一种天窗玻璃组合检具及其实施方法与流程
1.本发明涉及玻璃检测技术领域,特别涉及一种天窗玻璃组合检具及其实施方法。
背景技术:
2.玻璃是非晶无机非金属材料,一般是用多种无机矿物(如石英砂、硼砂、硼酸、重晶石、碳酸钡、石灰石、长石、纯碱等)为主要原料,另外加入少量辅助原料制成的,它的主要成分为二氧化硅和其他氧化物。普通玻璃的化学组成是na2sio3、casio3、sio2或na2o
·
cao
·
6sio2等,主要成分是硅酸盐复盐,是一种无规则结构的非晶态固体。
3.然而现如今的天窗玻璃组合检具对玻璃进行检测时,需要进行玻璃的固定,然而现有的固定操作过于粗糙,不讲对玻璃损害大,而且进行边角精细检测时,稳定性差,而且玻璃的表面检测、孔径检测、轮廓检测等需要不同的检具进行检测,操作麻烦,而且检测流程操作重复率高,提高了工作量。
4.为解决上述问题。为此,提出一种天窗玻璃组合检具及其实施方法。
技术实现要素:
5.本发明的目的在于提供一种天窗玻璃组合检具及其实施方法,通过一个检具可实现一侧固定,进行表面检测、孔径检测、轮廓检测的检测,可以解决上述背景技术中提出的问题。
6.为实现上述目的,本发明提供如下技术方案:一种天窗玻璃组合检具,包括支撑件以及依次设置在支撑件四角内侧的第一稳固部件、第二稳固部件、第三稳固部件和第四稳固部件,支撑件的四角设置有安装钉,支撑件上还设置有模拟块,第一稳固部件、第二稳固部件、第三稳固部件和第四稳固部件结构组成相同,支撑件的上端一侧设置有夹紧部件,支撑件的上端另一侧设置有定位部件;
7.支撑件的一侧还是设置有第一校零件,支撑件的一侧还是设置有第二校零件。
8.进一步地,第一稳固部件包括支撑底座以及设置在支撑底座上的上夹紧组件,夹紧组件相对的支撑件上端设置有下夹紧组件,用于初步支撑玻璃,并配合上夹紧组件将下夹紧组件固定夹紧。
9.进一步地,下夹紧组件包括支撑底盘以及设置在支撑底盘上端的安装桶,安装桶的一侧插入有调节杆,调节杆插入到安装桶内部的端部可设置有卡簧、卡条等结构。
10.进一步地,安装桶的一侧用于贯穿调节杆的开口呈l形,调节杆的内侧端还设置有主支撑桶,且主支撑桶可延伸出安装桶,主支撑桶的内侧设置有副升降桶,副升降桶的内侧端设置有复位弹簧。
11.进一步地,上夹紧组件包括安装座以及设置在安装座中部的夹持杆,用于夹持玻璃,夹持杆通过销柱与安装座活动连接,夹持杆的中部设置有丝杆,并贯穿夹持杆与安装座螺纹连接,丝杆可限定夹持杆转动,安装座的前端部还设置有限制块。
12.进一步地,夹紧部件包括玻璃支持件以及设置在玻璃支持件上端的第一定位销,
第一定位销的另一端设置在调节支持件的中部。
13.进一步地,定位部件包括安装件以及设置在安装件中部的第二定位销,第二定位销活动贯穿安装件。
14.进一步地,第一校零件包括对接块以及设置在对接块上端的校准支撑块,校准支撑块的另一端设置有第一校零仪。
15.进一步地,第二校零件包括夹持块以及设置在夹持块一端上侧的稳定块,稳定块上端活动贯穿有第二校零仪。
16.本发明提出的另一种技术方案:提供一种天窗玻璃组合检具的实施方法,包括以下步骤:
17.s1:将模拟块的上平面和上面的孔位擦拭干净,再将其他定位面和定位销擦拭干净,确保上面没有脏污;
18.s2:用力压下第一稳固部件、第二稳固部件和第三稳固部件的下夹紧组件,再将产品轻放在第一稳固部件、第二稳固部件、第三稳固部件和第四稳固部件上,并将玻璃底板紧贴靠夹紧部件进行定位,然后将第一定位销插入产品孔内,再将锁紧把手拧死,先夹紧定位部件再将上夹紧组件压紧产品,使零件定位;
19.s3:通过锥度间隙尺,检测产品与模拟块周边间隙是否达到公差范围,如在公差范围内则产品合格,如不在公差范围则不合格;
20.s4:通过锥度间隙尺,检测夹紧部件与模拟块周边间隙是否达到公差范围,如在公差范围内则产品合格,如不在公范围则不合格;
