测量连续深度范围孔径尺寸的方法及测量工具与流程
1.本发明属于机械加工测量技术领域,涉及一种测量连续深度范围孔径尺寸的方法及测量工具。
背景技术:
2.在零件机械加工中,对于深度孔的孔径精度要求较高,目前常采用气动量仪(量针)测量这些高精度孔径的尺寸大小,在实际测量时还需要设置定位导套,将量针进入深孔内,定位导套上设置有多个定位台阶,量针与定位导套相互配合,量针通过定位导套测量特定深度位置的几个截面圆的尺寸,通过这几个截面圆的尺寸评价整个孔的尺寸。但是这种方法存在的问题是:定位导套上的定位台阶是固定的,只能测量几个固定深度位置截面圆尺寸来评价整个孔尺寸的问题,不能对深度范围内任意位置处孔径大小进行测量,得到的测量结果不能真实反应深度孔径尺寸,影响评价结果准确性以及可靠性,影响对零件精密程度的判断;对于深度不同的孔径的测量也受到限制。
技术实现要素:
3.针对上述现有技术深度范围孔径测量存在的技术问题,本发明提供一种测量连续深度范围孔径尺寸的方法及测量工具,不仅对同一深度范围内任意位置处孔径进行连续测量,还能实现不同深度范围孔径的连续测量,结果真实可靠,保证精度评价结果判断的准确性。
4.为了实现上述目的,本发明采用的技术方案是:
5.一种测量连续深度范围孔径尺寸的方法,其特征在于:包括以下步骤:
6.1)根据待测零件深度孔选择相应的量针,同时确定多个滑块的具体数量;
7.2)根据待测零件深度孔的轴向尺寸、量针的长度尺寸以及搭台的厚度,计算出多个滑块中每相邻两个滑块之间的距离尺寸;
8.3)根据步骤2)计算的每相邻两个滑块之间的距离尺寸,将多个滑块定位安装在立柱上的相应位置;
9.4)将立柱置于待测零件端面处,搭台在多个滑块中任意两个滑块之间移动,量针测量得到相应的深度范围孔径尺寸。
10.进一步的,所述步骤2)中,相邻两个滑块之间的距离尺寸对应的是待测零件相应的深度范围。
11.进一步的,所述步骤3)中,通过立柱上的标尺对多个滑块进行定位。
12.进一步的,所述步骤3)中,多个滑块安装时,每个滑块均沿着立柱的轴向方向移动。
13.进一步的,所述步骤3)中,多个滑块安装时,每个滑块均沿着立柱的径向方向移动。
14.一种实现所述的测量连续深度范围孔径尺寸的方法的测量工具,包括立柱、滑块
以及量针;所述滑块活动设置于立柱上,所述滑块至少为两个;所述量针上设置搭台;所述立柱置于待测零件端面处,所述量针置于待检测零件深度孔内,且搭台端位于待检测零件深度孔外且置于任意两个滑块之间。
15.进一步的,所述立柱上设置标尺。
16.进一步的,所述滑块通过螺钉、螺栓或销钉设置在立柱上。
17.进一步的,所述滑块为四个。
18.本发明的有益效果是:
19.1、本发明提供的测量工具,包括立柱、标尺、滑块和螺钉组合而成,标尺数值刻在立柱上,滑块套在立柱上可自由滑动,将立柱放置在孔口端面上,滑块套在立柱上移动到所需位置并使用螺钉将滑块固定在某个具体的数值处,滑块数量可按需安装,调整滑块的高度来实现对深度的控制,调整相邻滑块之间的宽度实现深度范围的连续测量控制,测量工具的操作简单,不仅对同一深度范围内任意位置处孔径进行连续测量,还能实现不同深度范围孔径的连续测量。
20.2、本发明对于零件孔内不同的测量深度可通过调整滑块在立柱上的高度进行调整,并通过拧紧滑块上的螺钉来固定滑块的位置;对于测量深度较多的零件,在同一立柱上可装配多个滑块并分别调整滑块的高度来实现测量,然后使得量针的搭台在滑块之间移动完成连续深度孔径的测量,确保测量结果的真实和可靠性,进一步保证孔径精度评价结果判断的准确性。
附图说明
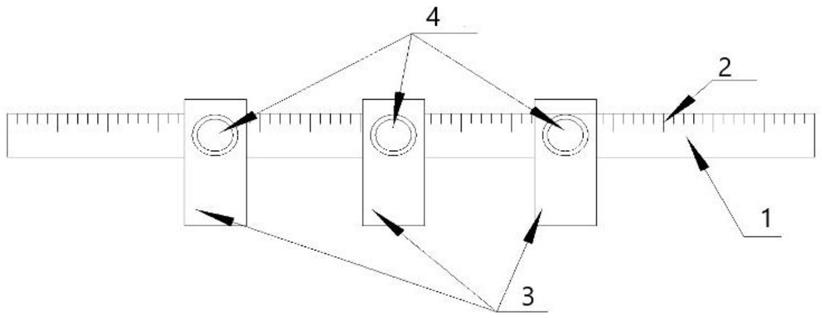
21.图1为实施例1提供的测量工具的结构示意图;
22.图2为实施例2提供的测量工具在零件中的测量示意图;
23.其中:
24.1—立柱;2—标尺;3—滑块;31—第一滑块;32—第二滑块;33—第三滑块;34—第四滑块;4—螺钉;5—零件;51—第一台阶;52—第二台阶;6—量针;7—搭台。
具体实施方式
25.现结合附图以及实施例对本发明做详细的说明。
26.实施例1
