盲孔花键同轴度测量方法及其测量装置与流程
1.本发明涉及同轴度测量技术领域,具体的涉及一种盲孔花键同轴度测量方法及其测量装置。
背景技术:
2.在燃油增压泵的零件中,有一种结构为细长轴的主轴,主轴一端内有深盲孔,深盲孔内设置有内花键,主轴上设计有与内花键呈悬臂分布的基准外圆,在装配时需要对花键与基准外圆的同轴度进行测量,使得满足设计要求,否则会影响与主轴内花键配合的花键轴对轴中心线在任意方向上的偏摆值,甚而影响与发动机的传动。
3.目前对主轴进行同轴测量时采用多次转换基准间接测量,该测量操作难度大,步骤多导致耗费时间长,因为测量需转换基准导致主轴零件加工工艺变换基准工艺路线过长,加工成本增大并且测量精度低误差大,影响产品的稳定性,不能作为测量依据。
技术实现要素:
4.本发明的目的是提供一种盲孔花键同轴度测量方法及其测量装置,解决现有技术中细长轴主轴零件深盲孔内花键对与内花键呈悬臂分布基准外圆的同轴度测量效率低及测量误差大的问题。
5.本发明为实现上述目的技术方案为:一种盲孔花键同轴度测量方法,其特征在于,包括以下步骤:
6.1)准备测量本体以及与测量本体相匹配的花键芯棒,所述花键芯棒至少3组;测量本体自上而下依次设有同轴设置的导向孔和定位孔;花键芯棒包括外花键以及与外花键同轴的导向台,所述3组花键芯棒中各导向台的外径均不同;所述外花键底面与导向台底面之间的距离是z1,内花键顶端与导向孔上端面之间的距离是z2,内花键底端与导向孔上端面之间的距离是z3,所述z2<z1<z3;
7.2)将待测轴上的基准外圆通过定位孔与测量本体固定;
8.3)选用按待测轴产品给定的最大同轴度x
max
设计的花键芯棒,将外花键伸入盲孔与内花键开始进行配合,若该花键芯棒同时与测量本体配合,得出待测轴的盲孔花键实际同轴度y≤x
max
,则取出该花键芯棒进行4);若该花键芯棒与测量本体不配合,则停止测量,得出待测轴的盲孔花键实际同轴度y>x
max
;
9.4)与3)同理,选用按待测轴产品给定的最小同轴度x
min
设计的花键芯棒与待测轴进行配合,若该花键芯棒同时与测量本体配合,则停止测量,得出待测轴的盲孔花键实际同轴度y满足0<y≤x
min
;若该花键芯棒与测量本体不配合,则取出该花键芯棒进行5);
10.5)选取介于最大同轴度x
max
和最小同轴度x
min
中间的中间同轴度x
mid
设计的花键芯棒与待测轴进行配合,若该花键芯棒与测量本体配合,当介于x
min
与x
mid
之间还有其他同轴度的花键芯棒,则将x
mid
当做新的最大同轴度,随后重复5),否则停止测量,得出待测轴的盲孔花键实际同轴度y满足x
min
<y≤x
mid
;若该花键芯棒与测量本体不配合,当介于x
mid
与x
max
之间还有其他同轴度的花键芯棒,则将x
mid
当做新的最小同轴度,随后重复5),否则停止测量,得出待测轴的盲孔花键实际同轴度y满足x
mid
<y≤x
max
。
11.进一步限定,所述1)中导向孔的内径d
导
与导向台的外径d
外
满足功能量规设计原则d
外
=d
导
-x+f,其中x为待测轴设计给定的同轴度,f为基本偏差。
12.进一步限定,所述1)中选取4组按待测轴产品给定的不同同轴度设计的花键芯棒。
13.进一步限定,所述2)中,待测轴上的基准外圆与定位孔配合,使得基准外圆与定位孔同轴。
14.进一步限定,所述3)中,花键芯棒与待测轴配合具体为:外花键延伸至待测轴上的盲孔,随后依靠自重向下移动并与盲孔的内花键配合;花键芯棒与测量本体配合具体为:导向台位于导向孔内;花键芯棒与测量本体不配合具体为:导向台位于导向孔外侧。