21.s5:将定位部件插入零件,如定位部件能顺利插入零件孔内则说明产品孔位置度合格,如不能顺利插入则产品孔位置度不合格;
22.s6:百分表用玻璃曲率测定f上校零,然后将第一校零仪插入模拟块的孔位内,垂直插入,底面与模拟块紧靠,通过表的数值来判断产品是否合格,用于玻璃表面的检测;
23.s7:百分表用玻璃rin测定校零块校零,然后将第二校零件插入模拟块的孔位内,底面与模拟块紧靠,通过表的数值来判断产品是否合格,用于玻璃轮廓的检测;
24.s8:检测完毕之后,拧松锁紧把手使夹紧块松开,然后将夹紧部件和定位部件向后拉,取下产品,进行下一产品的检测。
25.与现有技术相比,本发明的有益效果是:
26.1.本发明提出的一种天窗玻璃组合检具及其实施方法,用力压下第一稳固部件、第二稳固部件和第三稳固部件的下夹紧组件,再将产品轻放在第一稳固部件、第二稳固部件、第三稳固部件和第四稳固部件上,并将玻璃底板紧贴靠夹紧部件进行定位,然后将第一定位销插入产品孔内,再将锁紧把手拧死,先夹紧定位部件再将上夹紧组件压紧产品,使零件定位,固定精细度高,且固定稳定,便于进行细节检测。
27.2.本发明提出的一种天窗玻璃组合检具及其实施方法,通过锥度间隙尺,检测产品与模拟块周边间隙是否达到公差范围,如在公差范围内则产品合格,如不在公差范围则不合格,通过锥度间隙尺,检测夹紧部件与模拟块周边间隙是否达到公差范围,如在公差范围内则产品合格,如不在公范围则不合格。
28.3.本发明提出的一种天窗玻璃组合检具及其实施方法,将定位部件插入零件,如定位部件能顺利插入零件孔内则说明产品孔位置度合格,如不能顺利插入则产品孔位置度
不合格。
29.4.本发明提出的一种天窗玻璃组合检具及其实施方法,百分表用玻璃曲率测定f上校零,然后将第一校零仪插入模拟块的孔位内,垂直插入,底面与模拟块紧靠,通过表的数值来判断产品是否合格,用于玻璃表面的检测。
30.5.本发明提出的一种天窗玻璃组合检具及其实施方法,百分表用玻璃rin测定校零块校零,然后将第二校零件插入模拟块的孔位内,底面与模拟块紧靠,通过表的数值来判断产品是否合格,用于玻璃轮廓的检测。
附图说明
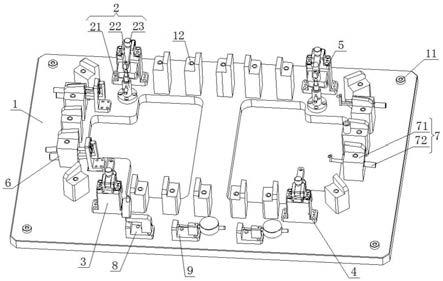
31.图1为本发明天窗玻璃组合检具的整体立体结构示意图;
32.图2为本发明天窗玻璃组合检具的支撑件俯视平面结构示意图;
33.图3为本发明天窗玻璃组合检具的下夹紧组件立体结构示意图;
34.图4为本发明天窗玻璃组合检具的上夹紧组件立体结构示意图;
35.图5为本发明天窗玻璃组合检具的夹紧部件立体结构示意图;
36.图6为本发明天窗玻璃组合检具的第一校零件立体结构示意图;
37.图7为本发明天窗玻璃组合检具的第二校零件立体结构示意图。
38.图中:1、支撑件;11、安装钉;12、模拟块;2、第一稳固部件;21、支撑底座;22、下夹紧组件;221、支撑底盘;222、安装桶;223、调节杆;224、主支撑桶;225、副升降桶;23、上夹紧组件;231、安装座;232、销柱;233、夹持杆;234、丝杆;235、限制块;3、第二稳固部件;4、第三稳固部件;5、第四稳固部件;6、夹紧部件;61、玻璃支持件;62、第一定位销;63、调节支持件;7、定位部件;71、安装件;72、第二定位销;8、第一校零件;81、对接块;82、校准支撑块;83、第一校零仪;9、第二校零件;91、夹持块;92、稳定块;93、第二校零仪。
具体实施方式
39.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
40.实施例一:
41.为了解决如何对玻璃组合间隙及孔位置度进行检测的技术问题,提出如下实施例;
42.参阅图1
‑
5,包括支撑件1以及依次设置在支撑件1四角内侧的第一稳固部件2、第二稳固部件3、第三稳固部件4和第四稳固部件5,支撑件1的四角设置有安装钉11,支撑件1上还设置有模拟块12,第一稳固部件2、第二稳固部件3、第三稳固部件4和第四稳固部件5结构组成相同,支撑件1的上端一侧设置有夹紧部件6,支撑件1的上端另一侧设置有定位部件7。
