电池烘烤用取样机的制作方法
1.本发明涉及动力电池生产领域,尤其涉及一种电池烘烤用取样机。
背景技术:
2.在新能源的汽车中,离不开动力电池的使用,通过动力电池提供的电能去满足汽车的动力需求,以逐渐地替换靠汽油或柴油等去提供动力的方式。
3.其中,在动力电池生产过程中,涉及到动力电池的封装工艺、封装后的动力电池烘烤工艺及烘烤后的动力电池灌注工艺等。
4.而在动力电池烘烤的过程中,为检测烘烤后的电池残留水分是否达到设计的标准,需要将放入烘烤箱内的托盘模组取出,然后再对托盘模组进行拆盘操作,以使得放置于托盘模组中的托盘上的电池露出来,从而便于操作人员将该电池从托盘处取走而进行检测。
5.但是,现有的托盘模组的拆盘工作及从托盘上取出样品电池的工作都是靠操作人员手工完成,这样会增加操作人员的负担。
6.因此,亟需一种实现托盘模组的自动拆盘及样品电池取出的电池烘烤用取样机来克服上述的缺陷。
技术实现要素:
7.本发明的目的在于提供一种实现托盘模组的自动拆盘及样品电池取出的电池烘烤用取样机。
8.为实现上述目的,本发明的电池烘烤用取样机包括框架、纵向驱动装置、取放装置、拆盘装置、外流输送线及用于从下方承托外界放入的托盘模组的承托支架。所述承托支架位于所述框架内,所述承托支架还沿所述框架的横向分别安装于所述框架相对的第一侧和第二侧处;所述纵向驱动装置安装于所述框架的第一侧和第二侧,所述纵向驱动装置还沿所述框架的纵向延伸,所述取放装置位于所述承托支架的对应上方并与所述纵向驱动装置装配连接;所述外流输送线沿所述框架的纵向位于所述纵向驱动装置的侧旁,所述外流输送线还沿所述框架的横向延伸并位于所述取放装置的对应下方;所述拆盘装置分别安装于所述框架的第一侧和第二侧,同侧中的所述拆盘装置位于所述承托支架的对应上方,所述拆盘装置通过沿所述框架的横向插入再向上升起的运动而使所述拆盘装置所提起的托盘与所述承托支架所承托的余下托盘相分离,所述取放装置在所述纵向驱动装置的驱使下选择性地滑移至所述外流输送线或所述承托支架所承托的余下托盘正上方。
9.较佳地,所述框架之第一侧具有第一侧板及位于所述第一侧板对应上方的第一悬吊架,所述框架之第二侧具有第二侧板及位于所述第二侧板对应上方的第二悬吊架,所述第一侧板沿所述框架的横向与所述第二侧板相对齐,所述第一悬吊架沿所述框架的横向与所述第二悬吊架相对齐,所述纵向驱动装置安装于所述第一侧板和第二侧板,所述承托支架分别安装于所述第一侧板和第二侧板,所述拆盘装置分别安装于所述第一悬吊架和第二
悬吊架。
10.较佳地,所述纵向驱动装置包含第一转轮、第二转轮、第三转轮、第四转轮、第一绕设传动件、第二绕设传动件、同步轴及纵向电机,所述第一转轮和第二转轮沿所述框架的纵向对齐且可转动地安装于所述第一侧板的顶部处,所述第一绕设传动件套设于所述第一转轮和第二转轮,所述第一绕设传动件位于所述第一侧板的承托支架对应上方,所述第三转轮和第四转轮沿所述框架的纵向对齐且可转动地安装于所述第二侧板的顶部处,所述第二绕设传动件套设于所述第三转轮和第四转轮,所述第二绕设传动件位于所述第二侧板的承托支架对应上方,所述同步轴位于所述承托支架的对应下方,所述同步轴的第一端装配于所述第一侧板,所述同步轴的第二端装配于所述第二侧板,所述同步轴还通过带传动或链传动分别与所述第一转轮和第三转轮传动,所述纵向电机安装于所述第一侧板或第二侧板并驱使所述同步轴转动,所述取放装置的一端与所述第一绕设传动件装配连接,所述取放装置的另一端与所述第二绕设传动件装配连接。