15.进一步限定,所述5)中x
mid
包括x1与x2,其中x
min
<x1<x2<x
max
,5)具体为:
16.选取按待测轴产品给定的同轴度为x1设计的花键芯棒,若该花键芯棒与测量本体配合,则停止测量,得出待测轴的盲孔花键实际同轴度y满足x
min
<y≤x1;若该花键芯棒与测量本体不配合,则选取按待测轴产品给定的同轴度为x2设计的花键芯棒,若该花键芯棒与测量本体配合,则停止测量,得出待测轴的盲孔花键实际同轴度y满足x1<y≤x2;若该花键芯棒与测量本体不配合,则停止测量,得出x2<y≤x
max
。
17.进一步限定,所述按待测轴产品给定的同轴度分别为x1与x2设计的花键芯棒选用顺序可更替。
18.基于上述的盲孔花键同轴度测量方法的测量装置,其特征在于,包括测量本体和至少3组按不同同轴度设计的花键芯棒,所述测量本体自上而下开设有同轴的导向孔和与待测轴上基准外圆匹配的定位孔,所述花键芯棒包括与待测轴上内花键匹配的外花键和位于外花键端部并与导向孔匹配的导向台,所述外花键与导向台同轴设置;所述定位孔高度不小于基准外圆的高度,所述外花键底面与导向台底面之间的距离z1与内花键顶端与导向孔上端面之间的距离z2和内花键底端与导向孔上端面之间的距离z3之间的关系满足z2<z1<z3。
19.进一步限定,所述测量本体包括导板和定位体,所述导向孔开设在导板上,所述定位孔开设在定位体上。
20.进一步限定,所述导板与定位体通过销块和螺钉连接,并且定位体设置有若干支脚,所述支脚的长度不小于待测轴的长度。
21.本发明的有益效果:
22.1、通过将待测轴安装在测量本体上,再使用多个按待测轴产品给定的不同同轴度进行设计的分组花键芯棒进行测量,通过逐一测量从而得到待检轴盲孔花键的实际同轴度范围值,根据实际应用及组别的多少,可实现盲孔花键的同轴度实际值的工程化测量,测量方式简单方便,提高测量时的工作效率,并且测量稳定性高,误差小,既能够解决测量效率低的问题,也能解决测量误差大的问题,结构简单,成本低,适合推广使用;
23.2、将不同组别的花键芯棒作为标准件进行测量,通过观察导向台与导向孔是否匹配来快速方便地进行测量判断,既方便在对待测轴进行测量过程中方便快捷地更换不同规格的花键芯棒,还能避免人工测量时在数值读取、测量角度和/或步骤时产生的人为误差,即提高了测量的规范化与标准化,同时也提高了测量的精准度和便捷性。
附图说明
24.图1为本发明实施例1待测轴的结构示意图;
25.图2为本发明实施例1花键芯棒的结构示意图;
26.图3为本发明实施例1测量本体的俯视结构示意图
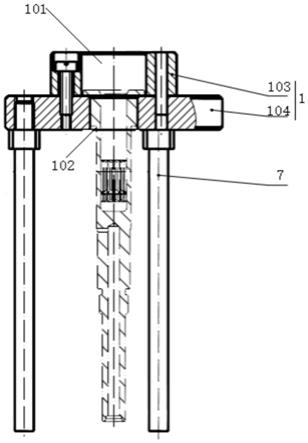
27.图4为本发明实施例1测量本体与待测轴配合时的剖面结构示意图;
28.其中,1-测量本体;101-导向孔;102-定位孔;103-导板;104-定位体;2-花键芯棒;201-外花键;202-导向台;3-销块;4-螺钉;5-基准外圆;6-内花键;7-支脚。
具体实施方式
29.实施例1
30.参考图1,待测轴为细长主轴,待测轴一端的外侧设有基准外圆5,基准外圆5的顶端与待测轴的顶端之间设置有限位环,限位环的外径大于外圆5的外径;沿着待测轴的轴向方向开设有较深的盲孔,在盲孔的底部设置有内花键6,内花键6与基准外圆5在细长主轴上呈悬臂分布,在装配时需要测量内花键6与基准外圆5两者之间的同轴度,即盲孔花键同轴度y,由于该待测轴内花键与基准外圆结构的特殊性,且产品要求同轴度精度较高,并需标记一定范围同轴度数值。本同轴度测量方法及测量装置是在考虑产品装配、稳定可靠的一种同轴度实际值的工程化测量,例如对于同轴度不大于0.05mm的待测轴,需要测量其同轴度在0~0.02mm、0.02~0.03mm、0.03~0.04mm、和0.04~0.05mm哪个范围内。