43.第一稳固部件2包括支撑底座21以及设置在支撑底座21上的上夹紧组件23,上夹紧组件23相对的支撑件1上端设置有下夹紧组件22,用于初步支撑玻璃,并配合上夹紧组件23将下夹紧组件22固定夹紧。
44.下夹紧组件22包括支撑底盘221以及设置在支撑底盘221上端的安装桶222,安装桶222的一侧插入有调节杆223,调节杆223插入到安装桶222内部的端部可设置有卡簧、卡条等结构,用于限定调节杆223活动,但可调节调节杆223,且安装桶222的一侧用于贯穿调节杆223的开口呈l形,当调节杆223拉动到l形的底部时,可以将调节杆223卡死,调节杆223的内侧端还设置有主支撑桶224,且主支撑桶224可延伸出安装桶222,主支撑桶224的内侧设置有副升降桶225,副升降桶225的内侧端设置有复位弹簧,可使得副升降桶225有一定的弹性支撑。
45.上夹紧组件23包括安装座231以及设置在安装座231中部的夹持杆233,用于夹持玻璃,夹持杆233通过销柱232与安装座231活动连接,用于使得夹持杆233可以转动,夹持杆233的中部设置有丝杆234,并贯穿夹持杆233与安装座231螺纹连接,丝杆234可限定夹持杆233转动,用于固定夹持杆233,安装座231的前端部还设置有限制块235。
46.夹紧部件6包括玻璃支持件61以及设置在玻璃支持件61上端的第一定位销62,第一定位销62的另一端设置在调节支持件63的中部,可通过调节支持件63上的第一定位销62的一端,使得第一定位销62整体可以前后移动,进而便于将玻璃进行检测定位。
47.定位部件7包括安装件71以及设置在安装件71中部的第二定位销72,第二定位销72活动贯穿安装件71,且可以进行调节,用于插入玻璃进行定位固定。
48.本发明提出的另一种技术方案:提供一种天窗玻璃组合检具的实施方法,包括以下步骤:
49.步骤一:将模拟块12的上平面和上面的孔位擦拭干净,再将其他定位面和定位销擦拭干净,确保上面没有脏污;
50.步骤二:用力压下第一稳固部件2、第二稳固部件3和第三稳固部件4的下夹紧组件22,再将产品轻放在第一稳固部件2、第二稳固部件3、第三稳固部件4和第四稳固部件5上,并将玻璃底板紧贴靠夹紧部件6进行定位,然后将第一定位销62插入产品孔内,再将锁紧把手拧死,先夹紧定位部件7再将上夹紧组件23压紧产品,使零件定位;
51.步骤三:通过锥度间隙尺,检测产品与模拟块12周边间隙是否达到公差范围,如在公差范围内则产品合格,如不在公差范围则不合格;
52.步骤四:通过锥度间隙尺,检测夹紧部件6与模拟块12周边间隙是否达到公差范围,如在公差范围内则产品合格,如不在公范围则不合格;
53.步骤五:将定位部件7插入零件,如定位部件7能顺利插入零件孔内则说明产品孔位置度合格,如不能顺利插入则产品孔位置度不合格。
54.实施例二:
55.为了解决如何对玻璃表面检测进行检测的技术问题,提出如下实施例;
56.参阅图1
‑
6,一种天窗玻璃组合检具,包括支撑件1以及依次设置在支撑件1四角内侧的第一稳固部件2、第二稳固部件3、第三稳固部件4和第四稳固部件5,支撑件1的四角设置有安装钉11,支撑件1上还设置有模拟块12,第一稳固部件2、第二稳固部件3、第三稳固部件4和第四稳固部件5结构组成相同,支撑件1的上端一侧设置有夹紧部件6,支撑件1的上端另一侧设置有定位部件7。
57.第一稳固部件2包括支撑底座21以及设置在支撑底座21上的上夹紧组件23,上夹紧组件23相对的支撑件1上端设置有下夹紧组件22,用于初步支撑玻璃,并配合上夹紧组件
23将下夹紧组件22固定夹紧。