11.较佳地,所述第一侧板和第二侧板两者的顶部各开设有向下下沉的避让缺口,所述避让缺口沿所述框架的纵向延伸,所述第一绕设传动件和取放装置两者的装配连接处从所述第一侧板的避让缺口伸出,所述第二绕设传动件和取放装置两者的装配连接处从所述第二侧板的避让缺口伸出。
12.较佳地,所述同步轴的第一端向外穿出所述第一侧板,所述同步轴之第一端穿出所述第一侧板的位置通过链传动或带传动驱使所述第一转轮转动,所述同步轴的第二端向外穿出所述第二侧板,所述同步轴之第二端穿出所述第二侧板的位置通过链传动或带传动驱使所述第三转轮转动。
13.较佳地,所述第一转轮沿所述框架的横向与所述第三转轮相对齐,所述同步轴位于所述第一转轮和第三转轮两者的正下方。
14.较佳地,所述拆盘装置包含横向驱动器、横移座、提升驱动器及提升支架,所述横向驱动器的输出端与所述横移座装配连接,所述提升支架可上下升降地装配于所述横移座,所述提升驱动器装配于所述横移座并驱使所述提升支架上下升降。
15.较佳地,所述提升支架上安装有第一轮子和第二轮子,所述第一轮子的轮中心线沿所述框架的横向布置,所述第二轮子的轮中心线沿所述框架的纵向布置,所述第一轮子和第二轮子各向上凸出所述提升支架。
16.较佳地,所述提升支架包含上下段及位于所述上下段下方且与该上下段连接的横向段,所述第一轮子和第二轮子安装于所述横向段,所述上下段与所述提升驱动器的输出端装配连接。
17.较佳地,所述取放装置为真空吸附装置。
18.与现有技术相比,在机械手将托盘模组从上方放置于承托支架后,由拆盘装置通过沿框架的横向插入再向上升起的运动而使拆盘装置所提起的托盘与承托支架所承托的余下托盘相分离,此时,取放装置在纵向驱动装置的驱使下选择性地滑移至外流输送线或承托支架所承托的余下托盘正上方,以将承托支架所承托的余下托盘上的样品电池转移至外流输送线处,由操作人员将外流输送线所输送的样品电池取走以进行操作,因此,本发明的电池烘烤用取样机能实现托盘模组的自动拆盘及样品电池的自动取出的目的。
附图说明
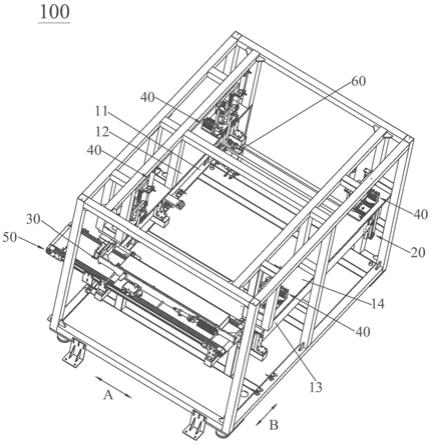
19.图1是本发明的电池烘烤用取样机的立体结构示意图。
20.图2是图1所示的电池烘烤用取样机由前往后观看的平面结构示意图。
21.图3是图2所示的电池烘烤用取样机在隐藏框架和拆盘装置后的平面结构示意图。
22.图4是本发明的电池烘烤用取样机中的框架及框架上的拆盘装置的立体结构示意图。
23.图5是本发明的电池烘烤用取样机中的纵向驱动装置和承托支架安装于第一侧板和第二侧板上的立体结构示意图。
24.图6是本发明的电池烘烤用取样机中的拆盘装置的立体结构示意图。
具体实施方式
25.为了详细说明本发明的技术内容、构造特征,以下结合实施方式并配合附图作进一步说明。
26.请参阅图1至图3,本发明的电池烘烤用取样机100包括框架10、纵向驱动装置20、取放装置30、拆盘装置40、外流输送线50及用于从下方承托外界放入(例如由机械手放入)的托盘模组210的承托支架60。承托支架60位于框架10内,由框架10从四周包围承托支架60;承托支架60还沿框架10的横向(即双箭头a所指方向)分别安装于框架10相对的第一侧和第二侧处,例如图2所示的框架10的左侧和右侧处。纵向驱动装置20安装于框架10的第一侧和第二侧,由框架10的第一侧和第二侧对纵向驱动装置20提供支撑作用及装配的场所,纵向驱动装置20还沿框架10的纵向(即双箭头b所指方向)延伸。