一种智能制造领域的废旧钢轨加工线用检测装置的制作方法
1.本发明涉及铁路钢轨循环利用技术领域,具体是涉及一种智能制造领域的废旧钢轨加工线用检测装置。
背景技术:
2.我国是铁路运输大国,铁路公里数在全世界上名列前茅。铁路铺设中和维修更换需要用到的钢轨数量巨大。目前钢轨长期使用后需要定期更换,更换下来的钢轨受损程度不同,有些损伤在于表面,而有的损伤则在内部,需要对拆下来的钢轨进行检测,一方面观察其外部轮廓是否变形无法满足正常工作标准,一方面需要对其内部结构强度变化进行检查,结合判断钢轨是否可以再利用。当钢轨无法再利用则送去熔炼回收。
3.一般检测过程中继续要对钢轨的周侧进行检测,也需要对其端部进行检测,目前所采用的检测方式检测精度有限,无法满足当前逐渐提高的行业检测标准。
技术实现要素:
4.为解决上述技术问题,提供一种智能制造领域的废旧钢轨加工线用检测装置。
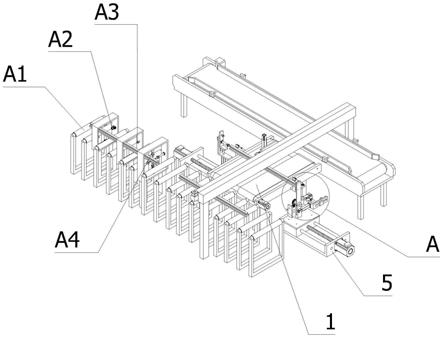
5.为达到以上目的,本发明采用的技术方案为:一种智能制造领域的废旧钢轨加工线用检测装置,包括对待检钢轨的周侧进行检测和标记的第一检测线、对待检钢轨的端部进行检测和标记的第二检测线,以及将待检钢轨在第一检测线和第二检测线之间移动的机械手;其中,第一检测线包括有辊式传输机以及依次设置在辊式传输机的传输路径上的轮廓检测组件、第一超声检测组件和第一喷涂组件;所述第二检测线包括有:双带传输机,双带传输机的传输方向垂直于辊式传输机的传输方向,双带传输机的传输方向垂直于待检钢轨的长度方向,双带传输机用以驱动待检钢轨向远离辊式传输机的方向移动;定位装置,定位装置设置在双带传输机的两侧,定位装置的工作端工作状态下抵接在待检钢轨远离辊式传输机的一侧;翻转支架,翻转支架设有一对并位于双带传输机的两侧,翻转支架为l形结构,翻转支架包括有相互垂直的第一支板和第二支板,第一支板和第二支板之间还设有与第一支板、第二支板垂直的连接板;旋转控制装置,旋转控制装置的输出端与翻转支架连接,旋转控制装置用以控制翻转支架围绕其l形结构的折弯处翻转;进给装置,进给装置的工作端与旋转控制装置固定连接,进给装置用以控制旋转控制装置靠近或远离双带传输机运动;滑移座,滑移座可滑动地设置在第二支板上,滑移座的滑动方向沿着第二支板的长度方向设置;
第二超声检测组件,第二超声检测组件安装在滑移座的一端,第二超声检测组件工作方向朝向双带传输机设置,第二超声检测组件用以对待检钢轨端部进行超声检测;第二喷涂组件,第二喷涂组件安装在滑移座的另一端,第二喷涂组件工作方向朝向双带传输机设置,第二喷涂组件用以对待检钢轨端部进行标记;直线位移装置,直线位移装置安装在连接板上,直线位移装置的输出轴与滑移座连接,直线位移装置的工作方向沿着第二支板的长度方向设置,直线位移装置用以控制滑移座在第二支板上滑动。
6.优选的,双带传输机的两侧固定有一对水平放置的翼板,翼板靠近双带传输机的进料方向铰接有定位板,翼板上还设有用以控制定位板翻转的翻转控制组件。
7.优选的,定位板朝向双带传输机进料端的一侧设置有折弯部,折弯部工作状态下抵压在待检钢轨的上端。
8.优选的,翼板上设置有第一铰接座,定位板上设置有第二铰接座,第一铰接座和第二铰接座之间设置有第一电动推杆,第一电动推杆的两端分别与第一铰接座、第二铰接座铰接。
9.优选的,第一支板朝向双带传输机的一侧设置有保护垫,工作状态下保护垫抵接在待检钢轨的端部。
10.优选的,旋转控制装置包括有:翻转座,翻转座安装在进给装置的工作端上;第一转轴,第一转轴安装在翻转支架的l形的折弯处,第一转轴与翻转座转动连接;蜗轮蜗杆传动副,蜗轮蜗杆传动副安装在进给装置的工作端上,蜗轮蜗杆传动副的输出端与第一转轴练级,蜗轮蜗杆传动副用以控制第一转轴围绕其自身轴线旋转;旋转驱动器,旋转驱动器固定在进给装置的工作端上,旋转驱动器的输出轴与蜗轮蜗杆传动副的输入端连接,旋转驱动器用以向蜗轮蜗杆传动副输出扭矩。
