一种SLM铺粉过程缺陷识别与熔池状态实时监测装置及方法
一种slm铺粉过程缺陷识别与熔池状态实时监测装置及方法
技术领域
1.本发明涉及slm增材制造技术领域,尤其是涉及一种slm铺粉过程缺陷识别与熔池状态实时监测装置及方法。
背景技术:
2.激光选区熔化技术(slm)的制造过程包括铺粉过程、熔融过程,是目前在金属增材制造领域中发展迅速的先进制造技术,已经在航空航天、汽车制造、生物医疗等行业获得广泛应用。该技术能够直接制造出复杂的形状和轻量化结构,这些都是传统制造工艺不具备的。但是选区激光熔化技术的可重复性不足和稳定性差的缺点阻碍了该技术的进一步的发展应用,如何提高制造零件的稳定性和质量一直是该领域的热点研究问题。
3.过程监测技术是实现增材制造产品快速检测的关键。此外,过程监控可以尽早地识别缺陷,从而减少废品率和后处理工序、缩短研制周期,还为提供全程可溯的加工信息创造了可能。采用合适的传感器收集slm过程信号,实时获取加工过程的状态数据;再次,从监测数据中提取特征,识别缺陷及加工状态,从而及时调整工艺参数避免出现质量缺陷,可有效克服选区激光熔化工艺的稳定性和可重复性不足的问题。因此,如何提供一种slm铺粉过程缺陷识别与熔池状态实时监测的装置与方法是本领域人员亟需解决的问题。
技术实现要素:
4.本发明的目的是提供一种slm铺粉过程的缺陷识别与熔池状态监测装置,解决现有的选区激光熔化技术可重复性不足和稳定性差的问题。本发明的另一个目的是提供一种slm铺粉过程的缺陷识别与熔池状态监测装置的监测方法。
5.为实现上述目的,本发明提供了一种slm铺粉过程的缺陷识别与熔池状态监测装置,包括加工室,加工室的内部设置有基板,基板的下方设置有成型仓,成型仓的内部设置有活塞,基板上设置有铺粉刮板,所述加工室的外部设置有激光器,成型仓的上方设置有扫描振镜,激光器与扫描振镜之间设置有合束器和扩束器,激光器的激光通过合束器、扩束器和扫描振镜投射在基板上;加工室上设置有铺粉监测部分和熔池监测部分,铺粉监测部分包括工业相机和计算机,工业相机朝向成型仓,工业相机与计算机连接;熔池监测部分包括光电传感器和高速摄像机,光电传感器和高速摄像机的一端分别与分光镜的一支路连接,光电传感器和高速摄像机的另一端均与计算机连接,分光镜位于扫描振镜和扩束器之间。
6.优选的,所述基板的两端分别设置有左储粉室和右储粉室。
7.优选的,所述加工室的外部设置有除尘器,除尘器与加工室的内部连通。
8.优选的,所述加工室的外部设置有气罐,气罐与加工室的内部连通,气罐向加工室的内部充入保护气体。
9.优选的,所述激光器与合束器之间通过光纤连接。
10.优选的,所述加工室的上方设置有透镜,工业相机位于透镜的正上方。
11.上述slm铺粉过程的缺陷识别与熔池状态监测装置的监测方法,包括以下步骤:
12.s1、接通电源,通入保护气体;
13.s2、输入工艺参数,启动slm;
14.s3、工业相机对铺粉过程进行监测,工业相机通过透镜直接对铺粉前后进行拍摄记录,并将拍摄的图像发送给计算机,实现旁轴监测;
15.s4、光电传感器对熔池辐射强度进行监测,计算机记录实时熔池辐射强度值,熔融过程中产生光信号,通过扫描振镜内反射镜传递给分光镜,分光镜一支路与光电传感器连接,光电传感器将光信号转换成电信号,电信号为熔池辐射强度信号,并将电信号实时传递给计算机;
16.s5、高速摄像机对熔池形貌进行监测;熔融过程中产生光信号,通过扫描振镜内反射镜传递给分光镜,分光镜一支路与高速摄像机连接,并将成像信息传递给计算机;
17.s6、在计算机上进行图像处理;
18.s7、根据图像处理的结果,判断每层铺粉过程和熔融过程的稳定性。
19.优选的,所述步骤s2中,铺粉刮板将左储粉室或右储粉室内的粉料挂到活塞上的成型板上,完成一次铺粉,激光器通过扫描振镜作用成型后,成型仓内活塞下降一个粉层厚度,进行二次铺粉,循环往复至成型完成。
20.优选的,所述步骤s6中,采用matlab图像处理方法对步骤s3获得的图像和s6获得的成像信息进行处理,处理方法包括:
21.s61、图像预处理,将步骤s3采集获得的铺粉过程的图片和s6获得的成像信息依次导入matlab系统中,对图像进行灰度化处理,再进行图像增强处理,调整对比度,进而对图像进行滤波处理;
22.s62、缺陷获取,对图像进行差分处理获取缺陷部分图像,利用形态学原理提取特征区域,采用canny算子对有缺陷特征区域进行边缘检测,基于灰度进行阈值分割获取缺陷特征区域,并对其进行标记。
