基于计算机视觉的直齿圆柱齿轮参数快速精准测量方法
1.本发明涉及图像处理、精密测量等领域,具体涉及基于计算机视觉的直齿圆柱齿轮参数快速精准测量方法。
背景技术:
2.齿轮在汽车、冶金等领域应用广泛,对加工制造的作用不可替代。在使用齿轮前,对其参数的准确测量不可忽视,齿轮一旦不规范,其对传动的平稳性会造成负面影响,甚至还会导致齿轮自身的轮齿折断、齿面磨损等后果。传统的人工接触式测量效率低下,一方面,游标卡尺、螺旋测微器等测量仪器精度有限,另一方面,测量人员会因视觉疲劳而造成主观误差。
3.计算机视觉是上世纪兴起的技术,丰富的图像处理算法以及简洁的编程语言,使计算机视觉技术应用在诸多领域中。本发明利用计算机视觉,提出像素间距最值平均法对直齿圆柱齿轮的参数进行精准测量,实验证明,跟现有的内外接圆法与像素间距法相比,基于轮廓判别的像素间距最值平均法所测量齿轮参数的数值更准确,跟手动设定精度相比,基于轮廓判定的自适应精度调节运算时间最短,因此基于轮廓判别的像素间距最值平均法通过自适应精度调节能够实现齿轮参数的快速精准测量。
技术实现要素:
4.针对上述技术问题,本发明提出基于计算机视觉的直齿圆柱齿轮参数快速精准测量方法,该方法结合基于轮廓判定的自适应精度调节,保证了对齿轮测量的速度与精度。
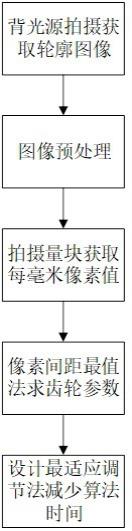
5.为了达到以上要求以及解决现有技术问题的不足,本发明提出基于计算机视觉的直齿圆柱齿轮参数快速精准测量方法,具体步骤如下:
6.步骤1)、利用背光源对齿轮进行拍摄,获得清晰分明的齿轮轮廓图像;
7.步骤2)、获得轮廓清晰的齿轮图像后,对图像进行预处理,得到齿轮的二值图;
8.步骤3)、选择标准量块,对标准量块进行拍照,利用边缘检测算法,得到量块对边距离与像素点的关系;
9.步骤4)、图像经过预处理后,寻找齿轮的外接圆圆心、齿根圆最小半径以及齿顶圆最大半径,对获得的半径值进行处理,并利用处理后的半径值,对齿轮内部进行二次填充,获得齿轮齿数;
10.步骤5)、根据二次填充后的图像轮廓,以最适应精度调节法,调节处理后的半径值,并计算齿轮参数。
11.步骤1的具体步骤为:在进行齿轮拍照的过程中,为防止阴影对精准度的影响,利用背光源,采用平行光法对其进行拍照,可有效地避免漫反射造成的齿轮边缘模糊的情况;保证平行光源、齿轮以及相机在同一水平线,相机与齿轮保持适当距离,确保齿轮整体恰好出现在相机视野中;齿轮与背光源保持适当距离,确保背光源照射在齿轮上,齿轮轮廓不会出现漫反射;在拍摄的过程中,三者之间的水平夹角保持在5度以内,夹角较大,同样会出现
漫反射的情况,进而影响测量精度。
12.步骤2的具体步骤为:相机拍摄出的照片为rgb图像,在进行参数计算的过程中,rgb图像不能够很好的反映出齿轮自身的特性,而且在遍历图像的过程中,rgb图像遍历时间较长,不具有实际应用的意义,因此对rgb图像进行灰度变换;灰度化后的图像,其灰度值有256中可能,仍不能较好地反映出齿轮的特征,因此通过反二值化操作,将齿轮整体变为白色,背景颜色变为黑色;齿轮内孔的存在,会对参数的准确获取产生干扰,遍历图像后,找到孔内的黑色区域,对其进行取反操作,将黑色孔洞变为白色,最终得到整体为白色的齿轮图案。
13.步骤3的具体步骤为:在对齿轮参数进行精密测量的过程中,根据齿轮的大小选择与齿轮大小尺寸相近的标准量块,如根据待测齿轮大小选用10mm标准量块作为测量的标准;同样采用背光源利用平行光法对图像进行背光拍摄,保持光源、标准量块以及相机三者之间的距离与夹角;利用边缘检测算法,对标准量块图像进行边缘提取,标准量块作为一个长方体,边缘提取以后,理论上会出现一个矩形,但是在实际操作中,为保证测量的准确性,无法对量块进行模糊处理,因此实际中标准量块经过边缘提取以后,并不是一个矩形,针对此种情况,利用误差处理的方法,对边缘提取图像进行误差处理;误差处理后,计算量块每毫米所包含的像素值,同时为了保证实验的准确性,对20mm标准量块同样采用相同方法进行测量;两组分别进行十组重复实验,最终确定每毫米标准量块所包含的像素。
14.步骤4的具体步骤为:齿轮图像经过预处理后,以齿轮外接圆所在的圆心作为齿轮的中心,此时遍历齿轮图像,寻找白色齿尖与齿轮中心的最远距离a;遍历图像,寻找齿轮中心与黑色连通域的最近距离,此距离设置为b;以a与b的平均值c为半径,在齿轮内部做黑色内部填充,此时计算得到白色区域的个数即为齿轮的齿数;对c分别进行像素值累加与递减,得到齿根圆半径与齿顶圆半径,利用最值法对半径进行处理,得到最终的齿根圆与齿顶圆。