11.优选的,滑移座远离双带传输机的一端安装有滑块,第二支板沿长度方向开设有与滑块滑动配合的滑槽,第二支板背离滑移座的一侧设置有挡块,挡块与滑块固定连接且抵接在第二支板上。
12.优选的,第二喷涂组件包括有第二电动推杆和喷枪,第二电动推杆固定在滑移座上,第二电动推杆的工作方向朝向双带传输机方向设置,喷枪安装在第二电动推杆的输出轴上。
13.优选的,机械手包括有:龙门架,龙门架跨越第一检测线和第二检测线设置;同步带滑台,同步带滑台安装在龙门架上,同步带滑台的工作方向沿水平方向设置;升降控制装置,升降控制装置安装在升降控制装置的滑台上;夹爪,夹爪安装在升降控制装置的工作端上,夹爪的工作方向向下设置,夹爪用以对待检钢轨进行夹取。
14.优选的,辊式传输机由若干辊轴单元组成,各辊轴单元之间具有间隙,轮廓检测组件、第一超声检测组件、第一喷涂组件的工作端均环绕设置于辊轴单元之间的间隙处,待检
钢轨在辊式传输机上传输过程中穿过轮廓检测组件、第一超声检测组件和第一喷涂组件环绕式的工作区间。
15.本发明与现有技术相比具有的有益效果是:1.本发明通过翻转支架上的滑移座对第二超声检测组件和第二喷涂组件进行移位来切换检测和标记工作状态,有效地提高了对待检钢轨的检测和标记的精度,结构简单、控制方便。
16.2.本发明通过设置定位装置有效地提高了对待检钢轨在双带传输机上移动的精准定位,从而进一步提高整体结构的控制精度。
17.3.本发明通过旋转控制装置的控制结构来控制翻转支架翻转,提供驱动力的同时起到自锁的效果,从而防止翻转支架发生不必要的偏转。
18.4.本发明通过在第一支板抵接待检钢轨端部的一侧设置保护垫,有效地对待检钢轨起到保护效果,从而提高了结构的可靠性。
19.5.本发明通过重新对第一检测线的各常用检测结构和传输结构进行布局,有效地消除了现有技术中存在的检测死角问题,且实现方式简单便利。
附图说明
20.图1为本发明的待检钢轨立体图;图2为本发明的立体图一;图3为本发明的正视图;图4为本发明的俯视图;图5为本发明的立体图二;图6为本发明的图5中a处局部放大图;图7为本发明的第一检测线立体图;图8为本发明的第二检测线立体图;图9为本发明的定位装置立体图;图10为本发明的局部立体图一;图11为本发明的图10的立体分解图;图12为本发明的翻转支架立体图;图13为本发明的局部立体图二;图14为本发明的机械手立体图;图15为本发明的图14中b处局部放大图。
21.图中标号为:aa
‑
第一检测线;a1
‑
辊式传输机;a2
‑
轮廓检测组件;a3
‑
第一超声检测组件;a4
‑
第一喷涂组件;bb
‑
第二检测线;1
‑
双带传输机;2
‑
定位装置;2a
‑
翼板;2b
‑
定位板;2c
‑
翻转控制组件;2c1
‑
第一铰接座;2c2
‑
第二铰接座;2c3
‑
第一电动推杆;3
‑
翻转支架;3a
‑
第一支板;3a1
‑
保护垫;3b
‑
第二支板;3c
‑
连接板;
4
‑
旋转控制装置;4a
‑
翻转座;4b
‑
第一转轴;4c
‑
蜗轮蜗杆传动副;4d
‑
旋转驱动器;5
‑
进给装置;6
‑
滑移座;6a
‑
滑块;6b
‑
滑槽;6c
‑
挡块;7
‑
第二超声检测组件;8
‑
第二喷涂组件;8a
‑
第二电动推杆;8b
‑
喷枪;9
‑
直线位移装置;cc
‑
机械手;c1
‑
龙门架;c2
‑
同步带滑台;c3
‑
升降控制装置;c4
‑
夹爪;ss
‑
待检钢轨。
具体实施方式
22.以下描述用于揭露本发明以使本领域技术人员能够实现本发明。以下描述中的优选实施例只作为举例,本领域技术人员可以想到其他显而易见的变型。
23.为了解决如何提高对废旧钢轨进行检测和标记精度的技术问题,如图1
