PSC高精度刀柄拉紧圆弧槽综合检验仪的制作方法
psc高精度刀柄拉紧圆弧槽综合检验仪
技术领域
1.本发明涉及超硬刀具技术领域,具体为一种psc高精度刀柄拉紧圆弧槽综合检验仪。
背景技术:
2.目前,由于psc刀柄工具系统出色的高刚性,高精度及可靠的扭矩传递性能,已经被世界多家工厂广泛应用!实践也证明了psc刀柄系统的优越性,在机械加工领域对机床加工效率的提升做出了卓越的贡献!
3.反观国内目前的工具系统制造商,工艺制造能力多数还停留在7:24系列上,这类工具系统比较流行的标准包括bt、sk、cat、din等,使用非常广泛;但由于7:24锥柄系统的自身因素:
①
不自锁;
②
轴向尺寸精度差;
③
不适合高速加工;
④
刀柄结构较长,限制了自动换刀(atc)过程的高速化;以上诸多因素,使得7:24锥柄系统刚性差,速度低,精度差,导致了机械加工效率低下。所以国内工具产业技能升级迫在眉睫!引进先进的psc刀柄系统成为必须!
4.psc刀柄系统制造难度大,工艺复杂,检测要求高,能磨削psc三棱锥的高精度磨床基本被国外厂商垄断。机床可以花费高昂的代价从国外购买,但质量控制手段却要靠自己来不断摸索、一点一滴积累经验!其中psc刀柄自动拉紧圆弧槽的尺寸检测及控制是非常重要的检测环节,但是常规的检测方法都不能准确并快速提供检测结果!用三座标检测的手段,可以检测,但经济性不好,且难以满足加工生产现场对质量实时控制的要求!
技术实现要素:
5.针对现有技术的不足,本发明提供了一种psc高精度刀柄拉紧圆弧槽综合检验仪,其经济性能好,稳定性好,使用简单,操作方便,可以满足在线及线下的检测要求,大幅度的提高了工作效率。
6.为实现以上目的,本发明通过以下技术方案予以实现:psc高精度刀柄拉紧圆弧槽综合检验仪,
7.外套筒;
8.中间安装板,所述中间安装板固定连接在所述外套筒上;
9.限位盖,所述限位盖固定连接在所述中间安装板上;
10.上端盖,所述上端盖固定连接在所述限位盖上;
11.刀柄定位机构,设在所述外套筒内;
12.侧向百分表,安装在所述限位盖上;
13.顶部百分表,安装在所述上端盖上;
14.径向测量机构,安装在所述中间安装板内并和所述侧向百分表相配合;
15.轴向测量机构,用于和所述顶部百分表相配合。
16.作为本发明的进一步优选技术方案,所述顶部百分表通过表夹安装在所述上端盖
上。
17.作为本发明的进一步优选技术方案,所述径向测量机构包括设在所述中间安装板内偏心方槽、设在所述偏心方槽内的u型座、设在所述u型座内的滑块以及第一压缩弹簧,所述第一压缩弹簧一端作用在所述滑块上且另一端作用在所述u型座侧壁上,所述侧向百分表的测量头和所述滑块侧面接触。
18.作为本发明的进一步优选技术方案,所述u型座上设有用于给所述滑块在滑动时进行导向的两根导向柱,所述偏心方槽底部的偏心圆孔,所述滑块下方设有穿过所述偏心圆孔的下圆柱体,所述下圆柱体和所述偏心圆孔之间有活动间隙,所述第一压缩弹簧套装在所述导向柱上。
19.作为本发明的进一步优选技术方案,所述径向测量机构包括设在滑块上的中心孔、插接在所述中心孔内的滑杆、和所述滑杆上端固定连接的手柄、设在所述滑杆下端的测头、设在所述侧头端部的钨钢球以及套装在所述滑杆上的第二压缩弹簧,所述第二压缩弹簧一端作用在所述滑块上且另一端作用在所述滑杆的台阶面上,所述滑杆顶端设有和所述顶部百分表相配合的光滑平面。
