一种利用图像传感器进行飞秒激光加工中焦点的检测方法及其应用
1.本发明属于激光加工技术领域,具体涉及利用图像传感器进行飞秒激光加工中焦点的检测,解决飞秒激光加工过程中的离焦问题,通过利用计算机程序对图像传感器得到的样品反射光聚焦图像进行分析,根据分析结果能够实现对激光聚焦焦点位置进行精准的检测。
背景技术:
2.飞秒激光加工技术是一种先进的加工制造技术,它的高精度,三维加工能力,无材料选择性等优点使它在许多领域有着广泛的应用。但是由于激光聚焦的焦点尺寸很小,由于样品表面存在起伏,加工时容易产生离焦现象,严重影响加工效果。
3.早先,研究人员根据样本的烧蚀情况来估算激光焦点的位置。该方法误差大,对样品造成了不可逆损伤。近年来,研究者们提出了多种自动焦点检测方式,如像散法、偏心光束法、傅科法等依赖于象限探测器的焦点检测方法。这些方法在水平样品检测中具有较高的精度。但当样品倾斜时,由于离焦和反射角引起的电信号变化无法区分,导致检测误差较大。
技术实现要素:
4.针对飞秒激光加工中的离焦问题,本发明提出的解决方案是:一种利用图像传感器进行飞秒激光加工中焦点的检测方法,通过利用计算机程序对图像传感器得到的反射光聚焦图像进行分析,能够实现对激光聚焦焦点精准的检测,然后通过移动z轴位移台使激光聚焦焦点准确移动到样品表面,可以有效解决激光加工中的离焦问题。
5.本发明通过如下技术方案实现:
6.一种利用图像传感器进行飞秒激光加工中焦点的检测方法,具体步骤如下:
7.(1)反射光斑图像采集;
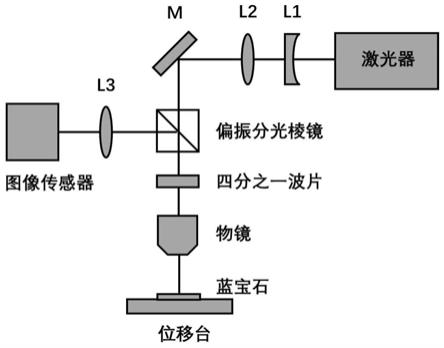
8.飞秒激光器出射的激光依次经过第一凹透镜l1和第二凸透镜l2扩束后,光斑扩大2倍,经过反射镜反射至偏振分光棱镜,后经过偏振分光棱镜与四分之一波片变成圆偏振光,通过物镜最终聚焦在样品台上的样品表面;而聚焦在样品表面的激光被样品表面反射,依次经过物镜与四分之一波片后,圆偏振光会变为与入射光偏振垂直的线偏振光,线偏振光会被偏振分光棱镜反射到另一侧,通过透镜聚焦,最终被图像传感器接收;
9.(2)聚焦焦点相对样品位置的标定:
10.将一平面样品水平地放置在样品台上,移动z轴位移台使激光焦点处于样品表面,此时反射光刚好聚焦在图像传感器上,图像传感器读取图像灰度强度达到最大值,此处认为是准焦位置;以准焦位置作为起点,沿z轴正负方向间隔一定距离移动位移台对反射光斑图像进行采集,并用计算机程序对每张采集图像进行光斑数据的提取并进行曲线拟合,其中,拟合函数有两个用于判断焦点的参数σ
c
和a。,将不同离焦位置获得的σ
c
和a参数分别绘
制成曲线,这两条曲线作为焦点检测判断的标准曲线;
11.(3)聚焦焦点相对样品位置检测:
12.将待测样品放置在样品台上,移动z轴位移台使激光焦点处于有效探测范围内某一初始位置,用计算机程序对该位置采集图像进行光斑数据的提取,在归一化后进行曲线拟合。将曲线拟合得到的参数代入标准曲线,即可得到离焦距离和方向,然后,移动z轴位移台可使激光焦点位于样品表面,解决加工中离焦带来的影响。
13.进一步地,步骤(1)所述飞秒激光波长为1030nm,所述图像传感器放置在透镜l3的焦距处。
14.进一步地,步骤(1)所述四分之一波片调整至入射光偏振方向与四分之一波片两轴夹角为45
°
,以使入射光经过四分之一波片后变为圆偏振光;具体调节方法为:旋转四分之一波片,并通过图像传感器实时读取反射光图像的灰度强度,当图像灰度强度达到最大值,停止旋转四分之一波片,此时认为入射光偏振方向与波片两轴夹角为45
°
,调节完成。
15.进一步地,步骤(2)所述计算机程序为python程序,所提取的数据为光斑强度最大值所在的一行像素的强度数据,所拟合的函数为三个函数相加得到的新函数:
16.其中,σ
c
为中心高斯函数的标准差,代表主峰的宽度,σ
s
为两侧高斯函数的标准差,代表侧峰的宽度,a为两侧高斯函数峰高和中心高斯函峰高的比值,代表侧峰的高度,p为侧峰对称轴所在的位置坐标;x为横坐标,表示像素位置;σ
c
和a两条参数曲线作为焦点检测判断的标准曲线。由于曲线上不同z轴位置检测的精度不同,采用双参数结合的检测方法。