‑
8、图10和图12所示,提供以下技术方案:一种智能制造领域的废旧钢轨加工线用检测装置,包括对待检钢轨ss的周侧进行检测和标记的第一检测线aa、对待检钢轨ss的端部进行检测和标记的第二检测线bb,以及将待检钢轨ss在第一检测线aa和第二检测线bb之间移动的机械手cc;其中,第一检测线aa包括有辊式传输机a1以及依次设置在辊式传输机a1的传输路径上的轮廓检测组件a2、第一超声检测组件a3和第一喷涂组件a4;所述第二检测线bb包括有:双带传输机1,双带传输机1的传输方向垂直于辊式传输机a1的传输方向,双带传输机1的传输方向垂直于待检钢轨ss的长度方向,双带传输机1用以驱动待检钢轨ss向远离辊式传输机a1的方向移动;定位装置2,定位装置2设置在双带传输机1的两侧,定位装置2的工作端工作状态下抵接在待检钢轨ss远离辊式传输机a1的一侧;翻转支架3,翻转支架3设有一对并位于双带传输机1的两侧,翻转支架3为l形结构,翻转支架3包括有相互垂直的第一支板3a和第二支板3b,第一支板3a和第二支板3b之间还设有与第一支板3a、第二支板3b垂直的连接板3c;旋转控制装置4,旋转控制装置4的输出端与翻转支架3连接,旋转控制装置4用以控制翻转支架3围绕其l形结构的折弯处翻转;进给装置5,进给装置5的工作端与旋转控制装置4固定连接,进给装置5用以控制旋转控制装置4靠近或远离双带传输机1运动;滑移座6,滑移座6可滑动地设置在第二支板3b上,滑移座6的滑动方向沿着第二支板3b的长度方向设置;第二超声检测组件7,第二超声检测组件7安装在滑移座6的一端,第二超声检测组件7工作方向朝向双带传输机1设置,第二超声检测组件7用以对待检钢轨ss端部进行超声检测;第二喷涂组件8,第二喷涂组件8安装在滑移座6的另一端,第二喷涂组件8工作方向朝向双带传输机1设置,第二喷涂组件8用以对待检钢轨ss端部进行标记;直线位移装置9,直线位移装置9安装在连接板3c上,直线位移装置9的输出轴与滑
移座6连接,直线位移装置9的工作方向沿着第二支板3b的长度方向设置,直线位移装置9用以控制滑移座6在第二支板3b上滑动。
24.具体的,辊式传输机a1、轮廓检测组件a2、第一超声检测组件a3、第一喷涂组件a4、双带传输机1、定位装置2、旋转控制装置4、进给装置5、第二超声检测组件7、第二喷涂组件8、直线位移装置9和机械手cc均与控制器电连接,进给装置5优选为丝杆滑台,直线位移装置9优选为伺服电缸。喷涂所用漆料为防锈漆,目的是后期重复利用钢轨时提高其使用寿命。超声检测目的是检测钢轨表面和内部的裂纹。第一检测线aa的各组成部分均可采用现有的检测方式对待检钢轨ss周侧进行检测,辊式传输机a1对待检钢轨ss进行输送;轮廓检测组件a2为ccd工业相机,通过拍照判断待检钢轨ss外部轮廓是否合格并上传图像信号至控制器,当判定不合格时,该待检钢轨ss无需进行后续的检测,直接通过辊式传输机a1传输至出料端进行废弃或重新熔炼处理。经轮廓检测组件a2判断合格的待检钢轨ss经过第一超声检测组件a3的检测后判断出周侧需要标记的位置并发送信号给控制器。控制器控制第一喷涂组件a4对经第一超声检测组件a3检测出的待检钢轨ss周侧需要标记的位置进行第一次喷涂标记。喷涂组件a4与第一超声组件a3之间还可以通过增加打磨装置将钢轨周侧氧化层等物质刮除,为本领域常用技术手段,在此不做赘述。