15.步骤5的具体步骤为:平均值c在累加的过程中,根据齿轮的齿数与白色连通域的个数进行精度调整;当白色连通域个数小于齿数时,进一步提高像素精度,同时齿数减1,以此类推,知道白色连通域个数为0;平均值c在递减过程中,同样根据连通域个数与齿数进行对比,并根据实际要求,进行精度调整。
16.由于采用了上述技术方案,本发明取得技术效果如下:
17.针对计算机视觉测量直齿圆柱齿轮,本文提出基于轮廓判别的像素间距最值平均法,反二值化的内部填充图像中的白色区域外接圆圆心为中心点,最远的白色像素点到中心点的像素间距为齿顶圆半径的最大测量值,最近的黑色像素点到中心点的像素间距为齿根圆半径的最小测量值,通过以中心点为圆心、不同半径的黑色内部填充圆对图像进行覆盖,根据用轮廓发现判定的白色区域个数跟齿数比较,求得齿顶圆半径的最小测量值和齿根圆半径的最大测量值,最值平均值作为测量结果,避免了极端结果的出现,提高了测量结果的准确性。基于轮廓判定的自适应精度调节根据黑色填充圆半径与真实值的差距自动调节精度,保证了短时间内的高精度测量,实现了齿轮参数的快速精准测量,与普通像素计算齿轮参数法相比,最适应精度调节法在确保参数精度的前提下,时间可缩短98.34%。
附图说明
18.图1本发明基于计算机视觉的直齿圆柱齿轮参数快速精准测量方法的整体流程图。
具体实施方式
19.下面结合具体实施例对本发明的技术方案进行详细的阐述:
20.实施例1
21.本发明的实施平台是intel(r)core(tm)i5
‑
10500处理器,主频为3.1ghz,内存为8gb,软件平台是win10 64位操作系统,visual studio2017搭载opencv3.4.1,待测齿轮的具体参数为:齿数12、齿根圆直径9.5mm、齿顶圆直径14mm、模数1、分度圆直径12mm、基圆直径11.28mm,具体检测方式包括以下步骤:
22.步骤1,齿轮在进行拍摄的过程中,平行光不宜过强,平行光强较大时,齿轮边缘会产生较大的测量误差;在拍摄视野内,避免出现其它遮挡物;光源、齿轮、相机三者之间保持在同一水平线,三者之间的距离应保持在15厘米,当相机与齿轮的距离小于8厘米时,相机无法拍到齿轮全貌,当齿轮与平行光源较近时,会出现漫反射现象;当相机与齿轮
‑
光源所在直线夹角偏大时,在后续的图像处理过程中,部分齿在图像上显得相对较小,最后使用最值平均法进行测量时,测量结果会相对偏小。
23.步骤2,拍摄得到rgb图像后,每个像素点可能有(255
×
255
×
255)种可能的颜色变化,像素点呈指数形式增长。对彩色图像进行灰度化处理,则原本可能呈指数增长的像素点,会变为256种不同的灰度值,有效的缩短了遍历图片所需要的时间,在进行灰度化的过程中,对每个像素点r、g、b三通道赋予不同的权重,gray=0.144b+0.587g+0.299r;图像经过灰度化后,齿轮在图像上的灰度值较小,同时图像上所有像点的灰度值范围较小,设定一个相对较小的阈值,当图像上的灰度值大于阈值时,此刻将其灰度大小设置为(0,0,0),当图像上的灰度值小于阈值时,将其灰度大小设置为(255,255,255);设置容器,遍历图像上所有像素点,并将其存储在容器内,齿轮内孔在二值化图像中是一个封闭区域,通过设定的容器,寻找到封闭区域后,对封闭区域的像素点进行取反操作,填充好齿轮内孔后,降低了边缘误差对齿轮参数的精度影响。
24.步骤3,以10毫米标准量块作为齿轮参数测量标准,在拍摄过程中,拍摄距离与齿轮基本保持一致,同样利用平行光源对其进行拍摄;为了最有效地体现出图像边缘与实际边缘一致性,利用canny算法对图像进行边缘提取,同时canny算法还具有非极大值抑制作用,在边缘检测过程中,因为噪声的影响,一些非边缘像素会被当成边缘像素进行处理,canny算法会将这些像素转化为一条细线,作为备选使用。标准量块边缘因为量块本身制造上的缺陷以及图像噪声的影响,进而出现不同的直线条;针对canny边缘检测得到的标准量块边缘不连续情况,采用hough直线检测算法对其进行处理。设立极坐标坐标系,霍夫空间中,直线的参数用[ρ,θ]进行表示,每个参数都对应图像空间的一条曲线,如果在图像中的像素构成一条直线,那么这些像素值所对应的参数空间一定交于某点,因此在图像处理中,只要将所有像素值变为参数空间曲线,那么就可以确定直线;图像经过hough直线变换后,仍然存在两条直线不相交的情况,用最小二乘法对两条直线进行拟合,测量拟合后的直线与另一条直线之间的像素值为66.5,多次重复量块像素值测量实验,最终确定量块图像中,