取放装置30位于承托支架60的对应上方,以满足取放装置30从上方抓取由承托支架60所承托的托盘模组210处的样品电池的需要;取放装置30与纵向驱动装置20装配连接。外流输送线50沿框架10的纵向位于纵向驱动装置20的侧旁,例如但不限于图1所示的前侧旁边,以便于外界的机械手从框架10的后侧将托盘模组210放入承托支架60上,或者,从框架10的后侧将承托支架60上的托盘模组210取走;外流输送线50还沿框架10的横向延伸并位于取放装置30的对应下方,以满足取放装置30将抓取的样品电池放置于外流输送线50上的需要。拆盘装置40分别安装于框架10的第一侧和第二侧,例如但不限于图1和图2所示的框架10之左侧和右侧;同侧中的拆盘装置40位于承托支架60的对应上方,拆盘装置40通过沿框架10的横向插入再向上升起的运动而使拆盘装置40所提起的托盘211与承托支架60所承托的余下托盘211相分离;取放装置30在纵向驱动装置20的驱使下选择性地滑移至外流输送线50或承托支架60所承托的余下托盘211正上方,以实现将托盘211中的样品电池自动地转移至外流输送线50,再由外流输送线50将样品电池输送出框架10的目的。具体地,在图1中,外流输送线50的左端穿出框架10,以便于操作人员取走外流输送线50上的样品电池,当然,根据实际需要,也可以使外流输送线50的右端穿出框架10,或者,外流输送线50不做穿出框架10的设计,只要框架10具有供操作人员拿取外流输送线50所输送来的样品电池即可,故不以此为限。
27.更具体地,如下:
28.如图1、图2及图4所示,框架10之第一侧具有第一侧板11及位于第一侧板11对应上方的第一悬吊架12,框架10之第二侧具有第二侧板13及位于第二侧板13对应上方的第二悬吊架14。第一侧板11沿框架10的横向与第二侧板13相对齐,第一悬吊架12沿框架10的横向
与第二悬吊架14相对齐。纵向驱动装置20安装于第一侧板11和第二侧板13,承托支架60分别安装于第一侧板11和第二侧板13,拆盘装置40分别安装于第一悬吊架12和第二悬吊架14,以借助第一侧板11、第二侧板13、第一悬吊架12和第二悬吊架14的布置,以合理地将框架10的空间有效地利用起来,为外界机械手将托盘模组210放置于承托支架60或将承托支架60所承托的托盘模组210取走提供充足的避让空间,并便于纵向驱动装置20、拆盘装置40及承托支架60于框架10上的可靠安装。具体地,在图5中,第一侧板11和第二侧板13两者的顶部各开设有向下下沉的避让缺口111(131),避让缺口111(131)沿框架10的纵向延伸,但不以此为限。
29.如图5所示,纵向驱动装置20包含第一转轮21、第二转轮22、第三转轮23、第四转轮24、第一绕设传动件25、第二绕设传动件26、同步轴27及纵向电机28。第一转轮21和第二转轮22沿框架10的纵向对齐且可转动地安装于第一侧板11的顶部处,由第一侧板11为第一转轮21和第二转轮22提供支撑作用及装配的场所;第一绕设传动件25套设于第一转轮21和第二转轮22,第一绕设传动件25位于第一侧板11的承托支架60对应上方;第三转轮23和第四转轮24沿框架10的纵向对齐且可转动地安装于第二侧板13的顶部处,由第二侧板13为第三转轮23和第四转轮24提供支撑的作用及装配的场所;第二绕设传动件26套设于第三转轮23和第四转轮24,第二绕设传动件26位于第二侧