25.在辊式传输机a1的传输下经过第一喷涂组件a4的待检钢轨ss在经控制器控制的机械手cc的夹取下移送至第二检测线bb,通过第二检测线bb对完成周侧检侧标记的待检钢轨ss进行端部的检侧标记。机械手cc将待检钢轨ss放置到双带传输机1上,控制器通过控制双带传输机1将待检钢轨ss向远离第一检测线aa的方向输送。控制器发送信号给定位装置2,定位装置2收到信号后工作端向上伸出双带传输机1的工作面,待检钢轨ss前侧被定位装置2工作端挡住从而无法继续随着双带传输机1前进。控制器发送信号给进给装置5,进给装置5收到信号后控制翻转支架3向待检钢轨ss方向移动,继而一对翻转支架3的第一支板3a抵接至待检钢轨ss的两端从而使其居中对正。控制器发送信号给旋转控制装置4,旋转控制装置4收到信号后驱动翻转支架3翻转,使第二支板3b上的第二超声检测组件7正对待检钢轨ss端部对其进行第二次超声检测并发送信号给控制器。控制器根据第二超声检测组件7发送的数据通过直线位移装置9精确控制滑移座6滑动,使第二喷涂组件8移动至对应的位置精确喷涂待检钢轨ss的两端需要标记处,配合旋转控制装置4对翻转支架3的翻转,喷涂无盲区。完成标记后,控制器发送信号给定位装置2,定位装置2收到信号后解除对待检钢轨ss前端的阻挡,待检钢轨ss继续在双带传输机1上前进至双带传输机1的输出端,双带传输机1的输出端还设有用以将待检钢轨ss移送走的带式传输机,经带式传输机将待检钢轨ss移送至下一加工工位。翻转支架3通过连接板3c使得相互平行的第一支板3a和第二支板3b之间形成一定间隙,从而为第二超声检测组件7和第二喷涂组件8预留出足够的工作空间。
26.进一步的:为了解决解决如何对待检钢轨ss在双带传输机1上的移动进行精确定位的技术问题,如图9所示,提供以下技术方案:双带传输机1的两侧固定有一对水平放置的翼板2a,翼板2a靠近双带传输机1的进料方向铰接有定位板2b,翼板2a上还设有用以控制定位板2b翻转的翻转控制组件2c。
27.具体的,翻转控制组件2c与控制器电连接。翼板2a靠近双带传输机1进料方向的一端设有一水平设置的铰接轴,定位板2b底部设有与铰接轴配合的安装孔,定位板2b通过安
装孔铰接于铰接轴上。控制器通过翻转控制组件2c控制定位板2b在定位板2b上翻转,从而起到对待检钢轨ss的阻挡或放行的功能。
28.进一步的:为了解决如何进一步起到防止待检钢轨ss被阻挡时上下窜动的技术问题,如图9所示,提供以下技术方案:定位板2b朝向双带传输机1进料端的一侧设置有折弯部,折弯部工作状态下抵压在待检钢轨ss的上端。
29.具体的,通过定位板2b的折弯部对待检钢轨ss上端的抵压,可以有效地防止待检钢轨ss在双带传输机1上跳动,进一步提高了第二次喷涂标记的准确度。
30.进一步的:为了解决如何控制定位板2b的准确翻转的技术问题,如图9所示,提供以下技术方案:翼板2a上设置有第一铰接座2c1,定位板2b上设置有第二铰接座2c2,第一铰接座2c1和第二铰接座2c2之间设置有第一电动推杆2c3,第一电动推杆2c3的两端分别与第一铰接座2c1、第二铰接座2c2铰接。
31.具体的,第一电动推杆2c3与控制器电连接。控制器发送信号给第一电动推杆2c3,第一电动推杆2c3以第一铰接座2c1为支撑,通过第二铰接座2c2带动定位板2b围绕翼板2a的端部转动,从而使定位板2b在竖立状态和放倒的状态之间切换。
32.进一步的:为了解决如何防止第一支板3a对待检钢轨ss进行对正时意外造成待检钢轨ss损伤的技术问题,如图10所示,提供以下技术方案:第一支板3a朝向双带传输机1的一侧设置有保护垫3a1,工作状态下保护垫3a1抵接在待检钢轨ss的端部。
33.具体的,通过设置保护垫3a1,使第一支板3a对待检钢轨ss的抵紧具有缓冲保护,从而避免检测过程中对待检钢轨ss产生不必要的损伤。
34.进一步的:为了解决如何实现翻转支架3的翻转控制的技术问题,如图13所示,提供以下技术方案:旋转控制装置4包括有:翻转座4a,翻转座4a安装在进给装置5的工作端上;第一转轴4b,第一转轴4b安装在翻转支架3的l形的折弯处,第一转轴4b与翻转座4a转动连接;蜗轮蜗杆传动副4c,蜗轮蜗杆传动副4c安装在进给装置5的工作端上,蜗轮蜗杆传动副4c的输出端与第一转轴4b练级,蜗轮蜗杆传动副4c用以控制第一转轴4b围绕其自身轴线旋转;旋转驱动器4d,旋转驱动器4d固定在进给装置5的工作端上,旋转驱动器4d的输出轴与蜗轮蜗杆传动副4c的输入端连接,旋转驱动器4d用以向蜗轮蜗杆传动副4c输出扭矩。