31.参考图1~4,一种盲孔花键同轴度测量方法,包括以下步骤:
32.1)准备测量本体1和至少3组按待测轴产品给定的不同同轴度进行设计的花键芯棒2;
33.具体的,测量本体1上开设有同轴设置的导向孔101和定位孔102,形成上大下小的阶梯孔,基准外圆5能够与定位孔102匹配,花键芯棒2上的外花键201能够与内花键6匹配,花键芯棒2上的导向台202能够与导向孔101匹配,外花键201底面与导向台202底面之间的距离z1与内花键6顶端与导向孔101上端面之间的距离z2和内花键6底端与导向孔(101)上端面之间的距离z3之间的关系满足z2<z1<z3,使得在外花键201刚与内花键6接触进行配合时,导向台202的下端面刚好与测量本体1的上端面接触或者位于测量本体1的上端面上方一段距离,同时在外花键202与内花键完全配合时,导向台202能够通过导向孔101,若不能通过,则测试导向台202卡在测量本体1上端面位置。
34.对于本实施例,以选取4组按待测轴产品给定的不同同轴度进行设计的花键芯棒2来进行举例说明,4组花键芯棒2分别按待测轴产品给定的同轴度0.02mm、0.03mm、0.04mm和0.05mm进行设计导向台202的外圆直径,并将待测轴要求的同轴度0.02mm、0.03mm、0.04mm和0.05mm标刻在对应的花键芯棒手柄部分上,方便辨认与选取。
35.2)将待测轴与测量本体1匹配;
36.具体的,通过基准外圆5与定位孔102配合,使得待测轴与测量本体1连接,此时基准外圆5与定位孔102和导向孔101均同轴,待测轴上的限位环位于导向孔101内,并且限位环贴在定位体104的上端面上,待测轴上的盲孔开口向上;
37.3)选用按待测轴产品给定的最大同轴度x
max
设计的花键芯棒2与待测轴内花键进行配合,若该花键芯棒2,同时与测量本体1配合得出待测轴的盲孔花键实际同轴度y≤x
max
,
则取出该花键芯棒2进行下一步;若该花键芯棒2与测量本体1不配合,则停止测量,得出待测轴的盲孔花键实际同轴度y>x
max
;
38.先选取按待测轴产品给定的最大同轴度x
max
设计的花键芯棒2,即按产品给定的同轴度为0.05mm设计的花键芯棒2来进行测量,若待测轴盲孔花键的实际同轴度大于0.05mm,则表示该待测轴不符合标准,不会选用进行装配,所以不再进行进一步的测量,若待测轴盲孔花键的实际同轴度小于0.05mm,则该待测轴有必要进行下一步的操作来判断其实际同轴度的范围;
39.具体的,花键芯棒2与待测轴进行配合的操作为:将花键芯棒2中外花键201的一端伸入待测轴上的盲孔内花键中,在不使用外力仅依靠花键芯棒2的自重而向下落下,使得外花键201与内花键6配合,完成花键芯棒2与待测轴的配合,此时外花键201与内花键6同轴;
40.花键芯棒2与测量本体1配合表现为:将花键芯棒2与待测轴配合的时候,导向台202向下移动至导向孔101内部,即全部配合;若导向台202向下移动不能移动至导向孔101的内部而卡在导向孔101的上端面或卡在导向孔101的中间,不能全部配合,则为花键芯棒2与测量本体1不配合。
41.4)选用按待测轴产品给定的最小同轴度x
min
设计的花键芯棒2与待测轴进行配合,若该花键芯棒2同时与测量本体1配合,则停止测量,得出待测轴的盲孔花键同轴度y满足0<y≤x
min
;若该花键芯棒2与测量本体1不配合,则取出该花键芯棒2进行下一步操作;
