一种方形锂电池大面外观缺陷检测系统及其应用方法与流程
1.本发明涉及一种方形锂电池大面外观缺陷检测系统及其应用方法,属于锂电池检测技术领域。
背景技术:
2.目前国家大力提倡新能源汽车,锂电池行业也有了较大的发展,在这种情况下,对锂电池成品外观检测要求也会越来越严格。锂电池按照形状分,主要分为软包、圆柱、方形,而在方形锂电池是铝壳。在生产过程中,铝壳容易碰伤、划伤,且在出库后,包膜工序前,需要对方形锂电池外观缺陷进行高精度检测。传统作业下依靠人工检测,存在效率低、误检、漏检、误触电芯造成损坏等风险。因此,急需要提高电芯的大面外观检测的自动化、机械化水平。
技术实现要素:
3.为了解决大面外观缺陷检测这一问题,本发明提出了一种方形锂电池大面外观缺陷检测装置,该检测装置具有结构简单、缺陷检测精度高、兼容性强等优点,另外还可以直接与和现有产线进行快速对接,提高产线的工作效率。
4.本发明所述的一种方形锂电池大面外观缺陷检测系统,其特征在于,包括:
5.大面检测机构,包括x向驱动装置、直线滑动装置以及相机扫描组件,所述直线滑动装置包括x向导向部和x向滑动部,所述x向导向部水平支撑于设备安装面上,以x向导向部的轴向为x向;所述x向驱动装置设置于所述x向导向部的端部,并且所述x向驱动装置的动力输出端与所述x向导向部的动力输入端相连;所述x向滑动部安装于所述x向导向部上,并在所述驱动装置驱动下沿所述x向导向部轴向直线移动;所述相机扫描组件安装于所述滑动部,用于对方形锂电池进行大面检测;
6.电芯翻转机构,设置于大面检测机构与顶升移栽机构之间,包括低速旋转气缸、转轴和带座轴承,所述转轴通过带座轴承可转动地安装于大面检测机构旁的设备安装面上,并且所述转轴沿x向布置;所述低速旋转气缸的动力输出端通过联轴器与所述转轴的一端相连,用于带动电池定位旋转机构翻转;
7.电池定位旋转机构,设置于所述电芯翻转机构上,包括底部旋转装置和顶部夹紧装置,所述底部旋转装置固定安装于所述转轴上,用于驱动顶部夹紧装置绕竖向中心轴周向旋转;所述顶部夹紧装置安装于所述底部旋转装置的旋转部上,包括夹紧驱动部和大面夹爪组件,所述夹紧驱动部安装于所述底部旋转装置上,并且所述夹紧驱动部的夹紧控制端安装所述大面夹爪组件,用于夹紧方形锂电池;
8.以及顶升移栽机构,安装于设备安装面上,并与所述大面检测机构分列于所述电芯翻转机构两侧,包括顶升驱动装置、顶升缓冲装置以及吸具,所述顶升驱动装置的底部安装于设备安装面上,所述顶升驱动装置的升降端沿竖向伸缩,且所述顶升驱动装置的升降端与所述顶升缓冲装置的底部相连,用于驱动顶升缓冲装置沿竖直方向升降;所述顶升缓
冲装置的顶部安装吸具,用于吸附固定方形锂电池。
9.进一步,所述x向驱动装置为伺服电机,所述直线滑动装置包括作为x向导向部的直线模组、作为x向滑动部的滑板以及第一拖链,所述直线模组支撑于设备安装面上;所述伺服电机的动力输出端与所述直线模组的动力输入端相连;所述滑板设置于所述直线模组上方,并与所述直线模组的x向直线滑动件相连;所述第一拖链沿x向铺设于直线模组的一侧,并与直线模组平行相对,所述第一拖链的一端与所述滑板相连。
10.进一步,所述相机扫描组件包括2.5d相机和相机光源,所述2.5d相机和相机光源均安装于所述滑板上,并且所述2.5d相机的摄像头对准电池定位旋转机构,用于对方形锂电池进行大面检测。
11.进一步,所述底部旋转装置包括第一气缸安装板、旋转气缸,所述第一气缸安装板安装于所述转轴上;所述旋转气缸安装于所述第一气缸安装板上;所述旋转气缸的升降端与所述顶部夹紧装置的底部相连。
12.进一步,所述夹紧驱动部包括第二气缸安装板、夹紧气缸;所述大面夹爪组件包括第一厚度夹爪组件、第二厚度夹爪组件、第一支撑件、第二支撑件和电芯绝缘载台,所述第一支撑件、所述第二支撑件处于同一水平高度,并且所述第一支撑件的内端、所述第二支撑件的内端分别与所述夹紧气缸的夹紧端相连;所述第一支撑件的外端、所述第二支撑件的外端分别安装所述第一厚度夹爪组件、所述第二厚度夹爪组件,并保持第一厚度夹爪组件和第二厚度夹爪组件正对,形成用于夹持方形锂电池的夹爪;所述第二厚度夹爪组件上设置光电传感器;所述电芯绝缘台架装于所述夹紧气缸的缸体上方,并与所述夹紧气缸的缸体之间留有供所述第一支撑件、所述第二支撑件通过的间隙。