58.下夹紧组件22包括支撑底盘221以及设置在支撑底盘221上端的安装桶222,安装桶222的一侧插入有调节杆223,调节杆223插入到安装桶222内部的端部可设置有卡簧、卡条等结构,用于限定调节杆223活动,但可调节调节杆223,且安装桶222的一侧用于贯穿调节杆223的开口呈l形,当调节杆223拉动到l形的底部时,可以将调节杆223卡死,调节杆223的内侧端还设置有主支撑桶224,且主支撑桶224可延伸出安装桶222,主支撑桶224的内侧设置有副升降桶225,副升降桶225的内侧端设置有复位弹簧,可使得副升降桶225有一定的弹性支撑。
59.上夹紧组件23包括安装座231以及设置在安装座231中部的夹持杆233,用于夹持玻璃,夹持杆233通过销柱232与安装座231活动连接,用于使得夹持杆233可以转动,夹持杆233的中部设置有丝杆234,并贯穿夹持杆233与安装座231螺纹连接,丝杆234可限定夹持杆233转动,用于固定夹持杆233,安装座231的前端部还设置有限制块235。
60.夹紧部件6包括玻璃支持件61以及设置在玻璃支持件61上端的第一定位销62,第一定位销62的另一端设置在调节支持件63的中部,可通过调节支持件63上的第一定位销62的一端,使得第一定位销62整体可以前后移动,进而便于将玻璃进行检测定位。
61.定位部件7包括安装件71以及设置在安装件71中部的第二定位销72,第二定位销72活动贯穿安装件71,且可以进行调节,用于插入玻璃进行定位固定。
62.支撑件1的一侧还是设置有第一校零件8,包括对接块81以及设置在对接块81上端的校准支撑块82,校准支撑块82的另一端设置有第一校零仪83。
63.本发明提出的另一种技术方案:提供一种天窗玻璃组合检具的实施方法,包括以下步骤:
64.步骤一:将第一校零件8用抹布擦拭干净,将模拟块12的上平面和上面的孔位擦拭干净,再将其他定位面和定位销擦拭干净,确保上面没有脏污;
65.步骤二:用力压下第一稳固部件2、第二稳固部件3和第三稳固部件4的下夹紧组件22,再将产品轻放在第一稳固部件2、第二稳固部件3、第三稳固部件4和第四稳固部件5上,并将玻璃底板紧贴靠夹紧部件6进行定位,然后将第一定位销62插入产品孔内,再将锁紧把手拧死,先夹紧定位部件7再将上夹紧组件23压紧产品,使零件定位;
66.步骤三:百分表用玻璃曲率测定f上校零,然后将第一校零仪83插入模拟块12的孔位内,垂直插入,底面与模拟块12紧靠,通过表的数值来判断产品是否合格;
67.步骤四:检测完毕之后,拧松锁紧把手使夹紧块松开,然后将夹紧部件6和定位部件7向后拉,取下产品,进行下一产品的检测。
68.实施例三:
69.为了解决如何对玻璃组合过程轮廓和表面检测和玻璃单品表面检测和轮廓进行检测的技术问题,提出如下实施例;
70.参阅图1
‑
7,一种天窗玻璃组合检具,包括支撑件1以及依次设置在支撑件1四角内侧的第一稳固部件2、第二稳固部件3、第三稳固部件4和第四稳固部件5,支撑件1的四角设置有安装钉11,支撑件1上还设置有模拟块12,第一稳固部件2、第二稳固部件3、第三稳固部件4和第四稳固部件5结构组成相同,支撑件1的上端一侧设置有夹紧部件6,支撑件1的上端另一侧设置有定位部件7。
71.第一稳固部件2包括支撑底座21以及设置在支撑底座21上的上夹紧组件23,上夹紧组件23相对的支撑件1上端设置有下夹紧组件22,用于初步支撑玻璃,并配合上夹紧组件23将下夹紧组件22固定夹紧。
72.下夹紧组件22包括支撑底盘221以及设置在支撑底盘221上端的安装桶222,安装桶222的一侧插入有调节杆223,调节杆223插入到安装桶222内部的端部可设置有卡簧、卡条等结构,用于限定调节杆223活动,但可调节调节杆223,且安装桶222的一侧用于贯穿调节杆223的开口呈l形,当调节杆223拉动到l形的底部时,可以将调节杆223卡死,调节杆223的内侧端还设置有主支撑桶224,且主支撑桶224可延伸出安装桶222,主支撑桶224的内侧设置有副升降桶225,副升降桶225的内侧端设置有复位弹簧,可使得副升降桶225有一定的弹性支撑。