27.参见图1,本实施例提供的测量连续深度范围孔径尺寸的测量工具,包括立柱1、滑块3以及量针6;滑块3活动设置于立柱1上,滑块3至少为两个;量针6上设置搭台7;立柱1置于待测零件5端面处,量针6置于待检测零件深度孔内,且搭台7端位于待检测零件深度孔外且置于任意两个滑块3之间。
28.本实施例中,立柱1上设置标尺2,滑块3为三个。
29.进一步的,滑块3通过螺钉4设置在立柱1上,使得滑块3能沿着立柱1的轴向左右移动,调节立柱1上相邻两个滑块3之间的距离;滑块3也能沿着立柱1的径向上下移动,调节滑块3在立柱1上高度,便于搭台7的移动,进而方便调节搭台7能置于任意两个滑块3之间的位置,量针6实现不同深度范围孔径的连续测量。
30.实施例2
31.参见图2,与实施例1不同的是,本实施例提供的测量连续深度范围孔径尺寸的测量工具,滑块3为四个。具体包括第一滑块31、第二滑块32、第三滑块33以及第四滑块34。
32.以具体的零件深度范围孔径的测量,说明本实施例测量连续深度范围孔径尺寸的方法,待测零件5为某型衬套孔,且内部含有一个槽子和一个沉孔,测量方法具体包括以下步骤:
33.1)根据待测零件5深度孔选择相应的量针6;同时确定所需的的具体数量;
34.由于待测零件内含有内部含有一个槽子和一个沉孔,形成第一台阶51和第二台阶52,因此需要滑块3的数量为四个;
35.2)根据待测零件5深度孔的轴向尺寸、量针6的长度尺寸以及搭台7的厚度,计算出多个滑块3中每相邻两个滑块3之间的距离尺寸;
36.步骤2)中,相邻两个滑块3之间的距离尺寸对应的是待测零件5相应的深度范围。本实施例中,第一滑块31和第二滑块32之间的距离对应的是第一台阶51的深度范围;第三滑块33和第四滑块34之间的距离对应的是第二台阶52的深度范围;
37.3)根据步骤2)计算的相邻两个滑块3之间的距离尺寸,将四个滑块3定位安装在立柱1上的相应位置;
38.4)将立柱1置于待测零件5端面处,搭台7在四个滑块3中任意两个滑块3之间移动,量针6连续测量得到相应的深度范围孔径尺寸。
39.由于滑块3能沿着立柱1的轴向水平移动,滑块3也能绕着立柱1的轴向转动,在连续测量时,当测量第一台阶51深度范围内的孔径时,搭台7在第一滑块31和第二滑块32之间移动,当第一台阶51深度范围孔径测量完成后,需继续测量第一台阶52深度范围内的孔径时,将第二滑块32和第三滑块33绕着量针7轴向旋转,量针6向右移动调节至第三滑块33和第四滑块34之间,然后继续测量,搭台7在第三滑块33和第四滑块34之间移动,完成第二台阶52深度范围孔径测量,方便实现连续测量。
40.具体的,测量零件5内孔选用了合适的量针6后,根据衬套内孔环槽的轴向尺寸、量针6的长度尺寸和搭台7的厚度,计算确定出四个滑块3的位置尺寸;根据需要在立柱1上安装四个滑块3,并根据之前计算的结果按立柱1上的标尺2的将滑块3移动到确定的位置并拧紧螺钉4,将滑块3固定在立柱上,将立柱1置于零件5端面合适的位置,使量针6的搭台7可在滑块3之间移动实现连续测量。当量针6的搭台7在第一滑块31和第二滑块32之间移动时测量零件5的第一台阶51处的整个尺寸;当量针6的搭台7在第三滑块33和第四滑块34之间移动时测量零件5的第二台阶52处的整个尺寸。
41.通过本发明能实现对零件5不同测量范围内整个孔尺寸的测量,得到整个深度范围内任意处的对应的孔径值,保证测量结果的真实和可靠性,保证孔径精度评价结果判断的准确性。
42.进一步的,本发明也可以用于不同测量深度的孔径的测量。实施时,可通过调整滑块3在立柱1上的高度进行调整,并通过拧紧滑块3上的螺钉4来固定滑块3的位置;对于测量深度较多的零件,在同一立柱1上可装配多个滑块3并分别调整滑块3的高度来实现测量。
43.同时在采用本发明提供的方法进行测量时,搭台7在第一滑块31和第二滑块32之间移动时,也可观察量针6的测定结果,发现孔径值发生变化时,暂停测量,根据搭台7在第一滑块31和第二滑块32之间所处的位置,标记出孔径值发生变化的测量点,有助于找出加
工的问题点。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1