23.优选的,所述步骤s7中,若判断铺粉过程和熔融过程正常,继续加工至整个成型件完成,并根据检测信号进行质量追溯;若判断铺粉过程和熔融过程缺陷明显,暂停加工过程,并进行工艺调节。
24.本发明所述的一种slm铺粉过程的缺陷识别与熔池状态监测装置及方法的优点和积极效果是:
25.1、本发明将激光选区熔化增材与过程监测技术相结合,可实现实时监测、结构简单、操作简单、且适用性强。
26.2、本发明激光选区熔化过程中的光信号以先进的光纤传输通过扫描振镜反射给分光器,将光信号分支,一支路连接光电传感器反映熔池辐射强度,另一支路连接高速摄像机反映熔池形貌,进而实现同轴监测。
27.3、本发明实现了对激光选区熔化过程中铺粉过程和熔池熔融过程的熔池辐射强度、熔池形貌的实时记录,进而可对获取信号进行处理反映实际工艺过程,有助于工艺优化,提高加工效率。
28.4、本发明采用图像处理实现对激光选区熔化过程中铺粉后缺陷进行识别,对加工过程完整记录,可实现后期质量追溯。
29.5、本发明采用光电传感器将激光选区熔化过程中粉床熔融过程的光信号转换成
一维电信号,反映为熔池辐射强度,进而反映熔融过程稳定性。
30.6、本发明采用高速摄像机对熔池光信号进行记录,反映熔池形貌,进而反映熔融过程稳定性。
31.下面通过附图和实施例,对本发明的技术方案做进一步的详细描述。
附图说明
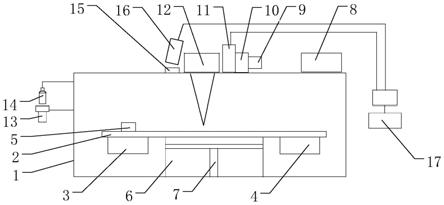
32.图1为本发明一种slm铺粉过程的缺陷识别与熔池状态监测装置及方法实施例的结构示意图;
33.图2为本发明一种slm铺粉过程的缺陷识别与熔池状态监测装置及方法实施例的熔池状态检测结构示意图;
34.图3为本发明一种slm铺粉过程的缺陷识别与熔池状态监测装置及方法实施例的操作工艺流程图。
35.附图标记
36.1、加工室;2、基板;3、左储粉室;4、右储粉室;5、铺粉刮板;6、成型仓;7、活塞;8、激光器;9、合束器;10、扩束器;11、分光镜;12、扫描振镜;13、除尘器;14、气罐;15、透镜;16、工业相机;17、计算机;18、光电传感器;19、高速摄像机;20、光纤。
具体实施方式
37.以下通过附图和实施例对本发明的技术方案作进一步说明。
38.除非另外定义,本发明使用的技术术语或者科学术语应当为本发明所属领域内具有一般技能的人士所理解的通常意义。本发明中使用的“第一”、“第二”以及类似的词语并不表示任何顺序、数量或者重要性,而只是用来区分不同的组成部分。“包括”或者“包含”等类似的词语意指出现该词前面的元件或者物件涵盖出现在该词后面列举的元件或者物件及其等同,而不排除其他元件或者物件。“连接”或者“相连”等类似的词语并非限定于物理的或者机械的连接,而是可以包括电性的连接,不管是直接的还是间接的。“上”、“下”、“左”、“右”等仅用于表示相对位置关系,当被描述对象的绝对位置改变后,则该相对位置关系也可能相应地改变。
39.实施例
40.图1为本发明一种slm铺粉过程的缺陷识别与熔池状态监测装置及方法实施例的结构示意图,图2为本发明一种slm铺粉过程的缺陷识别与熔池状态监测装置及方法实施例的熔池状态检测结构示意图。如图所示,一种slm铺粉过程的缺陷识别与熔池状态监测装置,包括加工室1,加工室1的内部设置有基板2,基板2水平放置,基板2的中间下方设置有成型仓6。成型仓6的内部设置有活塞7,活塞7的顶端设置有支撑粉末的成型板。加工室1内设置有带动活塞7移动的升降元件,升降元件为气缸或液压缸。基板2上设置有铺粉刮板5,工作室的内部设置有带动铺粉刮板5移动的动力结构,动力结构采用现有的结构。基板2的两端分别设置有左储粉室3和右储粉室4,左储粉室3和右储粉室4用于储藏用于加工的粉末。成型仓6、活塞7、铺粉刮板5和左储粉室3、右储粉室4均采用现有的结构设置。
41.加工室1的外部设置有激光器8,成型仓6的上方设置有扫描振镜12,激光器8与扫描振镜12之间设置有合束器9和扩束器10。激光器8与合束器9之间通过光纤20连接。激光器
8发出的激光通过光纤20依次经过合束器9、扩束器10和扫描振镜12作用在基板2的作业区间内,对基板2上的粉末进行加工成型。
42.加工室1的外部设置有除尘器13,除尘器13与加工室1的内部连通,除尘器13用于对加工室1内的粉尘进行处理,减少粉尘的污染。加工室1的外部设置有气罐14,气罐14与加工室1的内部连通,气罐14向加工室1的内部充入保护气体,对加工过程进行气体保护。