板13的承托支架60对应上方;同步轴27位于承托支架60的对应下方,同步轴27的第一端(例如左端)装配于第一侧板11,同步轴27的第二端(例如右端)装配于第二侧板13,使得同步轴27的两端受到第一侧板11和第二侧板13的共同支撑,再结合同步轴27位于承托支架60的对应下方,这样为机械手取放承托支架60上的托盘模组210提供更充分的避让空间,确保取放的顺畅性;同步轴27还通过带传动29分别与第一转轮21和第三转轮23传动,以借助同步轴27来确保第一转轮21和第三转轮23做同步的转动,当然,同步轴27还可以通过链传动分别与第一转轮21和第三转轮23传动,一样达到同步轴27远距离带动第一转轮21和第三转轮23做同步转动的目的;纵向电机28安装于第一侧板11,由第一侧板11为纵向电机28提供支撑的作用及装配的场所,纵向电机28还驱使同步轴27转动,以满足同步轴27转动的动力需要,较优的是,纵向电机28通过带传动、链传动或齿轮传动去驱使同步轴27转动,纵向电机28可沿框架10的纵向位于同步轴27的前方或后方,以确保纵向电机28与同步轴27之间布置的紧凑性,当然,根据实际需要可将纵向电机28安装于第二侧板13处,故不以上述为限
30.如图5所示,取放装置30的一端与第一绕设传动件25装配连接,取放装置30的另一端与第二绕设传动件26装配连接;故在同步轴28转动过程中,由同步轴28带动第一转轮21和第三转轮23做同步的转动;转动的第一转轮21在第二转轮22的配合下带动第一绕设传动件25做回转运动,同时,转动的第三转轮23在第四转轮24的配合下带动第二绕设传动件26做同步的回转运动;由做同步回转运动的第一绕设传动件25和第二绕设传动件26共同带动取放装置30沿框架10的纵向做往复滑移,实现取放装置30平稳顺畅地将承托支架60所承托的托盘模组210之托盘211上的样品电池转移至外流输送线50处的目的。具体地,在图5中,第一绕设传动件25和取放装置30两者的装配连接处31从第一侧板11的避让缺口111伸出,第二绕设传动件26和取放装置30两者的装配连接处32从第二侧板13的避让缺口131伸出,以借助避让缺口111(131)的设计,避免装配连接处31与第一侧板11在上下方向上的层叠而造成上下方向尺寸增加,进而造成结构不紧凑,同时,避免装配连接处32与第二侧板13在上
下方向上的层叠而造成上下方向尺寸增加,进而造成结构不紧凑。举例而言,第一绕设传动件25和第二绕设传动件26各为皮带,对应地,第一转轮21至第四转轮24为带轮;当然,第一绕设传动件25和第二绕设传动件26各还可以是链条,对应地,第一转轮21至第四转轮24为链轮;另,取放装置30为真空吸附装置,但不以此为限。
31.如图3及图5所示,同步轴27的第一端向外穿出第一侧板11,同步轴27之第一端穿出第一侧板11的位置通过带传动29驱使第一转轮21转动,以将带传动29置于第一侧板11外,避免带传动29因置于第一侧板11内而占用第一侧板11和第二侧板13所夹的空间,从而使得第一侧板11和第二侧板13之间的间距可以做得更小;同步轴27的第二端向外穿出第二侧板13,同步轴27之第二端穿出第二侧板13的位置通过带传动29驱使第三转轮23转动,以将带传动29置于第二侧板13外,避免带传动29因置于第二侧板13内而占用第一侧板11和第二侧板13所夹的空间,从而使得第一侧板11和第二侧板13之间的间距可以做得更小。具体地,在图5中,第一转轮21沿框架10的横向与第三转轮23相对齐,同步轴27位于第一转轮21和第三转轮23两者的正下方,以拉开同步轴27分别与第一绕设传动件25和第二绕设传动件26之间的距离,从而为机械手取放承托支架60所承托的托盘模组210提供更充足的避让空间。需要说明的是,如前面陈述,同步轴27还可以通过链传动分别与第一转轮21和第三转轮23,当使用链传动时,此时的链传动是分别置于第一侧板11和第二侧板13外。