20.作为本发明的进一步优选技术方案,所述限位盖设有便于所述手柄活动的扇形开口。
21.作为本发明的进一步优选技术方案,所述刀柄定位机构包括和所述外套筒间隙配合的内定位套以及第三压缩弹簧,所述第三压缩弹簧一端作用在所述外套筒的限位台阶上且另一端作用在所述中间安装板上,所述内定位套具有锥形定位内孔。
22.有益效果
23.本发明提供了一种psc高精度刀柄拉紧圆弧槽综合检验仪。与现有技术相比具备以下有益效果:
24.其经济性能好,稳定性好,使用简单,操作方便,可以满足在线及线下的检测要求,大幅度的提高了工作效率。
附图说明
25.图1是本发明中psc刀柄拉紧圆弧槽位置要求简图;
26.图2是本发明的结构简图;
27.图3是本发明的三维视图;
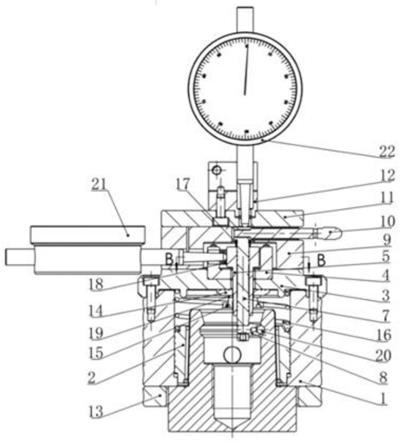
28.图4是本发明的剖视图;
29.图5是本发明图4中的b-b剖视图;
30.图中,1-外套筒;2-内定位套;3-中间安装板;4-u型座;5-滑块;6-导向轴;7-滑杆;8-测头;9-限位盖;10-手柄;11-上端盖;12-表夹;13-垫环;14-垫片;15-锁紧螺母;16-第三压缩弹簧;17-第二压缩弹簧;18-第一压缩弹簧;19-碟簧;20-钨钢球,21-侧向百分表,22-顶部百分表。
具体实施方式
31.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于
本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
32.见附图1-4,psc高精度刀柄拉紧圆弧槽综合检验仪,
33.外套筒1;
34.中间安装板3,所述中间安装板3固定连接在所述外套筒1上;
35.限位盖9,所述限位盖9固定连接在所述中间安装板3上;
36.上端盖11,所述上端盖11固定连接在所述限位盖9上;
37.刀柄定位机构,设在所述外套筒1内;
38.侧向百分表21,安装在所述限位盖9上;
39.顶部百分表22,安装在所述上端盖11上;
40.径向测量机构,安装在所述所述中间安装板3内并和所述侧向百分表21相配合;
41.轴向测量机构,用于和所述顶部百分表22相配合。
42.所述顶部百分表22通过表夹12安装在所述上端盖11上。
43.所述径向测量机构包括设在所述中间安装板3内偏心方槽、设在所述偏心方槽内的u型座4、设在所述u型座4内的滑块5以及第一压缩弹簧18,所述第一压缩弹簧18一端作用在所述滑块5上且另一端作用在所述u型座4侧壁上,所述侧向百分表21的测量头和所述滑块5侧面接触。
44.具体的,述外套筒1上有中心台阶孔,一端有台阶外圆,另一端为平面;所述的内定位套2中心有锥孔,两端有凸台,且置于所述外套筒1的中心台阶孔内;所述中间安装板3为盘状,安装在所述的外套筒1的台阶外圆上,一面有端面环形槽,另一面有偏心方槽,方槽底部有偏心圆孔;所述u型座4安装在所述中间安装板3的偏心方槽之内,其外形呈u型,上置有一组平行孔;所述的滑块5安装在所述的导向轴6上,并置于所述的u型座4型腔内;所述导向轴6安装在所述的u型座4导向孔内;所述径向测量机构包括设在滑块5上的中心孔、插接在所述中心孔内的滑杆7、和所述滑杆7上端固定连接的操作手柄10、设在所述滑杆7下端的测头8、设在所述侧头8端部的钨钢球20以及套装在所述滑杆7上的第二压缩弹簧17,所述第二压缩弹簧17一端作用在所述滑块5上且另一端作用在所述滑杆7的台阶面上,所述滑杆7顶端设有和所述顶部百分表22相配合的光滑平面。
