一种用于测量物体静力矩的测量机构的制作方法
1.本发明涉及一种用于测量物体静力矩的测量机构,尤其适合测量叶片类产品。
背景技术:
2.物体的静力矩是反映质量分布的重要参数,叶片类产品对静力矩有着明确的精度控制要求,同时装配于一个旋转叶轮的叶片对静力矩的一致性要求很高,精确测量静力矩也就成为生产质量控制的重要的技术手段。
3.多数叶片类的产品,需要进行静力矩测量。由于产品形状和尺寸不规则,测量标的有其特殊性,与常规的质心、转动惯量测量既存在一定联系,又有所区别,静力矩测量的基准一般是设计确定的,大多数为产品旋转中心。很有必要区别于质心与转动惯量测量机构,甄别静力矩测量的主要特点,针对性的设计测量机构。
4.测量的内容实质是单位质量元和该质量元质心到指定旋转中心距离的成绩的积分乘以重力加速度,等同于总质量与质心到旋转中心距离的乘积再乘以重力加速度,理论上采用所有称重传感器读数与其到旋转中心距离的在质心连线上的投影乘积取和即可。或者测量计算质量、质心,然后找出质心到旋转中心的距离。这些方法理论上都很成熟,但是测量过程不是直接测量标的参数,测量精度完全依赖传感器的精度,误差相对较大。
技术实现要素:
5.本发明的目的正是针对上述现有技术中存在的不足之处而提供一种用于测量物体静力矩的测量机构。
6.本发明的目的可通过下述技术措施来实现:本发明的用于测量物体静力矩的测量机构包括通过电机座b竖直安装在基座内的用于驱动丝杠副的电机及减速机b,所述丝杠副与安装有电机及减速机a的电机座a相结合,电机座a通过直线导轨副安装在升降支座上,带动电机座a沿直线导轨副作上下位移运动;所述电机及减速机a的输出轴上固接有与带槽半联轴器相插接的带销半联轴器,所述带槽半联轴器与主轴下端相固接,主轴通过轴承安装在支撑座上,在主轴上端固定安装有承物盘;所述支撑座通过水平向外延伸的支撑翼架放在对称安装在基座上支撑板上方的称重传感器上;用于检测承物盘位置的位置检测传感器通过支架安装在基座的上支撑板上,被测体、标准配重块放置在承物盘上。
7.本发明的支撑座通过称重销放置于和称重传感器承载端相固结的称重销垫块上;称重传感器通过连接块安装在基座的上支撑板上,在连接块的悬臂段下方(即位于称重传感器承载端下方)安装有预防过载的过载垫块。
8.在靠近支撑座的支撑翼边沿设置有用于限制支撑座转动的滚轮组,滚轮组通过支撑架安装在基座的上支撑板上。
9.在支撑座支撑翼下方的基座上支撑板上安装有定位块,在支撑座与定位块之间插装有用于用于支撑座相对于传感器精确定位的拔销器、锥销组件。
10.在支撑座支撑翼下方的基座上支撑板上安装有防护螺钉垫块,在支撑座支撑翼上加工的螺孔中旋装有用于在不工作状态下将称重销与传感器脱开的防护螺钉,防护螺钉的下延端顶置在防护螺钉垫块顶面上。
11.本发明的有益效果如下:一是采用转动180度两次测量,直接将单个称重传感器的绝对误差转变为相对误差,测量精度大幅度提高。
12.第二采用标准件比对方法,使得占大比重的静力矩直接与标准件等效,实质上不需要参与测量。
附图说明
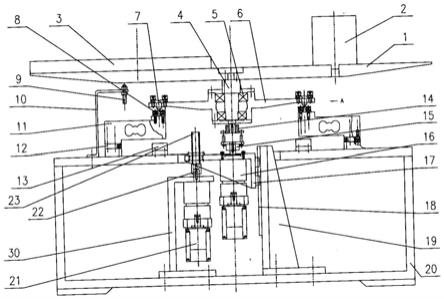
13.图1是本发明的结构示意图。
14.图2是图1的左视图。
15.图中序号:1是承物盘,2是标准配重块,3是被测体,4是主轴,5是轴承,6是支撑座,7是称重销,8是称重销垫块,9是位置检测传感器,10是支架,11是称重传感器,12是连接块,13是过载垫块,14是带槽半联轴器,15是带销半联轴器,16是电机及减速机a,17是电机座a,18是直线导轨副,19是导轨支座,20是基座,21是电机及减速机b,22是联轴器,23是丝杠副,24是滚轮组,25是拔销器,26是锥销(定位销),27是防护螺钉,28是防护螺钉垫块,29是定位块,30是电机座b。
具体实施方式
16.本发明以下将结合实施例(附图)作进一步描述:如图1、2所示,本发明的用于测量物体静力矩的测量机构包括通过电机座b30竖直安装在基座20内的用于驱动丝杠副23的电机及减速机b21,所述丝杠副23与安装有电机及减速机a16的电机座a17相结合,电机座a17通过直线导轨副18安装在升降支座19上,带动电机座a17沿直线导轨副18作上下位移运动;所述电机及减速机a16的输出轴上固接有与带槽半联轴器14相插接的带销半联轴器15,所述带槽半联轴器14与主轴4下端相固接,主轴4通过轴承安装在支撑座6上,在主轴上端固定安装有承物盘1;所述支撑座6通过水平向外延伸的支撑翼架放在对称安装在基座20上支撑板上方的称重传感器11上;用于检测承物盘1位置的位置检测传感器9通过支架10安装在基座20的上支撑板上,被测体3、标准配重块2放置在承物盘1上。