13.进一步,所述顶升驱动装置包括顶升气缸、顶升导向轴、第一直线轴承、限位固定环、顶升固定板和立柱,所述顶升气缸悬装于所述顶升固定板的底部,并且所述顶升气缸的顶升端贯穿所述顶升固定板后与所述顶升缓冲装置相连,用于驱动所述顶升缓冲装置升降;所述第一直线轴承嵌装在所述顶升固定板上;所述顶升导向轴穿设于所述第一直线轴承上,二者滑动配合;所述顶升导向轴的下端部套装限位固定环,用于防止顶升导向轴从第一直线轴承中脱出;所述顶升导向轴的上端与所述顶升缓冲装置相连;所述立柱竖向安装于所述顶升固定板上。
14.进一步,所述顶升缓冲装置包括顶升板、第二直线轴承、缓冲导向轴、第二直线轴承以及弹簧缓冲装置,所述顶升板与所述顶升导向轴的上端固定连接,并保持所述顶升板于所述顶升固定板平行;所述第二直线轴承嵌装于所述顶升板上;所述缓冲导向轴穿设于所述第二直线轴承中,并与所述第二直线轴承滑动配合;所述缓冲导向轴的底端与所述顶升固定板固定连接,所述缓冲导向轴的上部通过所述弹簧缓冲装置与所述吸具固接。
15.根据本发明所述一种方形锂电池大面外观缺陷检测系统的应用方法,包括以下步骤:
16.s1电池定位旋转组件对送料过来的方形锂电池进行夹持定位;
17.s2在方形锂电池定位后,2.5d相机经过直线模组的作用,进行x轴方向移动,进而通过所述2.5d相机对方形锂电池的大面特征进行拍照扫描;
18.s3在扫码完成后,方形锂电池在所述电池定位旋转组件的作用下,进行180
°
旋转,然后所述2.5d相机经过直线模组的作用,进行x轴方向移动,对方形锂电池的另一大面进行
拍照扫描;
19.s4扫码完成后低速旋转气缸的作用下带动转轴进而带动电池定位旋转组件上的方形锂电池从站立状态变更为平躺状态放置在顶升移栽组件上;
20.s5顶升移栽组件中弹簧缓冲装置可以有效地避免电芯放置过程的过压破坏,在电芯翻转机构将方形锂电池的方形电芯放置到位后低速旋转气缸动作,将电芯翻转机构翻转回原来状态,顶升气缸动作从而将平躺的电芯位置升高满足后续工序的电芯高度状态。
21.本发明的有益效果是:本方形铝壳电池外观检测装置采用相机扫描的方式,通过2.5d相机对大面检测扫描,相机检测组件、电池定位旋转组件、翻转组件、顶升移栽组件,完成方形铝壳电池外观扫描的自动化作业;扫描用的相机采用2.5d扫相机,提高外观检测精准度,避免人工操作的误判及工作效率低下问题。
附图说明
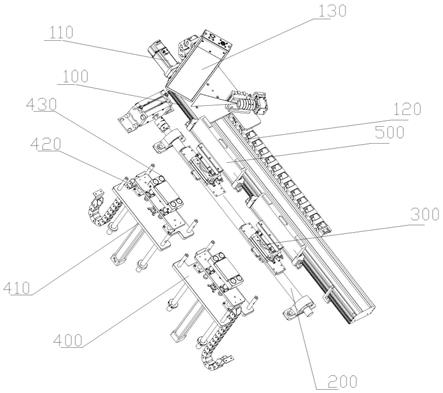
22.图1是本发明的方形锂电池大面外观检测装置的结构图;
23.图2是本发明的大面检测机构和电芯翻转机构的结构图;
24.图3是本发明的电池定位旋转机构的结构图;
25.图4是本发明的顶升移栽机构的结构图。
具体实施方式
26.下面结合附图进一步说明本发明。
27.参照附图:
28.实施例1本发明所述的一种方形锂电池大面外观缺陷检测系统,包括:
29.大面检测机构100,包括x向驱动装置110、直线滑动装置120以及相机扫描组件130,所述直线滑动装置120包括x向导向部和x向滑动部,所述x向导向部水平支撑于设备安装面上,以x向导向部的轴向为x向;所述x向驱动装置110设置于所述x向导向部的端部,并且所述x向驱动装置的动力输出端与所述x向导向部的动力输入端相连;所述x向滑动部安装于所述x向导向部上,并在所述驱动装置驱动下沿所述x向导向部轴向直线移动;所述相机扫描组件130安装于所述x向滑动部,用于对方形锂电池进行大面检测;