42.具体的,当选取按待测轴产品给定的同轴度为0.02mm设计的花键芯棒2能够在与待测轴配合的时候与测量本体1配合,则代表得到该待测轴盲孔花键的同轴度满足0<y≤0.02mm,故停止测量;若花键芯棒2与待测轴配合的时候不能与测量本体1配合,则意味着该待测轴盲孔花键的同轴度大于0.02mm,需要确定0.02mm<y≤0.05mm中y的进一步范围,故继续进行下一步操作。
43.5)选取介于按待测轴产品给定的最大同轴度x
max
和最小同轴度x
min
中间的中间同轴度x
mid
设计的花键芯棒2与待测轴进行配合,若该花键芯棒2同时与测量本体1配合,当介于x
min
与x
mid
之间还有按待测轴产品给定的其他同轴度的设计花键芯棒2,则将x
mid
当做新的待测轴产品给定的最大同轴度,随后重复5),否则停止测量,得出待测轴的盲孔花键实际同轴度y满足x
min
<y≤x
mid
;若该花键芯棒2与测量本体1不配合,当介于x
mid
与x
max
之间还有按待测轴产品给定的其他同轴度的设计花键芯棒2,则将x
mid
当做新的按待测轴产品给定的最小同轴度,随后重复5),否则停止测量,得出待测轴的盲孔花键实际同轴度y满足x
mid
<y≤x
max
;
44.具体的,若选取的花键芯棒2组数为奇数或者偶数,当花键芯棒2的组数为奇数时:
45.例如花键芯棒2选择为3组,则通过按待测轴产品给定的同轴度为x
mid
设计的花键芯棒2完成测量,同时能够得出待测轴盲孔花键实际同轴度y满足x
min
<y≤x
mid
或x
mid
<y≤x
max
;
46.例如花键芯棒2选择为5组,则通过按待测轴产品给定的同轴度为x
mid
设计的花键芯棒2依旧需要进一步判断y与xa或者xb之间的范围,其中x
min
<xa<x
mid
<xb<x
max
,若x
min
<y≤x
mid
,则将xa当做新的中间同轴度,将x
mid
当做新的最大同轴度,此时最小同轴度依旧为x
min
,重复步骤5)进行测量,即通过按待测轴产品给定的同轴度为xa设计的花键芯棒2来进行测量,同理得出x
min
<y≤xa或xa<y≤x
mid
;若x
mid
<y≤x
max
,则将xb当做新的中间同轴度,
将x
mid
当做新的最小同轴度,此时最大同轴度依旧为x
max
,重复步骤5)进行测量,即通过按待测轴产品给定的同轴度为xb设计的花键芯棒2来进行测量,同理得出x
mid
<y≤xb或xb<y≤x
max
,测量完成,对于选择其他奇数组数的情况同理,但是在实际生产过程中为了避免多次实验影响测量速度,同时避免因精度提高而提高制造难度,通常花键芯棒2的组数不超过5组;
47.当花键芯棒2的组数为偶数时:
48.例如花键芯棒2选择为4组,其待测轴产品给定的同轴度位于中间的有两个,分别为x1与x2,其中x
min
<x1<x2<x
max
,此时可将x1与x2当做x
mid
,而在实际测量时,与3)和4)同理进行操作,选取按待测轴产品给定的同轴度为x1和/或x2设计的花键芯棒2进行测量,具体的:
49.当选择按待测轴产品给定的同轴度为x1设计的花键芯棒2进行测量时,若得出x
min
<y≤x1,则停止测量;若得出x1<y≤x
max
则选择按待测轴产品给定的同轴度为x2设计的花键芯棒2进行测量,得出x1<y≤x2则停止测量,若得出x2<y≤x
max
则停止测量,测量完成;其中选取按待测轴产品给定的同轴度为x1设计的花键芯棒2和按待测轴产品给定的同轴度为x2设计的花键芯棒2的顺序可以更换。
50.实施例2
