一种机器视觉的焊接点裂纹检测装置
1.本发明涉及焊接检测技术领域,特别涉及一种动化金属冶炼压料装备。
背景技术:
2.在机器视觉的焊接点裂纹检测技术领域中,现有技术的焊点检测多依赖人工进行,不仅检测的效率较低,且出错率较高,降低了的合格率,针对现有技术的不足,现在采用ccd视觉相机和图像采集卡进行检测,通过ccd相机采集图片通过图像采集卡进行收集,使用软件进行灰度图数据比对,判定合格率,申请号为cn202120233737.3公布了一种pcb生产用焊点检测装置,包括底板、升降组件、支撑杆和调节检测组件,所述升降组件固定连接在底板背面的中部,所述支撑杆固定连接在升降组件的输出端,所述调节检测组件固定连接在支撑杆的一端,所述调节检测组件包括有固定箱,所述固定箱顶部的中部固定连接有减速电机,所述减速电机的输出端通过联轴器固定连接有旋转轴。该装置虽然能检测产品焊接缺陷,但是不能实现全自动生产,仍然需要依赖人工上料,本发明通过联动设计,在使用ccd检测的前提下设定自动上下料机构,自动切换工位机构进行联动,实现高效自动化检测过程。
技术实现要素:
3.针对上述技术问题,本发明采用的技术方案为:一种机器视觉的焊接点裂纹检测装置,包括槽型架和框支架,所述槽型架的顶部安装有主电机,所述主电机的输出端安装有第一皮带轮,所述槽型架的顶部设置有转轮,所述转轮的中心轴连接有第二皮带轮,所述第一皮带轮和第二皮带轮通过皮带相连接,所述槽型架的顶部设置有冶具轮,所述冶具轮的中心处安装有主轴心,所述主轴心的外表面上安装有分度盘;
4.所述转轮上安装有拐连杆,所述拐连杆的一端连接有转动销,所述转动销的一端铰接有直连杆,所述直连杆的顶部铰接有顶端轴,所述槽型架的顶部设置有活动板,所述活动板的内部设置有固定板,所述。
5.进一步的,所述固定板的一端安装有传动齿轮,所述槽型架上设置有圆盘板,所述圆盘板的外表面上安装有外环齿轮,所述圆盘板上滑动安装有跩动管,所述跩动管的一端安装有上料压板,所述槽型架的顶部安装有转换板,所述槽型架的顶部安装有复位弹簧,所述复位弹簧上贯穿有拨动板,所述槽型架的顶部安装有零件。
6.进一步的,所述转轮的中心轴上安装有旋转盘,所述旋转盘的外表面上转动安装有相机转杆,所述相机转杆的顶部安装有连接轴,所述连接轴的一端安装有驱动板,所述框支架的内部滑动安装有滑动套,所述滑动套的一端安装有滑动板,所述滑动板的中心处安装有圆轴,所述圆轴的底部安装有相机体,所述框支架的内部安装有缓冲弹簧。
7.进一步的,所述治具轮上开设有治具槽,所述治具槽的数量为四个且呈圆周分布的形式设置在治具轮上。
8.进一步的,所述槽型架的一端安装有下料板,所述下料板呈十五度的斜角安装在
槽型架上,且下料板的一端呈开口状。
9.进一步的,所述传动齿轮和外环齿轮相啮合,且传动齿轮为扇形齿轮,所述圆盘板上开设有和跩动管尺寸相适配且位置相对应的滑孔。
10.进一步的,所述框支架上开设有和滑动板尺寸相适配且位置相对应的滑孔,所述框支架上开设有和连接轴尺寸相适配且位置相对应的滑孔,所述框支架的一侧呈开口状。
11.进一步的,所述活动板的一端安装有吸附板,所述吸附板的尺寸和治具槽的尺寸相适配。
12.本发明与现有技术相比的有益效果是:(1)本发明的机器视觉的焊接点裂纹检测装置可以实现自动化上下料过程;(2)本发明的机器视觉的焊接点裂纹检测装置可以实现ccd序列检测的过程;(3)本发明的机器视觉的焊接点裂纹检测装置机构采用联动设计,节省能源,容易维修和更换,适用于检测场合,且联动使检测效果更佳准确。
附图说明
13.图1本发明整体结构示意图;
14.图2本发明局部结构示意图;
15.图3本发明局部结构示意图;
16.图4本发明局部结构示意图;
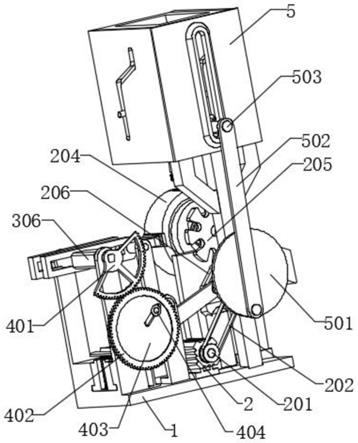
17.图5本发明局部结构示意图。
具体实施方式
18.下面结合附图并通过具体实施方式来进一步说明本发明的技术方案。
19.其中,附图仅用于示例性说明,表示的仅是示意图,而非实物图,不能理解为对本专利的限制;为了更好地说明本发明的实施例,附图某些部件会有省略、放大或缩小,并不代表实际产品的尺寸;对本领域技术人员来说,附图中某些公知结构及其说明可能省略是可以理解的。
20.实施例:如图1、图3、图4、图5所示的一种机器视觉的焊接点裂纹检测装置,包括槽型架1和框支架5,槽型架1的顶部安装有主电机2,主电机2的输出端安装有第一皮带轮201,槽型架1的顶部设置有转轮206,转轮206的中心轴连接有第二皮带轮203,第一皮带轮201和第二皮带轮203通过皮带202相连接,槽型架1的顶部设置有冶具轮204,冶具轮204的中心处安装有主轴心207,主轴心207的外表面上安装有分度盘205,通过启动主电机2,电机2通过第一皮带轮201和第二皮带轮203的配合带动传动皮带202,使其转轮206转动,转轮206拨动分度盘205转动,分度盘205进行间歇转动,带动主轴心207使其拨动治具轮。