30.电芯翻转机构200,设置于大面检测机构100与顶升移栽机构400之间,并与大面检测机构100平行相对,包括低速旋转气缸210、转轴220和带座轴承230,所述转轴220通过带座轴承230可转动地安装于大面检测机构旁的设备安装面上,并且所述转轴220沿x向布置;所述低速旋转气缸210的动力输出端通过联轴器240与所述转轴220的一端相连,用于带动电池定位旋转机构300翻转;
31.电池定位旋转机构300,共两套,依次沿x向排列设置于所述电芯翻转机构200上,包括底部旋转装置310和顶部夹紧装置320,所述底部旋转装置310固定安装于所述转轴220上,用于驱动顶部夹紧装置绕竖向中心轴周向进行180
°
旋转;所述顶部夹紧装置320安装于所述底部旋转装置310的旋转部上,包括夹紧驱动部和大面夹爪组件,所述夹紧驱动部安装于所述底部旋转装置上,并且所述夹紧驱动部的夹紧控制端安装所述大面夹爪组件,用于夹紧方形锂电池;
32.以及顶升移栽机构400,用于将方形锂电池位置升高以满足后续工序的电芯高度
状态,共两套,依次沿x向排布,均安装于设备安装面上,并与所述大面检测机构100分列于所述电芯翻转机构200两侧,且两套顶升移栽机构400与所述电芯翻转机构200平行相对,包括顶升驱动装置410、顶升缓冲装置420以及吸具430,所述顶升驱动装置410的底部安装于设备安装面上,所述顶升驱动装置410的升降端沿竖向伸缩,且所述顶升驱动装置410的升降端与所述顶升缓冲装置420的底部相连,用于驱动顶升缓冲装置沿竖直方向升降;所述顶升缓冲装置420的顶部安装吸具430,用于吸附固定方形锂电池。
33.所述x向驱动装置110为伺服电机,所述直线滑动装置120包括作为x向导向部的直线模组121、作为x向滑动部的滑板122以及第一拖链123,所述直线模组121支撑于设备安装面上;所述伺服电机设置在所述直线模组121的一端,并位于所述滑板122下方,所述伺服电机的动力输出端与所述直线模组121的动力输入端相连;所述滑板122设置于所述直线模组121上方,并与所述直线模组121的x向直线滑动件相连;所述第一拖链123沿x向铺设于直线模组121的一侧,并与直线模组121平行相对,所述第一拖链123的一端与所述滑板122相连;所述伺服电机动作时,带动所述滑板122动作,进而带动所述相机检测组件130进行x轴方向运动。
34.所述相机扫描组件130包括2.5d相机131和相机光源132,所述2.5d相机131和相机光源132均安装于所述滑板122上,并且所述2.5d相机131的摄像头对准电池定位旋转机构300,用于对方形锂电池进行大面检测。
35.所述电芯翻转机构200包括低速旋转气缸210、一根沿x向排布的转轴220、两个带座轴承230和联轴器240,所述转轴220通过两端部的所述带座轴承221支撑在设备安装面上;所述联轴器240设置于转轴220一侧,且位于所述转轴220与低速旋转气缸210之间;所述低速旋转气缸210设置于转轴220一侧;所述低速旋转气缸210动作时,带动所述联轴器240和转轴220进行旋转动作,进而带动两个带座轴承230之间的所述电池定位旋转机构300的翻转动作。
36.所述底部旋转装置310包括第一气缸安装板311、旋转气缸312,所述第一气缸安装板311安装于所述转轴220上;所述旋转气缸312安装于所述第一气缸安装板上;所述旋转气缸312的升降端与所述顶部夹紧装置320的底部相连。
37.所述夹紧驱动部包括第二气缸安装板321、夹紧气缸322;所述大面夹爪组件包括第一厚度夹爪组件323、第二厚度夹爪组件324、第一支撑件325、第二支撑件326和电芯绝缘载台327,所述第一支撑件325、所述第二支撑件326处于同一水平高度,并且所述第一支撑件325的内端、所述第二支撑件326的内端分别与所述夹紧气缸322的夹紧端相连;所述第一支撑件325的外端、所述第二支撑件326的外端分别安装所述第一厚度夹爪组件323、所述第二厚度夹爪组件324,并保持第一厚度夹爪组件323和第二厚度夹爪组件324正对,形成用于夹持方形锂电池的夹爪;所述第二厚度夹爪组件324上设置光电传感器3241;所述电芯绝缘台架327装于所述夹紧气缸322的缸体上方,并与所述夹紧气缸322的缸体之间留有供所述第一支撑件325、所述第二支撑件326通过的间隙;方形锂电池的方形铝壳电芯500的底部支撑在所述电芯绝缘载台327上,两端部通过第一厚度夹爪组件323和第二厚度夹爪组件324固定;旋转气缸312动作时,带动所述夹紧气缸322、大面夹爪组件、电芯绝缘载台327和方形铝壳电芯500进行旋转动作,进而带动所述电池定位旋转机构300的旋转动作。
