一种MPV滑移门车型的前门装调检测装置的制作方法
一种mpv滑移门车型的前门装调检测装置
技术领域
1.本发明涉及汽车车门装配工艺技术领域,具体涉及一种mpv滑移门车型的前门装调检测装置。
背景技术:
2.传统轿车和suv旋转门车型,焊装车间车门装调顺序为:先装后门(后门相对后侧围调整),再装前门(前门相对后门调整)。而对于mpv滑移门车型,由于后门为滑移门,其必须在总装车间装配,传统的装调方法受限。
3.现有技术中,常用的解决方案主要有两种,第一种如图1所示,在焊装车间设计仿滑移门的检测模块x1(假滑门检测模块),检测模块装配到侧围后,前门后部姿态参考假滑门检测模块检测块型面进行xyz方向上的调整;但是假滑门检测模块采用整体仿形设计,体积大,重量大,操作不便利,单侧工装需要2个人操作,耗费工时多,实际生产过程中因无法满足焊装车间生产节拍,只能每天抽查检测,无法对每台车前门均进行检测调整。
4.第二种如图2所示,设计假翼子板检测模块x2,装完前门后,前门在车身上姿态以假翼子板检测模块上的检测块为基准进行调整;但是前门前部检测以假翼子板检测模块为基准检测,而前门后部姿态无检测,由于前门前部和后部因实物存在制造偏差,因而以假翼子板检测模块调整前门,只能保证前门前部相对车身的姿态,前门后部在车身上的姿态无法保证,导致无法确保前门的状态是否满足总装滑移门的装调,进而使车身到达总装后导致总装滑移门装调结果不满足质量要求。
技术实现要素:
5.基于上述表述,本发明提供了一种mpv滑移门车型的前门装调检测装置,以解决上述现有技术中的技术问题。
6.本发明解决上述技术问题的技术方案如下:
7.一种mpv滑移门车型的前门装调检测装置,包括前门后侧上检测模块和前门后侧下检测模块;
8.所述前门后侧上检测模块包括检测条和定位销组件,所述检测条可拆卸的安装于车前门侧围的上部,所述检测条横向设置,所述定位销组件连接于所述检测条对应所述车前门侧围的一侧,所述车前门侧围对应所述定位销组件形成有定位孔,所述检测条上形成有标定基准孔;
9.所述前门后侧下检测模块包括骨架、上部定位组件、中部定位组件和下部定位组件,所述骨架包括骨架本体和从上至下依次安装于所述骨架本体内侧的上部测量块、中部测量块、下部测量块,所述骨架本体竖直设置且可拆卸的安装于车前门侧围的后端,所述上部定位组件、中部定位组件和下部定位组件分别用于所述骨架本体的上部定位、中部定位和下部定位,所述上部测量块、所述中部测量块、所述下部测量块用于测量与前门的间隙面差值。
10.与现有技术相比,本技术的技术方案具有以下有益技术效果:
11.mpv滑移门车型,因其后门是滑移门,后门只能在总装车间装配,该特有工艺特点,导致传统前后车门的装调策略受到影响,通过设计安装在车前门侧围的前门后侧上检测模块和前门后侧下检测模块,实现mpv滑移门车型前门后部相对于车身侧围外板上的姿态检测和装配调整,实现焊装车间每台车前门装配完成后均可以检测前门后部,然后再以检测模块为基准,进行前门的调整,给总装滑移门装调提供准确的匹配基准;最终保证前门与后门匹配界面在焊装前门装配完成的姿态,满足总装滑移门装配后的间隙面差匹配和功能尺寸需求。
12.在上述技术方案的基础上,本发明还可以做如下改进。
13.进一步的,所述定位销组件包括主定位销和副定位销,所述主定位销和所述副定位销从后至前间隔连接于所述检测条对应所述车前门侧围的一侧,所述车前门侧围对应所述主定位销和所述副定位销分别形成有第一定位孔和第二定位孔。
14.进一步的,所述主定位销为菱形销,所述副定位销为圆形销。
15.进一步的,所述前门后侧上检测模块还包括磁体,所述磁体用于将所述检测条磁性吸附在所述车前门侧围的一侧。
16.进一步的,所述标定基准孔的数目为三个,三个所述标定基准孔间隔形成于所述检测条上且不位于同一直线上。
17.进一步的,所述检测条的外侧安装有操作把手。
18.进一步的,所述上部定位组件包括上部x向定位块、上部y向定位块、上部压紧机构,所述中部定位组件包括中部y向定位块,所述下部定位组件包括下部定位销、下部y向定位块和下部压紧机构,所述上部压紧机构和所述下部压紧机构分别用于将所述骨架本体的上部和下部固定于所述车前门侧围的后端,所述上部y向定位块、所述中部y向定位块和下部y向定位块配合实现所述骨架的y向定位,所述下部定位销用于与侧围圆孔配合定位,所述上部x向定位块与所述车前门侧围外表面配合实现所述骨架的x向定位。
19.进一步的,所述检测条和骨架一体成型结构。
附图说明
20.图1为第一种现有技术的结构示意图;