43.加工室1上设置有铺粉监测部分和熔池监测部分。铺粉监测部分包括工业相机16和计算机17,工业相机16直接对铺粉前后进行拍摄记录。加工室1的上方设置有透镜15,工业相机16位于透镜15的正上方。工业相机16通过透镜15朝向成型仓6,即朝向基板2上的作业区间内。工业相机16与计算机17连接。激光作用在粉末表面产生光信号,通过工业相机16直接对铺粉过程进行抓拍,并通过usb接口与计算机17连接,可在计算机17上对成像进行图像处理,识别铺粉后的缺陷。
44.熔池监测部分包括光电传感器18和高速摄像机19,光电传感器18和高速摄像机19的一端分别与分光镜11的一支路连接,光电传感器18和高速摄像机19的另一端均与计算机17连接。分光镜11位于扫描振镜12和扩束器10之间,分光镜11用于将熔融过程中的光信号一份为二,两支光路分别传递给光电传感器18和高速摄像机19,实现同轴监测熔池实时状态信息。光电传感器18将光信号转换成电信号,电信号为熔池辐射强度信号,并将电信号实时传递给计算机17。高速摄像机19将成像信息传递给计算机17,采用高速摄像机19对slm熔池形貌进行实时记录。通过计算机17对信息进行缺陷分析。
45.本实施例粉末材料采用雾化in718粉末,基板2采用304不锈钢,基板2尺寸100*100*100mm,加工成型件尺寸20*20*20mm;功率:250w、道间距0.1mm、速度960mm/s,粉层厚度0.05mm。
46.图3为本发明一种slm铺粉过程的缺陷识别与熔池状态监测装置及方法实施例的操作工艺流程图。如图所示,slm铺粉过程的缺陷识别与熔池状态监测装置的监测方法,包括以下步骤:
47.s1、接通电源,通入保护气体。
48.s2、输入工艺参数,启动slm。铺粉刮板5将左储粉室3或右储粉室4内的粉料挂到活塞7上的成型板上,完成一次铺粉,激光器8通过扫描振镜12作用成型后,成型仓6内活塞7下降一个粉层厚度,进行二次铺粉,循环往复至成型完成。
49.s3、工业相机16对铺粉过程进行监测,工业相机16通过透镜15直接对铺粉前后进行拍摄记录,并将拍摄的图像发送给计算机17。采用工业相机16对slm铺粉过程进行实时记录,实现旁轴监测。
50.s4、光电传感器18对熔池辐射强度进行监测,计算机17记录实时熔池辐射强度值,熔融过程中产生光信号,通过扫描振镜12内反射镜传递给分光镜11,分光镜11一支路与光电传感器18连接,光电传感器18将光信号转换成电信号,电信号为熔池辐射强度信号,并将电信号实时传递给计算机17。
51.s5、高速摄像机19对熔池形貌进行监测;熔融过程中产生光信号,通过扫描振镜12内反射镜传递给分光镜11,分光镜11一支路与高速摄像机19连接,并将成像信息传递给计算机17,采用高速摄像机19对slm熔池形貌进行实时记录。
52.s6、在计算机17上进行图像处理。采用matlab图像处理方法对步骤s3获得的图像
和s6获得的成像信息进行处理,对铺粉后每一层粉末成像信息进行缺陷识别。具体的处理方法包括:
53.s61、图像预处理,将步骤s3采集获得的铺粉过程的图片和s6获得的成像信息依次导入matlab系统中,对图像进行灰度化处理,再进行图像增强处理,调整对比度,进而对图像进行滤波处理;
54.s62、缺陷获取,对图像进行差分处理获取缺陷部分图像,利用形态学原理提取特征区域,采用canny算子对有缺陷特征区域进行边缘检测,基于灰度进行阈值分割获取缺陷特征区域,并对其进行标记。
55.s7、根据图像处理的结果,判断每层铺粉过程和熔融过程的稳定性。若判断铺粉过程和熔融过程正常,继续加工至整个成型件完成,并根据检测信号进行质量追溯;若判断铺粉过程和熔融过程缺陷明显,暂停加工过程,并进行工艺调节。
56.因此,本发明采用上述slm铺粉过程的缺陷识别与熔池状态监测装置及方法,结合工业相机、高速摄像机、光电传感器进行过程监控,实时获取加工过程的状态数据;从监测数据中提取特征,识别缺陷及加工状态,从而及时调整工艺参数避免出现质量缺陷,可有效解决选区激光熔化工艺的稳定性和可重复性不足的问题。
57.最后应说明的是:以上实施例仅用以说明本发明的技术方案而非对其进行限制,尽管参照较佳实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对本发明的技术方案进行修改或者等同替换,而这些修改或者等同替换亦不能使修改后的技术方案脱离本发明技术方案的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1