电流3.0ma、sdd=1600mm、sod=800mm、滤波2mmal、探元尺寸0.1mm、焦点尺寸:0.4mm、体素:0.05mm、投影矩阵1024*2048,得到图2所示的ct检测影像。经对图像的分析评判,采用450kv工业ct检测设备在此穿透厚度下可识别出孔型缺陷圆柱体2的第5个缺陷孔,即极限检测能力优于100μm,能识别出大于此等级的气孔类缺陷。同样将此组合的装置放置于9mev工业ct检测设备的平台上进行检测,检测参数由检测设备决定。本案例采用的检测参数为:管电压9mev、脉冲频率200hz、脉冲个数30pluse、sdd=4600mm、sod=3780mm、探元尺寸0.2mm、焦点尺寸:2.0mm、体素:0.16mm、投影
矩阵400*800,得到图3所示的ct检测影像。经对图像的分析评判,采用9mev工业ct检测设备在此穿透厚度下可识别出孔型缺陷圆柱体2的第3个缺陷孔,即极限检测能力优于300μm,仅能识别出大于此等级的气孔类缺陷。
31.本实施例的其他部分与上述实施例1相同,故不再赘述。
32.实施例3:本实施例在上述实施例1的基础上,如图4、图5所示,验证450kv工业ct检测设备和9mev工业ct检测设备,分别检测50mm厚度的3d打印铝合金零件的最小气孔缺陷可检测情况。
33.推荐采用圆柱基体i4与孔型缺陷圆柱体2组合使用,具体为将孔型缺陷圆柱体2放置在圆柱基体i4的凹孔内。放置于450kv工业ct检测设备的平台上进行检测,检测参数由检测设备决定。本案例采用的检测参数为:管电压300kv、管电流2.0ma、sdd=1600mm、sod=800mm、滤波2mmfe、探元尺寸0.1mm、焦点尺寸:0.4mm、体素:0.05mm、投影矩阵1500*2048,得到图4所示的ct检测影像。经对图像的分析评判,采用450kv工业ct检测设备在此穿透厚度下可识别出孔型缺陷圆柱体2的第4个缺陷孔,即极限检测能力优于200μm,能识别出大于此等级的气孔类缺陷。同样将此组合的装置放置于9mev工业ct检测设备的平台上进行检测,检测参数由检测设备决定。本案例采用的检测参数为:管电压9mev、脉冲频率200hz、脉冲个数30pluse、sdd=4600mm、sod=3780mm、探元尺寸0.2mm、焦点尺寸:2.0mm、体素:0.16mm、投影矩阵800*800,得到图3所示的ct检测影像。经对图像的分析评判,采用9mev工业ct检测设备在此穿透厚度下可识别出孔型缺陷圆柱体2的第1个缺陷孔,即极限检测能力优于500μm,仅能识别出大于此等级的气孔类缺陷。
34.本实施例的其他部分与上述实施例1相同,故不再赘述。
35.需要注意的是,图1中关于数值10、20、30、40、50、60、80的单位均为mm。除此以外,图2、图3、图4、图5均为试验的计算机界面效果展示图,其仅仅作为界面效果展示,并不对技术方案的实质内容有任何影响。
36.以上所述,仅是本发明的较佳实施例,并非对本发明做任何形式上的限制,凡是依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化,均落入本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1