一种焊缝检验尺及其使用方法与流程
1.本发明属于测量工具技术领域,涉及一种焊缝检验尺及其使用方法。
背景技术:
2.焊缝检验尺是用于检查焊缝质量的常用检测工具。目前常用的焊缝检验尺主要由主尺、测深尺、测角尺等组成,在实际使用时存在较多不便。如:在测量角焊缝焊脚厚度和两边焊高时要测量三次,分别测量角焊缝的两边的焊高,然后再测量角焊缝的焊脚厚度,对于需要测量多个位置角焊缝尺寸时,工作量变得十分巨大;而且每次测量时,可能由于焊缝检验尺位置有移动,不能保证测量的是同一个位置角焊缝的两边焊高和同一位置的焊脚厚度,使测量结果存在一定的误差。
技术实现要素:
3.为了克服上述现有技术存在的缺陷,本发明的目的在于提供一种焊缝检验尺及其使用方法,能够同时测量角焊缝同一个位置的焊脚厚度和两条边的焊脚高度,提高了测量的效率和准确性。
4.本发明是通过以下技术方案来实现:
5.本发明公开了一种焊缝检验尺,包括主尺、多用尺、第一副尺和第二副尺;主尺为具有4条直边和1条斜边的缺角正方形,与斜边相邻的第三直边和第四直边的长度相等;主尺上设有贯通斜边的多用尺滑槽;多用尺滑动连接在多用尺滑槽内,并能够通过多用尺锁紧螺钉与主尺锁紧;多用尺的轴线与主尺的对角线共线且与斜边垂直;多用尺的一端设有多用尺尖部;多用尺上设有多用尺基准刻度线,与多用尺基准刻度线邻接的主尺上设有多用尺量程刻线;
6.第一副尺和第二副尺分别设在第三直边和第四直边处,并与主尺滑动连接,并分别能够通过第一副尺拧紧螺钉和第二副尺拧紧螺钉与主尺锁紧;第一副尺上设有第一副尺基准刻度线,与第一副尺基准刻度线邻接的主尺上设有第一副尺量程刻线;第一副尺的一端设有第一副尺尖部;第二副尺上设有第二副尺基准刻度线,与第二副尺基准刻度线邻接的主尺上设有第二副尺量程刻线;第二副尺的一端设有第二副尺尖部;
7.当多用尺尖部、第一副尺尖部和第二副尺尖部的尖端位于第三直边与第四直边延伸线的交点时,多用尺基准刻度线与多用尺量程刻线的零刻度线对齐,第一副尺基准刻度线与第一副尺量程刻线的零刻度线对齐,第二副尺基准刻度线与第二副尺量程刻线的零刻度线对齐。
8.优选地,多用尺上设有多用尺条形孔,多用尺锁紧螺钉穿过多用尺条形孔与主尺连接;第一副尺上设有第一副尺条形孔,第一副尺拧紧螺钉穿过第一副尺条形孔与主尺连接;第二副尺上设有第二副尺条形孔,第二副尺拧紧螺钉穿过第二副尺条形孔与主尺连接。
9.进一步优选地,第一副尺条形孔内穿设有第一副尺固定螺钉,第一副尺固定螺钉与主尺固定连接;第二副尺条形孔内还穿设有第二副尺固定螺钉,第二副尺固定螺钉与主
尺固定连接。
10.进一步优选地,主尺上分别设有第一副尺滑槽和第二副尺滑槽,第一副尺滑动连接在第一副尺滑槽内,第二副尺滑动连接在第二副尺滑槽内。
11.优选地,多用尺的长度小于多用尺滑槽。
12.优选地,主尺、多用尺、第一副尺和第二副尺的上表面平齐。
13.优选地,第一副尺尖部和第二副尺尖部的角度为37~39
°
,多用尺尖部的角度为12
°
~16
°
。
14.优选地,多用尺尖部上沿多用尺轴线设有若干用于测量对接焊缝宽度的测宽刻痕,测宽刻痕与多用尺轴线垂直。
15.优选地,主尺上设有若干用于测量焊缝气孔尺寸的测量孔,若干测量孔的直径不相等。