21.图2为第二种现有技术的结构示意图;
22.图3为本技术实施例一种mpv滑移门车型的前门装调检测装置的整体结构示意图;
23.图4为图3中前门后侧上检测模块的立体结构示意图;
24.图5为图4的另一视角的结构示意图;
25.图6为车前门侧围与前门后侧上检测模块相对应位置的结构示意图;
26.图7为图3中前门后侧下检测模块的立体结构示意图;
27.图8为前门后侧下检测模块的使用状态示意图;
28.图9为车前门侧围与前门后侧下检测模块相对应位置的结构示意图;
29.图10为前门后侧下检测模块的安装压紧示意图;
30.图11为前门后侧下检测模块使用状态的侧面示意图;
31.附图中,各标号所代表的部件列表如下:
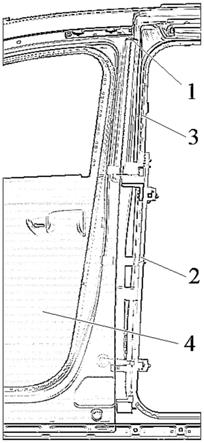
32.1、前门后侧上检测模块;2、前门后侧下检测模块;3、车前门侧围;4、前门;11、检测条;12、定位销组件;13、磁体;121、主定位销;122、副定位销;3a、第一定位孔;3b、第二定位孔;3c、侧围圆孔;21、骨架;22、上部定位组件;23、中部定位组件;24、下部定位组件;211、骨架本体;212、上部测量块;213、中部测量块;214、下部测量块;221、上部x向定位块;222、上部y向定位块;223、上部压紧机构;231、中部y向定位块;241、下部定位销;242、下部y向定位块;243、下部压紧机构。
具体实施方式
33.为了便于理解本技术,下面将参照相关附图对本技术进行更全面的描述。附图中给出了本技术的实施例。但是,本技术可以以许多不同的形式来实现,并不限于本文所描述的实施例。相反地,提供这些实施例的目的是使本技术的公开内容更加透彻全面。
34.除非另有定义,本文所使用的所有的技术和科学术语与属于本技术的技术领域的技术人员通常理解的含义相同。本文中在本技术的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本技术。
35.可以理解,空间关系术语例如“在...下”、“在...下面”、“下面的”、“在...之下”、“在...之上”、“上面的”等,在这里可以用于描述图中所示的一个元件或特征与其它元件或特征的关系。应当明白,除了图中所示的取向以外,空间关系术语还包括使用和操作中的器件的不同取向。例如,如果附图中的器件翻转,描述为“在其它元件下面”或“在其之下”或“在其下”元件或特征将取向为在其它元件或特征“上”。因此,示例性术语“在...下面”和“在...下”可包括上和下两个取向。此外,器件也可以包括另外地取向(譬如,旋转90度或其它取向),并且在此使用的空间描述语相应地被解释。
36.需要说明的是,当一个元件被认为是“连接”另一个元件时,它可以是直接连接到另一个元件,或者通过居中元件连接另一个元件。以下实施例中的“连接”,如果被连接的电路、模块、单元等相互之间具有电信号或数据的传递,则应理解为“电连接”、“通信连接”等。
37.在此使用时,单数形式的“一”、“一个”和“/该”也可以包括复数形式,除非上下文清楚指出另外的方式。还应当理解的是,术语“包括/包含”或“具有”等指定所陈述的特征、整体、步骤、操作、组件、部分或它们的组合的存在,但是不排除存在或添加一个或更多个其他特征、整体、步骤、操作、组件、部分或它们的组合的可能性。
38.如图3所示,本技术实施例提供了一种mpv滑移门车型的前门装调检测装置,包括前门后侧上检测模块1和前门后侧下检测模块2。
39.前门后侧上检测模块1包括检测条11和定位销组件12,检测条11可拆卸的安装于车前门侧围3的上部,其中检测条11横向设置。
40.定位销组件12连接于检测条11对应车前门侧围3的一侧,车前门侧围3对应定位销组件12形成有定位孔,检测条11上形成有标定基准孔。
41.其中检测条11与车前门侧围3的安装方式有多种,可以采用螺栓连接、卡接或者磁性连接,其中磁性连接由于其不需要对车前门侧围3进行另外的结构改动,因此,本实施例中优选为磁性连接,具体的,前门后侧上检测模块还包括磁体,更优选的,检测条11上连接有两个磁体13,为了保证磁性连接的可靠性,该磁体13为强磁铁,数目为两个,两个强磁铁分别安装在检测条11靠近两端的位置。
42.在本技术优选的实施例中,定位销组件12包括主定位销121和副定位销122,主定位销121和副定位销122从后至前间隔连接于检测条11对应车前门侧围3的一侧,相应的,车前门侧围3对应主定位销121和副定位销122分别形成有第一定位孔3a和第二定位孔3b。