17.本发明的支撑座6通过称重销7放置于和称重传感器11承载端相固结的称重销垫块8上;称重传感器11通过连接块12安装在基座20的上支撑板上,在连接块12的悬臂段下方(即位于称重传感器11承载端下方)安装有预防过载的过载垫块13。
18.在靠近支撑座6的支撑翼边沿设置有用于限制支撑座转动的滚轮组24,滚轮组24通过支撑架安装在基座20的上支撑板上。
19.在支撑座6支撑翼下方的基座20上支撑板上安装有定位块29,在支撑座6与定位块29之间插装有用于用于支撑座6相对于传感器11精确定位的拔销器25、锥销26组件。
20.在支撑座6支撑翼下方的基座20上支撑板上安装有防护螺钉垫块28,在支撑座6支撑翼上加工的螺孔中旋装有用于在不工作状态下将称重销7与传感器11脱开的防护螺钉
27,防护螺钉27的下延端顶置在防护螺钉垫块28顶面上。
21.本发明的工作过程如下:首先插入定位销,清空放置在承物盘1上的被测体3、标准配重块2;旋起防护螺钉27;图1所示设为0度,拔出定位销(锥销26),读下此时称重传感器读数;将固定在主轴4上的承物盘1绕主轴4通过安装在支撑座6上的轴承5转动180度,再次读取称重传感器读数,根据两次的均值进行预配平,直到0度与180度读数相同,或者通过加重物减重的方式把承物盘做好初始平衡;插上定位销(锥销26),放置被测体3(需要按照规定位置放置,测量的结果就是测量标的)、标准配重块2;目前为图1所示的对称位置180度,拔出定位销(锥销26),读下此时称重传感器读数;将承物盘1绕主轴4转动180度,再次读取称重传感器读数,由计算机计算结果;在每次主轴转动前后,首先,安装在电机座b30上的电机及减速机b21,通过联轴器22驱动丝杠副23,丝杠副23通过螺母驱动电机座a17,带动电机及减速机a16和带销半联轴器15上行,和带槽半联轴器14结合与主轴4连接;电机及减速机a16通过联轴器驱动主轴转动,转动180度后,电机停转,电机及减速机a16和带销半联轴器15下行;0度和180度位置检测由位置检测传感器9实施;传感器11的测力位置精度,由称重销7通过连接孔位置精度保障;过载垫块13位于称重传感器11承载端下方,其间隙和最大载荷下的变形相匹配。设:图1所示左侧两个称重传感器读数分别为p
1n
、p
3n
、右侧两个称重传感器读数分别为p
2n、
p
4n
,n为读数次序;l是称重传感器图1所示的到中心轴线的投影间距;m1为标准块到转轴的静力矩。m2为产品到转轴的静力矩。
[0022]0°
位置时,由静力平衡得:m1—(p
21
+p
41
)l=m2— (p
11
+p
31
)l
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(1)旋转180
°
再次测量有:m1—(p
12
+p
32
)l=m2—(p
22
+p
42
)l
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(2)式(2)可以写为:m1+(p
22
+p
42
)l =m2+(p
12
+p
32
)l
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(3)(3)+(1)得:m2=m1+1/2( ((p
22
+p
42
) —(p
21
+p
41
))l— ((p
12
+p
32
) —(p
11
+p
31
))l)=m1+1/2( ((p
22
—p
21
)+ (p
42
—p
41
))l— ((p
12
— p
11
)+ (p
32
—p
31
))l) (4)由式(4)可知,此时参与计算的不再是称重传感器的绝对读数,而是两次读数之差,消除了称重传感器的系统误差,等同于称重传感器自身比对测量,使其精度明显提高,根据经验精度提高5
‑
10倍。同时m1也是检定的标准值,这样,m2的测量结果将会显著提高。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1