32.如图6所示,拆盘装置40包含横向驱动器41、横移座42、提升驱动器43及提升支架44。横向驱动器41的输出端411与横移座42装配连接,为横移座42的横移滑动提供动力,较优的是,横向驱动器41的输出端411朝靠近第二侧板13的方向布置,可简化横移座42与该输出端411之间的装配关系。提升支架44可上下升降地装配于横移座42,提升驱动器43装配于横移座42,提升驱动器43驱使提升支架44上下升降,较优的是,提升驱动器43的输出端431朝下布置,可简化提升支架44与该输出端431之间的装配有关系。具体地,在图6中,提升支架44上安装有第一轮子45和第二轮子46;第一轮子45的轮中心线沿框架10的横向布置,第二轮子46的轮中心线沿框架10的纵向布置,第一轮子45和第二轮子46各向上凸出提升支架44,以借助第一轮子45和第二轮子46的布置,可对由承托支架60处提起的托盘211起到保护和导向作用。更具体地,在图6中,提升支架44包含上下段441及位于上下段441下方且与该上下段441连接的横向段442,第一轮子45和第二轮子46安装于横向段442,上下段441与提升驱动器43的输出端431装配连接,这样设计能增加提升支架44对托盘211承托能力。举例而言,横向驱动器41及提升驱动器43各可选择为气缸或液压缸,但不以此为限。
33.其中,拆盘装置40的拆盘工作原理是:横向驱动器41驱使横移座42连同横移座42上的提升驱动器43、提升支架44、第一轮子45和第二轮子46一起伸至由承托支架60所承托的托盘模组210之一个或多个托盘211正下方的位置;接着,提升驱动器43工作,驱使提升支架44连同第一轮子45和第二轮子46一起向上滑移,从而由向上滑移的第一轮子45和第二轮子46先与位于它们上方的托盘211接触再带动托盘211一起向上滑移,实现位于第一轮子45和第二轮子46上的托盘211与承托支架60所承托的余干托盘211相分离而达到拆盘的目的。需要说明的是,在拆盘过程中,分布置于框架10之第一侧和第二侧处的拆盘装置40是同步协调工作的。
34.与现有技术相比,在机械手将托盘模组210从上方放置于承托支架60后,由拆盘装置40通过沿框架10的横向插入再向上升起的运动而使拆盘装置40所提起的托盘211与承托
支架60所承托的余下托盘211相分离,此时,取放装置30在纵向驱动装置20的驱使下选择性地滑移至外流输送线50或承托支架60所承托的余下托盘211正上方,以将承托支架60所承托的余下托盘211上的样品电池转移至外流输送线50处,由操作人员将外流输送线50所输送的样品电池取走以进行操作,因此,本发明的电池烘烤用取样机100能实现托盘模组210的自动拆盘及样品电池的自动取出的目的。
35.以上所揭露的仅为本发明的较佳实例而已,不能以此来限定本发明之权利范围,因此依本发明权利要求所作的等同变化,均属于本发明所涵盖的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1