38.所述顶升驱动装置410包括顶升气缸411、顶升导向轴412、第一直线轴承413、限位
固定环414、顶升固定板415和立柱416,所述顶升气缸412悬装于所述顶升固定板415的底部,并且所述顶升气缸411的顶升端贯穿所述顶升固定板415后与所述顶升固定板415上方的所述顶升缓冲装置420相连,用于驱动所述顶升缓冲装置420升降;所述第一直线轴承413共两个,分别对称嵌装在所述顶升固定板415的两端部,用于供顶升导向轴412贯穿;所述顶升导向轴412共两根,并且所述顶升导向轴412与所述顶升气缸411的轴向平行,两根顶升导向轴412对称设置于顶升固定板的两端部,所述顶升导向轴412穿设于所述第一直线轴承413上,二者滑动配合;所述顶升导向轴413的下端部套装限位固定环414,用于防止顶升导向轴412从第一直线轴承413中脱出;所述顶升导向轴412的上端与所述顶升缓冲装置420相连;所述立柱416共四根,分别竖向安装于所述顶升固定板415的四角位置上,用于支撑在方形锂电池的大面上。
39.所述顶升驱动装置410还包括第二拖链440,所述拖链沿顶升导向轴轴向设置,并且第二拖链440的一端与设备安装面相连,另一端与所述顶升板相连。
40.所述顶升缓冲装置420包括顶升板421、第二直线轴承422、缓冲导向轴423、第二直线轴承422以及弹簧缓冲装置424,所述顶升板421与所述顶升导向轴412的上端固定连接,并保持所述顶升板421于所述顶升固定板421平行;所述第二直线轴承422嵌装于所述顶升板421上;所述缓冲导向轴423共四根,分别穿设于相应的所述第二直线轴承422中,并与所述第二直线轴承422滑动配合;所述缓冲导向轴423的底端与所述顶升固定板415固定连接,所述缓冲导向轴423的上部通过四套所述弹簧缓冲装置424与所述吸具430固接;顶升气缸411动作时,带动所述顶升板421、所述吸具430、进行上升动作,进而带动所述方形锂电池上升动作。
41.实施例2根据本发明所述一种方形锂电池大面外观缺陷检测系统的应用方法,包括以下步骤:
42.s1电池定位旋转组件300对送料过来的方形锂电池进行夹持定位;
43.s2在方形锂电池定位后,2.5d相机131经过直线模组121的作用,进行x轴方向移动,进而通过所述2.5d相机131对方形锂电池的大面特征进行拍照扫描;
44.s3在扫码完成后,方形锂电池在所述电池定位旋转组件300的作用下,进行180
°
旋转,然后所述2.5d相机131经过直线模组121的作用,进行x轴方向移动,对方形锂电池的另一大面进行拍照扫描;
45.s4扫码完成后低速旋转气缸210的作用下带动转轴进而带动电池定位旋转组件300上的方形锂电池从站立状态变更为平躺状态放置在顶升移栽组件400上;
46.s5顶升移栽组件400中弹簧缓冲装置424可以有效地避免电芯放置过程的过压破坏,在电芯翻转机构200将方形锂电池的方形电芯放置到位后低速旋转气缸210动作,将电芯翻转机构200翻转回原来状态,顶升气缸411动作从而将平躺的电芯位置升高满足后续工序的电芯高度状态。
47.本说明书实施例所述的内容仅仅是对发明构思的实现形式的列举,本发明的保护范围不应当被视为仅限于实施例所陈述的具体形式,本发明的保护范围也包括本领域技术人员根据本发明构思所能够想到的等同技术手段。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1