73.上夹紧组件23包括安装座231以及设置在安装座231中部的夹持杆233,用于夹持玻璃,夹持杆233通过销柱232与安装座231活动连接,用于使得夹持杆233可以转动,夹持杆233的中部设置有丝杆234,并贯穿夹持杆233与安装座231螺纹连接,丝杆234可限定夹持杆233转动,用于固定夹持杆233,安装座231的前端部还设置有限制块235。
74.夹紧部件6包括玻璃支持件61以及设置在玻璃支持件61上端的第一定位销62,第一定位销62的另一端设置在调节支持件63的中部,可通过调节支持件63上的第一定位销62的一端,使得第一定位销62整体可以前后移动,进而便于将玻璃进行检测定位。
75.定位部件7包括安装件71以及设置在安装件71中部的第二定位销72,第二定位销72活动贯穿安装件71,且可以进行调节,用于插入玻璃进行定位固定。
76.支撑件1的一侧还是设置有第一校零件8,包括对接块81以及设置在对接块81上端的校准支撑块82,校准支撑块82的另一端设置有第一校零仪83。
77.支撑件1的一侧还是设置有第二校零件9,第二校零件9包括夹持块91以及设置在夹持块91一端上侧的稳定块92,稳定块92上端活动贯穿有第二校零仪93。
78.本发明提出的另一种技术方案:提供一种天窗玻璃组合检具的实施方法,包括以下步骤:
79.步骤一:将模拟块12的上平面和上面的孔位擦拭干净,再将其他定位面和定位销擦拭干净,确保上面没有脏污;
80.步骤二:用力压下第一稳固部件2、第二稳固部件3和第三稳固部件4的下夹紧组件22,再将产品轻放在第一稳固部件2、第二稳固部件3、第三稳固部件4和第四稳固部件5上,并将玻璃底板紧贴靠夹紧部件6进行定位,然后将第一定位销62插入产品孔内,再将锁紧把手拧死,先夹紧定位部件7再将上夹紧组件23压紧产品,使零件定位;
81.步骤三:百分表用玻璃曲率测定f上校零,然后将第一校零仪83插入模拟块12的孔位内,垂直插入,底面与模拟块12紧靠,通过表的数值来判断产品是否合格,用于玻璃表面检测;
82.步骤四:百分表用玻璃rin测定校零块校零,然后将第二校零件9插入模拟块12的孔位内,底面与模拟块12紧靠,通过表的数值来判断产品是否合格,用于玻璃轮廓检测。
83.综上所述:本发明一种天窗玻璃组合检具及其实施方法,包括支撑件1以及依次设置在支撑件1四角内侧的第一稳固部件2、第二稳固部件3、第三稳固部件4和第四稳固部件5,用力压下第一稳固部件2、第二稳固部件3和第三稳固部件4的下夹紧组件22,再将产品轻
放在第一稳固部件2、第二稳固部件3、第三稳固部件4和第四稳固部件5上,并将玻璃底板紧贴靠夹紧部件6进行定位,然后将第一定位销62插入产品孔内,再将锁紧把手拧死,先夹紧定位部件7再将上夹紧组件23压紧产品,使零件定位,通过锥度间隙尺,检测产品与模拟块12周边间隙是否达到公差范围,如在公差范围内则产品合格,如不在公差范围则不合格,通过锥度间隙尺,检测夹紧部件6与模拟块12周边间隙是否达到公差范围,如在公差范围内则产品合格,如不在公范围则不合格,将定位部件7插入零件,如定位部件7能顺利插入零件孔内则说明产品孔位置度合格,如不能顺利插入则产品孔位置度不合格,百分表用玻璃曲率测定f上校零,然后将第一校零仪83插入模拟块12的孔位内,垂直插入,底面与模拟块12紧靠,通过表的数值来判断产品是否合格,百分表用玻璃rin测定校零块校零,然后将第二校零件9插入模拟块12的孔位内,底面与模拟块12紧靠,通过表的数值来判断产品是否合格,用于玻璃轮廓检测。
84.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
85.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明披露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1