16.本发明公开了上述焊缝检验尺的使用方法,将第三直边和第四直边分别与焊接件的两垂直平面紧密接触,移动多用尺,使多用尺尖部的尖端与角焊缝顶紧后旋紧多用尺锁紧螺钉;分别移动第一副尺和第二副尺,使第一副尺尖部和第二副尺尖部的尖端分别与角焊缝的两边缘顶紧,分别旋紧第一副尺拧紧螺钉和第二副尺拧紧螺钉;多用尺基准刻度线在多用尺量程刻线上的读数为角焊缝焊脚厚度,第一副尺基准刻度线在第一副尺量程刻线上的读数和第二副尺基准刻度线在第二副尺量程刻线上的读数分别为角焊缝两边的焊脚高度。
17.与现有技术相比,本发明具有以下有益的技术效果:
18.本发明公开的焊缝检验尺,将多用尺、第一副尺和第二副尺集成在主尺上,结构紧凑、便于携带和使用,通过操作多用尺、第一副尺和第二副尺,能够快速、准确地同时测量角焊缝同一个位置的焊脚厚度和两条边的焊脚高度,测量过程中主尺不需要移位,有效减少了以往因多次移位带来的误差,保证了测量结果的准确性。
19.进一步地,多用尺、第一副尺和第二副尺上分别设置条形孔,能够配合各自的拧紧螺钉实现滑动和锁紧,结构设计合理,制造及使用方便。
20.更进一步地,第一副尺和第二副尺分别通过第一副尺固定螺钉和第二副尺固定螺钉,能够配合各自的拧紧螺钉实现限位,使第一副尺和第二副尺只能够进行长度方向上的滑动位移,保证测量数据的准确性。
21.更进一步地,第一副尺和第二副尺分别设在第一副尺滑槽和第二副尺滑槽内,结构简单可靠,能够使第一副尺和第二副尺只能够进行长度方向上的滑动位移,保证测量数据的准确性。
22.进一步地,多用尺的长度小于多用尺滑槽,不使用时多用尺可以完全收入多用尺滑槽内,避免多用尺尖部碰撞磨损及伤及操作人员。
23.进一步地,主尺、多用尺、第一副尺和第二副尺的上表面平齐,能够提高读数的准确性。同一平面可以测量角焊缝同一位置的焊脚厚度和焊脚高度,如果不共面,可能测的不是同一位置的焊脚高度和厚度,位置差一个焊检尺厚度的距离。
24.进一步地,第一副尺尖部和第二副尺尖部的角度为37
°
~39
°
,多用尺尖部的角度为12
°
~16
°
,能够使多用尺尖部、第一副尺尖部和第二副尺尖部的尖端共点,从而对焊缝检验尺进行校核。
25.进一步地,测宽刻痕能够对对接焊缝的宽度进行测量,拓展了焊缝检验尺的功能。
26.进一步地,测量孔能够对气孔尺寸进行测量,拓展了焊缝检验尺的功能。
27.本发明公开的上述焊缝检验尺的使用方法,操作简便,不依赖于操作者的经验和技能水平,功能齐全,能够有效提高工作效率和测量数据的准确性。
附图说明
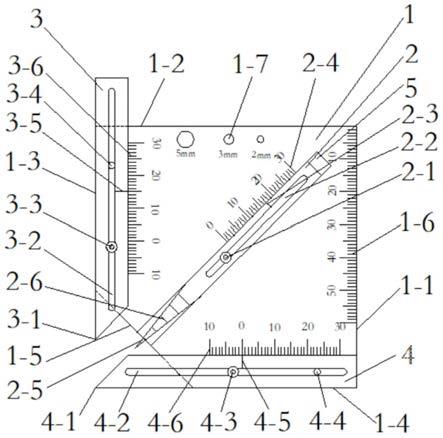
28.图1为本发明的整体结构示意图;
29.图2为本发明的焊缝检验尺同时测量对角焊缝焊脚厚度、两边焊高的使用状态示意图;
30.图3为本发明的焊缝检验尺测量对接焊缝的焊缝宽度的使用状态示意图;
31.图4为本发明的焊缝检验尺测量对接焊缝的焊缝余高的使用状态示意图。
32.图中,1为主尺,1
‑
1为第一直边,1
‑
2为第二直边,1
‑
3为第三直边,1
‑
4为第四直边,1
‑
5为斜边,1
‑
6为主尺量程刻线,1
‑
7为测量孔,2为多用尺,2
‑
1为多用尺锁紧螺钉,2
‑
2为多用尺条形孔,2
‑
3为多用尺基准刻度线,2
‑
4为多用尺量程刻线,2
‑
5为多用尺尖部,2
‑
6为测宽刻痕,3为第一副尺,3
‑
1为第一副尺尖部,3
‑
2为第一副尺条形孔,3
‑
3为第一副尺拧紧螺钉,3
‑
4为第一副尺固定螺钉,3
‑
5为第一副尺基准刻度线,3
‑
6为第一副尺量程刻线,4为第二副尺,4