每毫米有6.65个像素值;利用同样的方法对20mm的量块进行测量,重复十组实验,得到每毫米同样为6.65个像素值,因此最终确定量块尺寸与像素值之间的关系。
[0025]
步骤4,对填充后的齿轮图像的白色区域求取外接圆,用外接圆的圆心作为齿轮的中心点,中心点至最远白色像素点的距离用a表示,代表齿顶的白色像素点至中心点的最远距离,中心点至最近黑色像素点的距离用b表示,代表齿间低部的黑色像素点至中心点的最远距离,c为a与b的平均值,以中心点为圆心、c为半径作黑色内部填充的圆,通过轮廓发现判断白色区域的个数,从而判断齿数;c不断累加一个单位值,每累加一次,都要以中心点为圆心、累加后的c值为半径作黑色内部填充的圆,判断白色区域个数,直到白色区域个数不等于齿数为止,此刻半径表示为x,代表齿顶的白色像素点至中心点的最近距离,因为黑色内部填充圆的半径高至x时,才会存在轮齿被完全覆盖,白色区域的个数便与齿数不等;同理,a与b的平均值c不断递减一个单位值,每减一次,同样以中心点为圆心、递减后c值为半径作黑色内部填充的圆,判断白色区域个数,直到白色区域个数不等于齿数为止,此刻半径表示为y,代表齿间低部的黑色像素点至中心点的最远距离,因为黑色内部填充圆的半径低至y时,才会存在轮齿彼此连接,白色区域的个数便与齿数不等;a与x两个最值的平均值作为齿顶圆的半径,b与y两个最值的平均值作为齿根圆的半径,再通过前文提到的公式求得其它值。此方法通过两个最值的中和可减少因图像采集的角度问题带来的误差,
[0026]
步骤5,对于c累加或递减的单位值可通过精度需要进行设定,如果单位值过大,那么计算时间短,但精度低,从而影响测量的质量。如果单位值过小,那么精度高,但计算时间长,从而影响测量的效率。本文提出基于轮廓判定的自适应精度调节能够保证在短时间内的高精度测量。以累加为例,首先设定单位值为1,累加到白色区域个数与齿数不等时,累加后的c值减1,再以0.1为单位值累加,累加到白色区域个数与齿数不等时,累加后的c值减0.1,再以0.01为单位值累加,以此类推,直至单位值为10
‑6为止。同理,递减的单位值同样首先以1为单位值递减,每一轮缩小至上一轮单位值的1/10,直至单位值为10
‑6为止。
[0027]
齿轮参数测量方式很多,表1、表2分别为内外接圆法测量结果以及像素间距法测量结果,表3为本专利测量结果,表4为本专利所设计的自适应精度调节所用的时间。
[0028]
表1内外接圆法的测量结果
[0029]
所测参数测量值绝对误差相对误差齿数1200.00%齿根圆直径/mm9.042584
‑
0.457416
‑
4.81%齿顶圆直径/mm14.0809060.0809060.58%模数0.978815
‑
0.021185
‑
2.12%分度圆直径/mm11.745780
‑
0.254220
‑
2.12%基圆直径/mm11.038133
‑
0.238178
‑
2.12%
[0030]
表2像素间距法的测量结果
[0031]
所测参数测量值绝对误差相对误差齿数1200.00%齿根圆直径/mm9.349837
‑
0.150163
‑
1.58%齿顶圆直径/mm14.0808780.0808780.58%模数0.994985
‑
0.005015
‑
0.50%
分度圆直径/mm11.939822
‑
0.060178
‑
0.50%基圆直径/mm11.220485
‑
0.055826
‑
0.50%
[0032]
表3本专利测量结果
[0033]
所测参数测量值绝对误差相对误差齿数1200.00%齿根圆直径/mm9.486948
‑
0.013052
‑
0.14%齿顶圆直径/mm13.957732
‑
0.042268
‑
0.30%模数0.997803
‑
0.002197
‑
0.22%分度圆直径/mm11.973642
‑
0.026358
‑
0.22%基圆直径/mm11.252267
‑
0.024044
‑
0.22%
[0034]
表4不同像素精度下的运行时间
[0035][0036]
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1