35.具体的,旋转驱动器4d优选为与控制器电连接的伺服电机。控制器发送信号给旋转驱动器4d,旋转驱动器4d收到信号后将扭矩输入至蜗轮蜗杆传动副4c,蜗轮蜗杆传动副
4c驱动第一转轴4b旋转并提供稳定的自锁效果,以保证翻转支架3旋转的控制精度。第一转轴4b旋转时带动翻转支架3在翻转座4a上翻转,从而使翻转支架3上的各部件在对正和检测、喷涂状态间切换。
36.进一步的:为了解决如何提高滑移座6在第二支板3b上滑动的稳定性的技术问题,如图11和图12所示,提供以下技术方案:滑移座6远离双带传输机1的一端安装有滑块6a,第二支板3b沿长度方向开设有与滑块6a滑动配合的滑槽6b,第二支板3b背离滑移座6的一侧设置有挡块6c,挡块6c与滑块6a固定连接且抵接在第二支板3b上。
37.具体的,通过挡块6c防止滑移座6滑动过程中滑块6a从滑槽6b内滑出,滑槽6b还通过与滑块6a的配合对滑移座6的极限行程进行限定,从而保证第二超声检测组件7和第二喷涂组件8换位精度。
38.进一步的:为了解决如何实现第二次喷涂标记的技术问题,如图11所示,提供以下技术方案:第二喷涂组件8包括有第二电动推杆8a和喷枪8b,第二电动推杆8a固定在滑移座6上,第二电动推杆8a的工作方向朝向双带传输机1方向设置,喷枪8b安装在第二电动推杆8a的输出轴上。
39.具体的,第二电动推杆8a、喷枪8b与控制器电连接。第二电动推杆8a控制喷枪8b靠近或远离待检钢轨ss运动。喷枪8b通过对待检钢轨ss的端部进行喷涂来对待检钢轨ss上的损伤部位进行标记。
40.进一步的:为了解决如何实现对待检钢轨ss的移动的技术问题,如图14和图15所示,提供以下技术方案:机械手cc包括有:龙门架c1,龙门架c1跨越第一检测线aa和第二检测线bb设置;同步带滑台c2,同步带滑台c2安装在龙门架c1上,同步带滑台c2的工作方向沿水平方向设置;升降控制装置c3,升降控制装置c3安装在升降控制装置c3的滑台上;夹爪c4,夹爪c4安装在升降控制装置c3的工作端上,夹爪c4的工作方向向下设置,夹爪c4用以对待检钢轨ss进行夹取。
41.具体的,同步带滑台c2、升降控制装置c3、夹爪c4均与控制器电连接。同步带滑台c2对夹爪c4的移动提供水平方向的驱动,是夹爪c4可以在第一检测线aa的辊式传输机a1和第二检测线bb的双带传输机1之间平移;升降控制装置c3对夹爪c4提供竖直方向的驱动,从而使机械手cc可以向下靠近或向上远离待检钢轨ss,升降控制装置c3优选为通过支架固定到同步带滑台c2滑台上的伺服电缸,具有更高的控制精度。夹爪c4可以为双向丝杆驱动的夹紧结构,夹爪c4的工作端与待检钢轨ss结构相适应。
42.进一步的:为了解决如何提高对待检钢轨ss周侧检侧精度的技术问题,如图4、图5和图7所示,提供以下技术方案:
辊式传输机a1由若干辊轴单元组成,各辊轴单元之间具有间隙,轮廓检测组件a2、第一超声检测组件a3、第一喷涂组件a4的工作端均环绕设置于辊轴单元之间的间隙处,待检钢轨ss在辊式传输机a1上传输过程中穿过轮廓检测组件a2、第一超声检测组件a3和第一喷涂组件a4环绕式的工作区间。
43.具体的,轮廓检测组件a2、第一超声检测组件a3、第一喷涂组件a4均通过底部支脚提高其高度,并使待检钢轨ss通过时周侧各个面均可以被轮廓检测组件a2、第一超声检测组件a3检测到,还可以消除第一喷涂组件a4第一次喷涂作业的工作死角,从而消除对待检钢轨ss周侧检测和标记的死角。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1