‑
1为第二副尺尖部,4
‑
2为第二副尺条形孔,4
‑
3为第二副尺拧紧螺钉,4
‑
4为第二副尺固定螺钉,4
‑
5为第二副尺基准刻度线,4
‑
6为第二副尺量程刻线,5为多用尺滑槽。
具体实施方式
33.下面结合附图和实施例对本发明做进一步详细描述:
34.如图1,为本发明的焊缝检验尺,包括主尺1、多用尺2、第一副尺3和第二副尺4;主尺1为第一直边1
‑
1、第二直边1
‑
2、第三直边1
‑
3、第四直边1
‑
4和1条斜边1
‑
5围成的缺角正方形,与斜边1
‑
5相邻的第三直边1
‑
3和第四直边1
‑
4的长度相等;主尺1上设有贯通斜边1
‑
5的多用尺滑槽5;多用尺2滑动连接在多用尺滑槽5内,并能够通过多用尺锁紧螺钉2
‑
1与主尺1锁紧;多用尺2的轴线与主尺1的对角线共线且与斜边1
‑
5垂直;多用尺2的一端设有多用尺尖部2
‑
5;多用尺2上设有多用尺基准刻度线2
‑
3,与多用尺基准刻度线2
‑
3邻接的主尺1上设有多用尺量程刻线2
‑
4;
35.第一副尺3和第二副尺4分别设在第三直边1
‑
3和第四直边1
‑
4处,并与主尺1滑动连接,并分别能够通过第一副尺拧紧螺钉3
‑
3和第二副尺拧紧螺钉4
‑
3与主尺1锁紧;第一副尺3上设有第一副尺基准刻度线3
‑
5,与第一副尺基准刻度线3
‑
5邻接的主尺1上设有第一副尺量程刻线3
‑
6;第一副尺3的一端设有第一副尺尖部3
‑
1;第二副尺4上设有第二副尺基准刻度线4
‑
5,与第二副尺基准刻度线邻接的主尺1上设有第二副尺量程刻线4
‑
6;第二副尺4的一端设有第二副尺尖部4
‑
1;
36.当多用尺尖部2
‑
5、第一副尺尖部3
‑
1和第二副尺尖部4
‑
1的尖端位于第三直边1
‑
3与第四直边1
‑
4延伸线的交点时,多用尺基准刻度线2
‑
3与多用尺量程刻线2
‑
4的零刻度线对齐,第一副尺基准刻度线3
‑
5与第一副尺量程刻线3
‑
6的零刻度线对齐,第二副尺基准刻度线4
‑
5与第二副尺量程刻线4
‑
6的零刻度线对齐。
37.在本发明的一个较优的实施例中,多用尺2上设有多用尺条形孔2
‑
2,多用尺锁紧
螺钉2
‑
1穿过多用尺条形孔2
‑
2与主尺1连接;第一副尺3上设有第一副尺条形孔3
‑
2,第一副尺拧紧螺钉3
‑
3穿过第一副尺条形孔3
‑
2与主尺1连接;第二副尺4上设有第二副尺条形孔4
‑
2,第二副尺拧紧螺钉4
‑
3穿过第二副尺条形孔4
‑
2与主尺1连接。
38.关于第一副尺3和第二副尺4的设置方式,在本发明的一个实施例中,第一副尺条形孔3
‑
2内穿设有第一副尺固定螺钉3
‑
4,第一副尺固定螺钉3
‑
4与主尺1固定连接;第二副尺条形孔4
‑
2内还穿设有第二副尺固定螺钉4
‑
4,第二副尺固定螺钉4
‑
4与主尺1固定连接。在本发明的另一个实施例中,主尺1上分别设有第一副尺滑槽和第二副尺滑槽,第一副尺3滑动连接在第一副尺滑槽内,第二副尺4滑动连接在第二副尺滑槽内。
39.在本发明的一个较优的实施例中,多用尺2的长度小于多用尺滑槽5。
40.在本发明的一个较优的实施例中,主尺1、多用尺2、第一副尺3和第二副尺4的上表面平齐。
41.在本发明的一个较优的实施例中,第一副尺尖部3
‑
1和第二副尺尖部4
‑
1的角度为37
°
~39
°
,多用尺尖部2
‑
5的角度为12
°
~16
°
。