17.进一步地,步骤(3)所述有效探测范围为在40倍物镜(na=0.6)条件下激光焦点在样品表面
±
4μm范围内都可以被检测到。
18.本发明的另一目的在于提供一种利用图像传感器进行飞秒激光加工中焦点的检测方法在倾斜表面上进行大尺寸微纳结构的均匀加工的应用,即通过焦点检测来获取样品的表面形貌,以解决在倾斜样品上加工中的离焦问题。
19.与现有技术相比,本发明的优点如下:
20.(1)、利用图像传感器检测焦点,系统结构简单,可重复性强,并具有较高的精度。
21.(2)、相比于像散法、偏心光束法、傅科法等依赖于象限探测器的焦点检测方法,利用图像传感器焦点对于倾斜样品的检测有更好的鲁棒性。
附图说明
22.为了更清楚地说明本发明具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍。在所有附图中,类似的元件或部分一般由类似的附图标记标识。附图中,各元件或部分并不一定按照实际的比例绘制。
23.图1为本发明利用图像传感器进行飞秒激光加工中焦点的检测的光路示意图;
24.图2为本发明中图像传感器在不同离焦位置采集的反射光斑图像;其中a,b,c分别为焦点在样品下方3微米,焦点在样品表面,焦点在样品上方3微米时图像传感器得到的反射光斑图像;
25.图3为本发明中拟合曲线的示意图及部分拟合结果;其中,a为拟合曲线示意图,b,
c,d分别为焦点在样品下方3微米,焦点在样品表面,焦点在样品上方3微米时图像传感器得到的光斑拟合曲线;
26.图4为本发明中光斑拟合曲线后得到的σ
c
参数曲线;
27.图5为本发明中光斑拟合曲线后得到的a参数曲线;
28.图6为本发明中检测精度与参数曲线斜率的关系;
29.图7为本发明中分别利用两参数曲线在不同离焦位置进行检测的检测精度;
30.图8为本发明利用图像传感器检测焦点的重复性误差曲线;
31.图9为本发明中大尺寸微纳结构的均匀加工的局部显微镜照片(a)及放大图(b)。
具体实施方式
32.为清楚、完整地描述本发明所述技术方案及其具体工作过程,结合说明书附图,本发明的具体实施方式如下:
33.实施例1
34.利用图像传感器进行对蓝宝石水平表面的焦点检测。
35.通过利用计算机程序对图像传感器得到的反射光聚焦图像进行分析,得到此时的离焦位置与方向。然后通过移动z轴位移台使激光聚焦焦点准确移动到蓝宝石表面,可以有效解决激光加工中的离焦问题。
36.一种利用图像传感器进行飞秒激光加工中焦点的检测方法,具体步骤如下:
37.(1)反射光斑图像采集:利用偏振分光棱镜的性质,结合四分之一波片,将蓝宝石表面反射光分离以便探测。所用飞秒激光波长为1030nm,飞秒激光器发出的激光经过第一凹透镜l1和第二凸透镜l2扩束后光斑扩大2倍,然后被反射镜m反射至偏振分光棱镜,激光经过偏振分光棱镜与四分之一波片变成圆偏振光,通过物镜最终聚焦在水平放置在样品台上的蓝宝石上;其中,波片调整至入射光偏振方向与波片两轴夹角为45
°
;具体地,旋转四分之一波片,并通过图像传感器读取反射光图像的灰度强度,当图像灰度强度达到最大值,停止旋转四分之一波片,此时认为入射光偏振方向与四分之一波片两轴夹角为45
°
,调节完成。而聚焦在蓝宝石表面的激光被蓝宝石反射,依次经过物镜与四分之一波片后,圆偏振光会变为与入射光偏振垂直的线偏振光。反射的线偏振光会被偏振分光棱镜反射到另一侧,通过第三凸透镜l3聚焦,最终被图像传感器接收(光路如图1所示)。其中,图像传感器放置在透镜l3的焦距处。
38.(2)聚焦焦点相对蓝宝石位置的标定:
39.将蓝宝石水平地放置在样品台上,移动z轴位移台使图像传感器读取图像灰度强度达到最大值,此处认为是准焦位置。以准焦位置作为起点,沿z轴正负方向间隔一定距离移动位移台对反射光斑图像进行采集,并用python程序对每张采集图像进行光斑数据的提取,在归一化后进行曲线拟合。其中,提取的数据为光斑强度最大值所在的一行像素的强度,函数为三个函数相加得到的新函数:其中,σ
c
为中心高斯函数的标准差,代表主峰的宽度。σ
s
为两侧高斯函数的标准差,代表侧峰的宽度。a为两侧高斯函数峰高和中心高斯函峰高的比值,代表侧峰的高度。p为侧峰对称轴所在的位置坐标。x为横坐标,代
表像素位置。然后将这些拟合曲线的参数σ
c