43.更优选的,主定位销121为菱形销,副定位销122为圆形销。
44.为了便于定位方向的理解,将沿车身前后方向的方向称为x方向,水平面上与x方向垂直的方向为y方向,沿车身上下方向的方向称为z方向,因此,主定位销121与第一定位孔3a配合定位,可以实现检测条11对应位置x方向和z方向的定位,副定位销122和第二定位孔3b配合定位,可以实现检测条11对应位置z方向的定位,且由于两个强磁铁将检测条11紧密磁吸在车前门侧围3的外板上,进而实现了检测条11与车前门侧围3的准确定位。
45.定位后,为了标定前门安装位置,检测条11上形成有标定基准孔11a,优选的,标定基准孔11a的数目为三个,三个标定基准孔11a间隔形成于检测条11上且不位于同一直线上,以形成前门后侧上检测模块1的标定基准。
46.为了便于工作人员对前门后侧上检测模块1的使用和操作,检测条11的外侧安装有操作把手14。
47.在本技术的实施例中,前门后侧下检测模块2包括骨架21、上部定位组件22、中部定位组件23和下部定位组件24。
48.具体的,骨架21包括骨架本体211和从上至下依次安装于骨架本体211内侧的上部测量块212、中部测量块213、下部测量块214,其中骨架本体21竖直设置且可拆卸的安装于车前门侧围3的后端,上部定位组件22、中部定位组件23和下部定位组件24分别用于骨架本体211的上部定位、中部定位和下部定位,上部测量块212、中部测量块213、下部测量块214用于测量与前门4的间隙面差值。
49.在优选的实施例中,上部定位组件22包括上部x向定位块221、上部y向定位块222、上部压紧机构223,中部定位组件23包括中部y向定位块231,下部定位组件24包括下部定位销241、下部y向定位块242和下部压紧机构243。
50.其中,上部压紧机构223和下部压紧机构243分别用于将骨架本体211的上部和下部固定于车前门侧围3的后端,上部y向定位块222、中部y向定位块231和下部y向定位块242配合实现骨架本体211的y向定位,下部定位销241用于与侧围圆孔3c配合定位,上部x向定位块221与车前门侧围3外表面配合实现骨架的x向定位。
51.具体的,上部x向定位块221的一端通过螺栓固定在骨架本体211上,另一端的侧面为定位面,其与车前门侧围3的外表面贴合定位。
52.上部y向定位块222通过一个l形的上部y向定位连接块224连接在骨架本体211上,上部y向定位连接块224的横向段通过螺栓固定在骨架本体211上并位于上部x向定位块221的一侧,上部y向定位连接块224的竖直段与上部y向定位块222的下端连接,上部y向定位块222的上端向内侧弯折形成一个钩部,该钩部与车前门侧围3的前端抵接。
53.上部测量块212连接在骨架本体211上并位于上部y向定位块222的下侧。
54.中部y向定位块231的下端连接在骨架本体211靠近中部的位置,其上端向内侧弯折形成一个钩部,该钩部与车前门侧围3的前端抵接;中部测量块213连接在骨架本体211上并位于中部y向定位块231的下侧。
55.下部定位销241通过一个连接杆连接在骨架本体211上,具体的,连接杆的一端与
骨架本体211连接,另一端横向安装下部定位销241,下部定位销241用于车前门侧围3外侧预设的侧围圆孔3c配合定位;下部y向定位块安装于连接杆的下侧位置,下部测量块214连接在骨架本体211上并位于下部y向定位块的下侧。
56.可以理解的是,本技术的实施方式中,前门后侧上检测模块1和前门后侧下检测模块2可以为一体式结构,也可以为分开式结构,在本实施例中,为分开式结构。
57.上部压紧机构223和下部压紧机构243用于骨架本体211的压紧固定,其可以采用气动压紧、电动压紧或者纯机械压紧的方式压紧,由于气动压紧需要另外设置气体管路,电动压紧需要另外安装电路,本实施例中,优选为纯机械结构压紧的方式。
58.当前门后侧下检测模块2根据上述定位和压紧固定在车前门侧围3后,通过测量工具检测上部测量块212、中部测量块213、下部测量块214与前门4之间的间隙面差值,即可实现前门4在车前门侧围3上的姿态检查。
59.该实施例通过两个简易的检测模块方案,实现焊装车间前门4的调整以后部为基准,保证总装滑移门装配时,前门姿态满足要求。另外该检测模块的设计,实现焊装每台车前门装配后均能实现检测和调整,保证焊装车身的交付质量,减少总装滑门装配完成后的返修工时。
60.以上仅为本发明的较佳实施例,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1