一种手套表面缺陷检测的装置的制作方法
1.本发明涉及手套表面缺陷检测技术,具体涉及一种手套表面缺陷检测的装置。
背景技术:
2.手套,如丁腈手套是由丁二烯和丙烯腈经乳液聚合制作而成,其制品耐油性极好,耐磨性较高,耐热性较好。采用优质的丁腈橡胶配以其他的助剂,精制加工而成;不含蛋白质,对人体皮肤无过敏反应、无毒、无害、结实耐用、贴附性好。
3.在丁腈手套生产过程中,手套在成型后在手模上进入脱模工序,由于生产工艺和生产设备的缺陷,导致手套在生产中会一定概率出现带有污点、破损和针孔等表面缺陷的残次品。不同国家和地区有标准来限制不良品率,因此需要人工在脱模前把残次品手套从手模上剥除。人工检测不仅增加企业生产的人工成本、劳动强度大,而且检测准确率也较低。
技术实现要素:
4.本发明的目的在于,解决现有丁腈手套生产过程中存在的上述技术问题。
5.为实现上述目的,本发明提供了一种手套表面缺陷检测装置,包括:图像采集模块、缺陷检测模块和硬件控制模块,其中:
6.图像采集模块,用于采集待检测手套的图像,并保存至图像文件夹;
7.缺陷检测模块,用于实时检测图像文件夹,当图像文件夹中包含新增文件时读取文件内容;所得图像文件处理生成图像数据;基于目标检测算法,将采集到的待检测图像进行缺陷检测,得到图像中手套的分类信息和位置信息,并保存至结果文件夹;
8.硬件控制模块,用于当结果文件夹中有新增文件时,读取文件,解析结果文件,判断手套后续处理;当长度未达到摘除机器能够进行摘除的长度的则吹气摘除,达到长度但被判定为缺陷产品的则摘除。
9.本发明通过将待检测手套进行反转,产生正反两面的图像数据;然后将两次产生的图像数据进行对应;然后再输入到缺陷目标检测模块,由检测算法得到两个待检测图像数据的分类信息;然后将两个分类信息进行逻辑处理,将产生的结果信号发送给摘除模块和报警模块;保证了采集到待检测手套两面的信息;保证了待检测手套表面数据信息的完整性。
附图说明
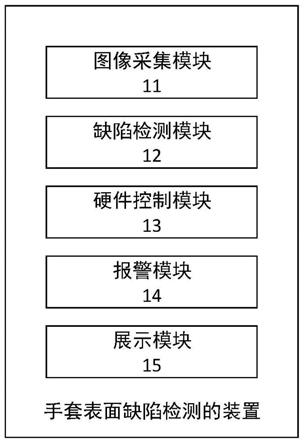
10.图1为本发明实施例提供的一种手套表面缺陷检测装置结构示意图;
11.图2为图1所示装置应用场景示意图。
具体实施方式
12.下面结合附图与具体实施方式对本发明作进一步详细描述。
13.图1为本发明实施例提供的一种手套表面缺陷检测的装置结构示意图。如图1和图2所示,该装置包括图像采集模块11、缺陷检测模块12、硬件控制模块13、报警模块14以及展示模块15。
14.图像采集模块11,用于采集待检测手套的图像,并保存至图像文件夹;图像采集模块11包括光源、工业相机、光电传感器、频闪控制器和翻转装置。光电传感器设置在生产线的传输带一侧,用于捕捉手套是否到达拍摄位,并对手套进行计数;频闪控制器是通过接收光电传感器信号对工业相机和光源发出控制信号的装置;工业相机和光源同侧分布,光源为led白色平行光源;受空间限制,两条生产线之间不能放置图像采集装置,为了采集手套正反两面的图像,在两部工业相机之间设置翻转装置,翻转后手套稳定后进行拍摄。
15.图像检测模块11的工作过程包括:
16.步骤一,待检测的手套通过生产线传输带传送,当手套经过光电传感器感应区域时,传感器检测到有物体遮挡,产生高电平信号;
17.步骤二,频闪控制器接收到光电光电传感器的高电平信号产生光源和工业相机触发信号,光源发光同时相机进行拍摄;
18.步骤三,工业相机采集到的图像信息通过串口保存直图像文件夹;
19.步骤四,待检测的手套继续通过生产线传输经过翻转装置,手套进行180 度翻转;
20.步骤五,翻转后继续通过生产线传输,手套稳定后经过另一套光电传感器、工业相机、光源和频闪控制器装置,采集手套另一面图像。在经过光电传感器时,除了触发工业相机和光源还有计数功能,通过已知的两个工业相机之间手套个数和计数可以将两个相机获得图像对应起来。拍摄后的图像也通过串口保存至图像文件夹。
21.缺陷检测模块12,用于实时检测图像文件夹,当图像文件夹中包含新增文件时读取文件内容;所得图像文件处理生成图像数据;基于yolov5目标检测算法,将采集到的待检测图像进行缺陷检测,得到图像中手套的分类信息和位置信息,并保存至结果文件夹。