和a分别绘制成曲线。这两条曲线作为焦点检测判断的标准曲线。由于曲线上不同z轴位置检测的精度不同,采用双参数结合的检测方法。最终可实现探测精度优于64nm的焦点探测。
40.(3)聚焦焦点相对蓝宝石位置的检测:
41.将待测蓝宝石水平的放置在样品台上,移动z轴位移台使激光焦点处于准焦位置
±
4μm内某一初始位置。用python程序对该位置采集图像进行光斑数据的提取并进行曲线拟合。将曲线拟合得到的参数代入标准曲线,即可得到离焦距离和方向。移动z轴位移台可使激光焦点位于蓝宝石表面。
42.(4)焦点检测方法重复性验证:
43.重复步骤(3)二十次,将每次检测的结果与实际的误差绘制成曲线。
44.由图1可知,飞秒激光被蓝宝石反射后被偏振分光棱镜分离出去进行收集,处理后即可实现对激光焦点的检测。
45.由图2可知,当激光焦点处于不同离焦位置时,反射光斑呈现不同的形状,通过python程序可以将其区分。
46.由图3可知,提取的数据为光斑强度最大值所在的一行像素的强度。拟合函数为三个函数相加得到的新函数,其中,一个高斯函数居中,另外两个在两侧对称分布。参数σ
c
代表中间峰的宽度,参数a代表侧峰的高度,当激光焦点处于不同离焦位置时,参数σ
c
和a都存在明显差异,据此可以实现对焦点的检测。
47.由图4、5可知,参数σ
c
和a的曲线都呈现明显的规律性。但在不同z轴离焦位置时斜率不同,而检测精度与曲线的斜率密切相关。
48.由图6可知,y轴上的拟合误差决定了x轴上的检测精度,拟合误差与精度的比值对应于斜率。曲线斜率越大,检测精度越高。
49.由图7可知,为提高检测精度,在两条参数曲线上分别选取一段精度高的部分作为检测的基准。两条检测精度曲线的交点坐标为(
‑
1.52,0.064)。在这一点的左侧,用参数a曲线检测,而另一侧用参数σ
c
检测。
50.由图8可知,重复性测试二十次的平均误差为47nm,均方根误差为55nm,展示了高精度和良好的重复性。
51.实施例2
52.利用焦点检测方法应用于在倾斜的蓝宝石表面上进行大尺寸微纳结构的均匀加工。
53.通过焦点检测方法在倾斜的蓝宝石表面选择四个位置进行焦点检测,可以得到蓝宝石表面这四个在xy平面呈正方形的点的z轴坐标,通过这些坐标可以绘制出倾斜蓝宝石表面的形貌。通过对加工程序改进可使加工中焦点一直保持在蓝宝石上,最后得到大尺寸的均匀的微纳结构。
54.利用焦点检测方法应用于在倾斜的蓝宝石表面上进行大尺寸微纳结构的均匀加工,具体步骤如下:
55.步骤(1)、(2)同实施例1。
56.(3)绘制蓝宝石斜面的形貌:
57.将待测蓝宝石倾斜的放置在样品台上,移动xy轴使激光焦点对准蓝宝石左上角的
某一初始位置,通过python程序移动z轴位移台使激光焦点处于准焦位置
±
4μm内某一初始位置。然后对该位置采集图像进行光斑数据的提取并进行曲线拟合。将曲线拟合得到的参数代入标准曲线,得到离焦距离和方向,即获得此处的z轴信息。利用python程序在蓝宝石的其它三个角重复上述操作,检测的四个点在xy平面呈正方形,根据这些点的xyz轴位置信息即可绘制蓝宝石斜面的形貌。
58.(4)调整程序进行加工:
59.控制位移台使蓝宝石移动到初始加工位置。利用python程序将平面加工的数据调整为适合蓝宝石斜面的加工数据,控制xy轴与z轴协同运动,使加工中焦点一直保持在样品上。最后得到了大尺寸均匀的微纳结构。
60.由图9可知,加工微纳结构大小为1*1cm,线条宽度为1μm,结构十分均匀。
61.以上结合附图详细描述了本发明的优选实施方式,但是,本发明并不限于上述实施方式中的具体细节,在本发明的技术构思范围内,可以对本发明的技术方案进行多种简单变型,这些简单变型均属于本发明的保护范围。
62.另外需要说明的是,在上述具体实施方式中所描述的各个具体技术特征,在不矛盾的情况下,可以通过任何合适的方式进行组合,为了避免不必要的重复,本发明对各种可能的组合方式不再另行说明。
63.此外,本发明的各种不同的实施方式之间也可以进行任意组合,只要其不违背本发明的思想,其同样应当视为本发明所公开的内容。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1