42.在本发明的一个较优的实施例中,多用尺尖部2
‑
5上沿多用尺2轴线设有若干用于测量对接焊缝宽度的测宽刻痕2
‑
6,测宽刻痕2
‑
6与多用尺2轴线垂直。
43.在本发明的一个较优的实施例中,主尺1上设有若干用于测量焊缝气孔尺寸的测量孔1
‑
7,若干测量孔1
‑
7的直径不相等。
44.在本发明的一个较优的实施例中,第一直边1
‑
1或第二直边1
‑
2侧还设有主尺量程刻线1
‑
6。
45.上述焊缝检验尺的使用方法,包括:
46.将第三直边1
‑
3和第四直边1
‑
4分别与焊接件的两垂直平面紧密接触,移动多用尺2,使多用尺尖部2
‑
5的尖端与角焊缝顶紧后旋紧多用尺锁紧螺钉2
‑
1;分别移动第一副尺3和第二副尺4,使第一副尺尖部3
‑
1和第二副尺尖部4
‑
1的尖端分别与角焊缝的两边缘顶紧,分别旋紧第一副尺拧紧螺钉3
‑
3和第二副尺拧紧螺钉4
‑
3;多用尺基准刻度线2
‑
3在多用尺量程刻线2
‑
4上的读数为角焊缝焊脚厚度,第一副尺基准刻度线3
‑
5在第一副尺量程刻线3
‑
6上的读数和第二副尺基准刻度线4
‑
5在第二副尺量程刻线4
‑
6上的读数分别为角焊缝两边的焊脚高度。
47.其它功能还包括:测量对接焊缝的焊缝宽度、测量对接焊缝的焊缝余高、测量对接板材的坡口间隙宽度、测量焊缝的气孔直径和测量咬边深度。
48.下面以一个具体实施例来对本发明的焊缝检验尺进行进一步的描述:
49.在本实施例中,第一直边1
‑
1和第二直边1
‑
2的长度为80mm,第三直边1
‑
3和第四直边1
‑
4的长度为50mm。主尺1斜对角线设有与斜边1
‑
5垂直的多用尺滑槽5,多用尺2置于多用尺滑槽5内可以自由移动,多用尺2上表面与主尺1上表面齐平,多用尺滑槽5中间有一多用尺锁紧螺钉2
‑
1穿过多用尺2上的多用尺条形孔2
‑
2,可以用来固定多用尺2的位置,多用尺2上有多用尺基准刻度线2
‑
3,多用尺滑槽5边沿有多用尺量程刻线2
‑
4,多用尺2一端齐平,一端为多用尺尖部2
‑
5,多用尺尖部2
‑
5在宽度为1mm、2mm、3mm、4mm、5mm处分别刻有测宽刻痕2
‑
6,测宽刻痕2
‑
6与斜边1
‑
5平行,当多用尺尖部2
‑
5移动到第三直边1
‑
3与第四直边1
‑
4交点(即正方形缺失的顶点)位置时,多用尺基准刻度线2
‑
3与主尺1上的多用尺量程刻线2
‑
4零刻度线正好对齐。
50.第一副尺3的一边与主尺1的第三直边1
‑
3齐平,第一副尺3一端齐平,一端为角度38
°
的第一副尺尖部3
‑
1,第一副尺3中间有第一副尺条形孔3
‑
2,第一副尺条形孔3
‑
2内有第一副尺拧紧螺钉3
‑
3和第一副尺固定螺钉3
‑
4,第一副尺3一边刻有第一副尺基准刻度线3
‑
5,紧挨的主尺1上刻有第一副尺基准刻度线3
‑
6,当第一副尺尖部3
‑
1与第四直边1
‑
4齐平时第一副尺基准刻度线3
‑
5与第一副尺基准刻度线3
‑
6零刻度线对齐。
51.第二副尺4的一边与主尺1的第四直边1
‑
4齐平,第二副尺4一端齐平,一端为角度38
°
的第二副尺尖部4
‑
1,第二副尺4中间有第二副尺条形孔4
‑
2,第二副尺条形孔4
‑
2内有第二副尺拧紧螺钉4
‑
3和第二副尺固定螺钉4
‑
4,第二副尺4一边刻有第二副尺基准刻度线4
‑
5,紧挨的主尺1上刻有第二副尺量程刻线4
‑
6,当第二副尺尖部4
‑
1与第三直边1