45.具体的,所述的滑杆7是细长台阶轴状,并置于所述的滑块5中心孔内;所述的测头8安装在所述的滑杆7小头一端;所述的限位盖9为盘状,安装在所述的中间安装板3之上,一面有偏心方槽,另一面有扇形开口,便于手柄操作;所述的手柄10有一段外螺纹,安装在所述的滑杆7大头一端螺孔内,并置于所述的限位盖9扇形缺口区域;所述的上端盖11安装在所述的限位盖9上,其上布有沉孔;所述的表夹12安装在所述的上端盖11上;所述的垫环13安装在所述的外套筒1平面一端;所述的垫片14套装在所述的滑块5凸出的外圆上,并与所述的中间安装板3贴合;所述的碟簧19套装在所述的滑块5凸出的外圆上,并与所述的垫片14贴合;所述的锁紧螺母15套装在所述的滑块5凸出的外圆外螺纹上,并与所述的碟簧19贴合;所述的压缩弹簧16安装在所述的外套筒1的中心孔内,所述的压缩弹簧16一端套装在所述的内定位套2一端外圆上,所述的压缩弹簧16另一端套装在所述的中间安装板3的环形槽内;所述的第二压缩弹簧17套装在所述的滑杆7的台阶轴根部,另一端靠所述的滑块5上端面限位;所述的第一压缩弹簧18套装在所述的滑动轴6上,一端靠所述的滑块5上侧面限位,
另一端靠所述的u型座4侧壁限位;所述的钨钢球20用环氧树脂粘接在所述的测头8的锥孔之内。
46.按图3所示,使用时前将手柄10置于“i”处,保证测头8处于可进入工件内部状态。将内定位套2套装在被检测的psc刀柄三棱锥上,使外套筒1的下端面与工件表面贴合,此时内定位套2的锥面与psc刀柄三棱锥的3条棱锥素线贴合,使psc刀柄中心线与内定位套2的中心线重合,此时内定位套2在外套筒1内沿轴线向后滑动,推动第三压缩弹簧16压缩,确保外套筒1的下端面与工件表面贴合的同时,内定位套2具有锥形定位内孔,锥形定位内孔的锥面与psc刀柄三棱锥的3条棱锥素线也处于贴合状态;然后逆时针方向缓慢转动手柄10,此时手柄10带动测头8同步转动,钨钢球20滑入被测工件的圆弧槽内,由于钨钢球20的中心与被测工件的圆弧槽中心不重合,且高于被测工件,所以钨钢球20在滑入被测工件圆弧槽的时候,会被迫与被测工件的圆弧槽中心重合,此时钨钢球20带动测头8,测头8带动滑杆7向下移动,顶端百分表22指针开始变化,继续转动手柄10,钨钢球20在被测工件圆弧槽内滑动,找寻上下最低点!在钨钢球20在被测工件内滑动的时候,滑杆7同时带动滑块5克服第一弹簧18的压迫力,沿导向轴6做径向微动,此时侧面百分表21指针开始变化,继续转动手柄10,钨钢球20在被测工件圆弧槽内滑动,找寻径向的最高点!综上所述,转动手柄10,待表21、22的读数稳定下来,就得到了要检测的数据!
47.测量完毕后,使手柄10置于“i”处,保证测头8处于可进出工件内部。此时可以拆掉整个测量仪。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1