22.缺陷检测模块12的工作步骤包括:
23.步骤一,由推理模型(如,yolov5推理模型)实时检测图像文件夹,当图像文件夹中包含新增文件时读取文件内容;
24.步骤二,所得图像文件处理生成8位灰度图bmp格式图像数据;
25.步骤三,基于yolov5目标检测算法,将采集到的待检测图像进行缺陷检测,得到图像中手套的分类信息和位置信息;具体步骤为:
26.将待检测图像进行数据增强,得到增强后的图像数据;
27.将增强图像输入到提前训练好的实时检测网络进行推理,推理时开启tta (test time augment),设置参数fliplr为1;若对实时检测精度要求高,则开启辅助检测模型,提高识别的准确度,同时误判率也会提高;辅助检测模型为图像分类模型,将增强后的图像数据输入到图像分类模型,得到图像分类结果。
28.根据推理得到的分类标签信息l和位置信息x0、x1、y0和y1,若分类l判断为第一种残次品类别,则标记摘除变量为true;若分类l判断为非残次品类别,则根据位置信息裁剪出新的图像数据并输入到提前训练好的实时检测网络进行推理,推理时开启tta,设置参数为scale为1.2;若对实时检测精度要求高,则开启辅助检测模型,提高识别的准确度,但同时误判率也会提高;
29.根据推理得到分类标签信息l和位置信息x0、x1、y0和y1,推理结果按照txt 文本的方式存入结果文件夹。
30.硬件控制模块13,用于当结果文件夹中有新增文件时,读取文件,解析结果文件,判断手套后续处理;当长度未达到摘除机器能够进行摘除的长度的则吹气摘除,达到长度但被判定为缺陷产品的则摘除。
31.具体地,主控程序实时监听结果文件夹,当结果文件夹中有新增文件时,读取文件,解析结果文件,判断手套后续处理。长度未达到摘除机器能够进行摘除的长度的通过第一摘除装置,如“一扫光”装置吹气摘除,达到长度但被判定为缺陷产品的通过第二摘除装置摘除。第一摘除装置和第二摘除装置位置都设置有光电传感器,光电传感器通过计数来判断检测结果和缺陷手套一致。
32.作为一种改进,本发明实施例还包括报警模块14,报警模块14获取到图像检测模块11的处理信息,并进行报警分析处理;具体步骤如下:
33.步骤一,接受从图像检测模块11传来的处理信息;
34.步骤二,将处理信息进行标注,将残次品分类标注为负样本s0,正常分类标记为正样本s1;
35.步骤三,统计每分钟内负样本占总样本的比例,当达到设定的阈值时,产生报警信号给报警设备,计算统计信息的具体步骤如下:
36.每标注一次负样本s0,负样本统计数量c0自增一次;每标注一次正样本s1,正样本统计数量c1自增一次;
37.计算过去一段时间内负样本的占比
38.将占比p和提前设定好的报警阈值threshold进行比较,若p大于等于 threshold,则产生报警信号;若p小于threshold,则不做处理;
39.每到达整数分钟,负样本统计数量c0和正样本统计数量c1都清除为0;
40.报警设备进行报警。
41.作为一种改进,本发明实施例还包括展示模块15,通过展示模块15可以实时展示过去一段时间内出现残次品率的变化趋势。
42.本发明实施例通过将待检测手套进行反转,产生正反两面的图像数据;然后将两次产生的图像数据进行对应;然后再输入到缺陷目标检测模块,由检测算法得到两个待检测图像数据的分类信息;然后将两个分类信息进行逻辑处理,将产生的结果信号发送给摘除模块和报警模块;保证了采集到待检测手套两面的信息;保证了待检测手套表面数据信息的完整性。另外本发明实施例通过展示模块实时展示过去一段时间内出现残次品率的变化趋势;生产线工作人员可以根据过去一段时间内残次品的变化趋势,来调整生产设备的生产参数,减少残次品手套的产生;解决了生产技术中手套的生产合格率低下的问题;达到了提高生产中手套合格率的效果。
43.显而易见,在不偏离本发明的真实精神和范围的前提下,在此描述的本发明可以有许多变化。因此,所有对于本领域技术人员来说显而易见的改变,都应包括在本权利要求书所涵盖的范围之内。本发明所要求保护的范围仅由所述的权利要求书进行限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1