21.转轮206上安装有拐连杆301,拐连杆301的一端连接有转动销302,转动销302的一端铰接有直连杆303,直连杆303的顶部铰接有顶端轴304,槽型架1的顶部设置有活动板305,活动板305的一端安装有吸附板,吸附板的尺寸和治具槽6的尺寸相适配,活动板305的内部设置有固定板306,转轮206上有拐连杆301,转轮206拉动拐连杆301,拐连杆301拉动传动销,从而拉动直连杆303摆动,从而使顶端轴304摆动,顶端轴304转动安装在活动板305上,活动板305在固定板306上滑动,从而使实现九十度转角和伸出。
22.固定板306的一端安装有传动齿轮401,槽型架1上设置有圆盘板403,圆盘板403的
外表面上安装有外环齿轮402,圆盘板403上滑动安装有跩动管404,跩动管404的一端安装有上料压板,槽型架1的顶部安装有转换板406,槽型架1的顶部安装有复位弹簧408,复位弹簧408上贯穿有拨动板407,槽型架1的顶部安装有零件409,固定板306随之转角九十度,固定板306侧面有传动齿轮401,传动齿轮401和外环齿轮402啮合,转角九十度,使圆盘板403转角九十度,圆盘板403槽内有跩动管404将其下压,沿着转换板406槽内运动,跩动管404上还有上料压杆405推动拨动板407,使复位弹簧408压缩,拨动板407推动零件409使其到槽型架1的预上料位置,传动齿轮401和外环齿轮402相啮合,且传动齿轮401为扇形齿轮,圆盘板403上开设有和跩动管404尺寸相适配且位置相对应的滑孔。
23.转轮206的中心轴上安装有旋转盘501,旋转盘501的外表面上转动安装有相机转杆502,相机转杆502的顶部安装有连接轴503,连接轴503的一端安装有驱动板504,框支架5的内部滑动安装有滑动套505,滑动套505的一端安装有滑动板506,滑动板506的中心处安装有圆轴507,圆轴507的底部安装有相机体508,框支架5的内部安装有缓冲弹簧509,转轮206上旋转盘501,旋转盘501的转动带动相机转杆502拉动,使其推动驱动板504移动,驱动板504带动滑动套505移动,滑动板506在导轨板内移动,且圆轴507安装在滑动板506上,相机体508在圆轴507上,相机体508随滑动板506上下移动,框支架5上开设有和滑动板506尺寸相适配且位置相对应的滑孔,框支架5上开设有和连接轴503尺寸相适配且位置相对应的滑孔,框支架5的一侧呈开口状。
24.治具轮上开设有治具槽6,治具槽6的数量为四个且呈圆周分布的形式设置在治具轮上。
25.槽型架1的一端安装有下料板7,下料板7呈十五度的斜角安装在槽型架1上,且下料板7的一端呈开口状。
26.本发明公开的一种机器视觉的焊接点裂纹检测装置的工作原理如下:本装置工作时候,主电机2转动,通过第一皮带轮201和第二皮带轮203的配合带动传动皮带202,使其转轮206转动,转轮206联动带动四个位置。
27.其一,转轮206拨动分度盘205转动,分度盘205进行间歇转动,带动主轴心207使其拨动治具轮。
28.其二,转轮206上有拐连杆301,转轮206拉动拐连杆301,拐连杆301拉动传动销,从而拉动直连杆303摆动,从而使顶端轴304摆动,顶端轴304转动安装在活动板305上,活动板305在固定板306上滑动,从而使实现九十度转角和伸出。
29.其三,固定板306随之转角九十度,固定板306侧面有传动齿轮401,传动齿轮401和外环齿轮402啮合,转角九十度,使圆盘板403转角九十度,圆盘板403槽内有跩动管404将其下压,沿着转换板406槽内运动,跩动管404上还有上料压杆405推动拨动板407,使复位弹簧408压缩,拨动板407推动零件409使其到槽型架1的预上料位置。
30.其四,由于转轮206与旋转盘501同轴安装,转轮206和转盘501同时转动,旋转盘501的转动带动相机转杆502拉动,使其推动驱动板504移动,驱动板504带动滑动套505移动,滑动板506在导轨板内移动,且圆轴507安装在滑动板506上,相机体508在圆轴507上,相机体508随滑动板506上下移动。
31.工作顺序,吸附板到达槽型架1的预上料位置,将零件409吸附,随之转角将零件409送入到治具槽6内,治具槽6随治具轮转动,抵达相机体508位置,相机体508下降进行拍
摄,随后治具槽6随治具轮转动,零件409落入下料板7内滑出。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1