51.参考图2与图3,一种盲孔花键同轴度测量装置,包括测量本体1和花键芯棒2,测量本体1上开设有阶梯孔,阶梯孔包括同轴开设的导向孔101和定位孔102,并且导向孔101的内径大于定位孔102的内径,导向孔101位于定位孔102的顶部;花键芯棒2包括外花键201和位于外花键201端部的导向台202,导向台202优选为圆柱体,在导向台的外侧壁上开设有排气槽,保证花键芯棒2与内花键盲孔进行配合时及时排出内花键盲孔中内部的空气,外花键201的顶面与导向台202之间设置有连接轴,外花键201的花键参数按照花键综合通端塞规设计,外花键201与内花键201实现齿侧配合,导向台202的外圆直径尺寸按功能量规的设计原则进行设计,导向台202能够与导向孔101匹配,定位孔102则能够与基准外圆5配合;
52.外花键201与导向台202为精度较高的同轴设计,在生产制造不同组别的花键芯棒2时采用高精度设备进行制造,在测量中当做标准件进行测量。
53.为了保证花键芯棒2能够在测量本体1上与待测轴准确配合,同时还能够判断待测本体1是否与花键芯棒2配合,测量本体1与花键芯棒2还需满足:
54.当花键芯棒2与待测轴配合同时与测量本体配合时,则此时外花键201与内花键6配合,连接轴位于盲孔内,导向台202的下端面可以与限位环的上端面接触或者导向台202的下端面与限位环上端面间隔一段距离,保证导向台202落在导向孔101内部即可,在通过花键芯棒2进行测量时,保证测量芯棒2通过自重而下落;
55.定位孔102的内径与基准外圆5的外径d
基
根据包容原则进行设计,定位孔102的高度不小于基准外圆5的高度,使得基准外圆5能够完全与定位孔102配合,保证基准外圆5与定位孔102同轴,限位环此时位于导向孔101内并且限位环下端面贴合在定位孔102的上端面,保证待测轴稳定可靠安装在测量本体1上;
56.导向孔101的内径d
导
与导向台202的外径d
外
满足功能量规设计原则,d
外
=d
导
-x+f其中z为待测轴设计给定的同轴度,f为基本偏差,从而实现通过花键芯棒2来完成待测轴内花键6对基准外圆5同轴度的测量;
57.进一步优选,在导向台202上可以设计一个方便拿取的把手,避免在测量过程中手部接触导向台202或者外花键201而影响测量的准确度,为了使得对花键芯棒2拿取更加稳定,可以增加把手的摩擦系数,例如在把手上开设多个相互交错的防滑纹路。
58.为了方便操作,避免待测轴与外界碰撞,在测量本体1的底部安装若干个支脚7对测量本体1进行支撑的同时使得待测轴的底部不与底面接触,同时不需要操作人员手持进行测量,提高测量的稳定性与准确度,优选若干支脚7间隔均匀排列,进一步优选支脚7的数量为3个,既能够稳定支撑,同时减少支脚7的数量方便携带;支脚7与测量本体1活动连接,方便进行拆装,满足搭配不同高度的待测轴的测量,优选为支脚7通过螺纹与测量本体1螺纹连接。
59.实施例3
60.参考图4,与实施例1不同的是,测量本体1包括导板103和定位体104,导向孔101开设在导板103上,定位孔102开设在定位体104上,基准外圆5通过定位孔102与定位体104配合,限位环与定位体104的上端面接触,并且限位环位于导板103内的导向孔101中,导板103和定位体104上均开设有若干相对应的销孔和螺纹孔,销孔和螺纹孔上连接有对应的销块3和螺钉4,通过销块3和螺钉4来对导板103和定位体104进行稳固连接,使得导向孔101与定位孔102能够保持同轴设置;
61.销孔和螺钉孔均绕导向孔101的圆心间隔设置,销孔的数量为2~4个,优选为间隔排列,螺钉孔的数量为3~5个,优选为间隔均匀排列。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1