‑
3齐平时第二副尺基准刻度线4
‑
5与第二副尺量程刻线4
‑
6零刻度线对齐。
52.主尺1的第一直边1
‑
1上刻有60mm的主尺量程刻线1
‑
6,第二直边1
‑
2下方开有2mm、3mm、5mm的测量孔1
‑
7,可以用来测量焊缝上气孔的大小。
53.上述焊缝检验尺的功能包括但不限于下面几项:
54.1)同时角焊缝焊脚厚度和焊缝高度:如图2,将焊缝检验尺第三直边1
‑
3与第四直边1
‑
4分别与焊接件两垂直平面紧密接触并用手固定,然后移动焊缝检验尺的多用尺2与角焊缝紧贴后拧紧多用尺锁紧螺钉2
‑
1,多用尺基准刻度线2
‑
3与多用尺量程刻线2
‑
4的15.4mm对齐;再分别移动第一副尺3和第二副尺4,使第一副尺尖部3
‑
1和第二副尺尖部4
‑
1分别与焊缝两边缘紧贴并拧紧第一副尺拧紧螺钉3
‑
3和第二副尺拧紧螺钉4
‑
3,第一副尺基准刻度线3
‑
5与第一副尺量程刻线3
‑
6的15mm对齐,第二副尺基准刻度线4
‑
5与第二副尺量程刻线4
‑
6的16mm对齐,此时测得此角焊缝焊脚厚度为15.4mm,一边的焊角高度为15mm,一边的焊脚高度为16mm。
55.2)测量对接焊缝的焊缝宽度:如图3,将多用尺2收回并拧紧多用尺锁紧螺钉2
‑
1;将第一副尺基准刻度线3
‑
5与第一副尺量程刻线3
‑
6的0刻度线对齐并拧紧第一副尺拧紧螺钉3
‑
3;然后将第四直边1
‑
4与被测焊接件母材平面紧贴,移动焊缝检验尺,让第一副尺尖部3
‑
1的尖头与焊缝一边对齐,再移动第二副尺4使第二副尺尖部4
‑
1的尖头与焊缝另一边对齐,此时第二副尺基准刻度线4
‑
5与第二副尺量程刻线4
‑
6的16mm刻度线对齐并拧紧第二副尺拧紧螺钉4
‑
3,则对接焊缝的焊缝宽度为16mm。
56.3)测量对接焊缝的焊缝余高:如图4,将焊缝检验尺的多用尺2收回并拧紧多用尺锁紧螺钉2
‑
1,将第四直边1
‑
4与被测焊接件母材平面紧贴,移动焊缝检验尺让第一副尺尖部3
‑
1的尖头落在焊缝最高点拧紧第一副尺拧紧螺钉3
‑
3,此时第一副尺基准刻度线3
‑
5与第一副尺量程刻线3
‑
6的1.8mm刻度线对齐,则对接焊缝的焊缝余高为1.8mm。
57.4)测量对接板材的坡口间隙宽度:将斜边1
‑
5与对接板材的上平面靠紧,移动多用尺2插入对接板材的坡口间隙,直到多用尺2不能再移动,此时读数测宽刻痕2
‑
6,即为对接板材的坡口间隙宽度。
58.5)测量焊缝的气孔直径:将焊缝检验尺有测量孔1
‑
7的一边靠近焊缝上气孔进行孔径对照,是否超过检验尺上测量孔的直径。
59.6)测量咬边深度:将焊缝检验尺的多用尺2收回并拧紧多用尺锁紧螺钉2
‑
1,将第四直边1
‑
4与被测焊接件母材平面紧贴,移动焊缝检验尺让第一副尺尖部3
‑
1的尖头落在咬边位置最深处拧紧第一副尺拧紧螺钉3
‑
3,此时第一副尺基准刻度线3
‑
5与第一副尺量程刻
线3
‑
6的1.8mm刻度线对齐,则咬边深度为1.8mm。。
60.需要说明的是,以上所述仅为本发明实施方式之一,根据本发明所描述的系统所做的等效变化,均包括在本发明的保护范围内。本发明所属技术领域的技术人员可以对所描述的具体实例做类似的方式替代,只要不偏离本发明的结构或者超越本权利要求书所定义的范围,均属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1