一种大型筒体零件镀层孔隙率的检验装置及检验方法与流程
1.本发明涉及大厚度镀镍层检测技术领域,尤其是一种大型筒体零件镀层孔隙率的检验装置及检验方法。
背景技术:
2.大型筒体零件,规格为φ1500~2450/φ800~1600
×
3500~5000mm,壁厚350~425mm,重量约60~110t,因产品需求,内表面需进行镀镍或热喷涂镍处理,一般镍层≥1mm,处理时间为130小时以上,镀镍层的质量严重影响着大型筒体零件的使用安全性及使用寿命,因此内表面进行镀镍或热喷涂镍处理完后必需对内表面进行镀层孔隙率检验来检验镀镍层的质量。
3.有鉴于此,急需研发一种能够快速对大型筒体零件内表面的镀层质量进行检验的装置及方法。
技术实现要素:
4.本发明需要解决的技术问题是提供一种大型筒体零件镀层孔隙率的检验装置及检验方法,能够实现对大型筒体零件内壁镀层质量的快速检验。
5.为解决上述技术问题,本发明所采用的技术方案是:一种大型筒体零件镀层孔隙率的检验装置,包括设置在大型筒体零件顶端的盖板、设置在盖板上端一侧的与大型筒体零件内部相连通的溢流桶、穿过盖板伸入大型筒体零件内部的温度计、穿过盖板伸入大型筒体零件内部底端的进水管、穿过盖板伸入大型筒体零件内部上端的出水管、与进水管和出水管相连通的能够对大型筒体零件内的液体循环加热的循环加热器以及与温度计和循环加热器相连接的电气控制系统,电气控制系统根据温度计测得的大型筒体零件内液体的温度变化控制循环加热器的运行,保证大型筒体零件内液体的温度在预设温度范围内。
6.本发明技术方案的进一步改进在于:所述盖板与大型筒体零件筒壁接触位置处设置有环槽,在环槽内安装有o型密封圈。
7.本发明技术方案的进一步改进在于:所述循环加热器的外壳是躺平放置的圆柱体;循环加热器通过耐高温的出水软管与出水管相连通,通过耐高温的进水软管与进水管相连通。
8.本发明技术方案的进一步改进在于:所述盖板、溢流桶、出水管、进水管和循环加热器的外壳均采用不锈钢材质制作。
9.本发明技术方案的进一步改进在于:所述电气控制系统设置有能够实时显示大型筒体零件内液体温度的显示器。
10.本发明技术方案的进一步改进在于:所述溢流桶上设置密封盖。
11.本发明技术方案的进一步改进在于:所述盖板通过若干个紧固件安装在大型筒体零件的筒壁上。
12.一种大型筒体零件镀层孔隙率的检验方法,包括以下步骤:s1、准备能够放置大型筒体零件的地坑;s2、制备去离子水,加热至预设温度,备用;s3、将内表面进行镀镍或热喷涂镍处理后的大型筒体零件放平,利用无水乙醇对其内表面进行清洗;s4、利用翻转装置,将大型筒体零件竖直放置在地坑内,将组装好的大型筒体零件镀层孔隙率的检验装置安装在大型筒体零件上,循环加热器放置在地坑旁边的地平面上;将加热好的去离子水从溢流桶加注到大型筒体零件内至满,盖上溢流桶的密封盖;s5、开启电气控制系统和循环加热器,温度计实时监测到的大型筒体零件内去离子水的温度实时显示在显示器上;电气控制系统根据温度计测得的大型筒体零件内液体的温度变化控制循环加热器的运行,保证大型筒体零件内液体的温度在预设温度范围内;s6、保温完成后,关闭电气控制系统和循环加热器,将进水软管从循环加热器拆除后接抽水泵将大型筒体零件内的去离子水抽出;s7、大型筒体零件冷却至室温;s8、拆除大型筒体零件镀层孔隙率的检验装置;s9、将大型筒体零件移出地坑,肉眼查看内表面是否存在红斑或黑点;若存在红斑或黑点需重新进行镀镍或热喷涂镍处理;若没有则为质量符合要求。
13.本发明技术方案的进一步改进在于:s2和s5中,预设温度为85℃
±
5℃。
14.本发明技术方案的进一步改进在于:s5中,电气控制系统和循环加热器开启运行保温60mim。
15.由于采用了上述技术方案,本发明取得的技术进步是:1、本发明通过将大型筒体零件设置在地坑内,并利用盖板、o型密封圈、溢流桶等实现了对大型筒体零件内进行密封,通过循环加热器、进水管、出水管形成加热循环通路,电气控制系统根据温度计测得的大型筒体零件内液体的温度变化控制循环加热器的运行,保证大型筒体零件内液体的温度在85℃
±
5℃温度范围内,实现了对大型筒体零件内的液体加热并保温,解决了大型筒体零件镀层孔隙率不易检验质量的问题。
16.2、本发明能够快速有效的检验大型筒体零件镀层孔隙率的质量,装置简单,方法易操作,检验效率高,检验过程符合gb/t 12332—2008 附录c的要求。
附图说明
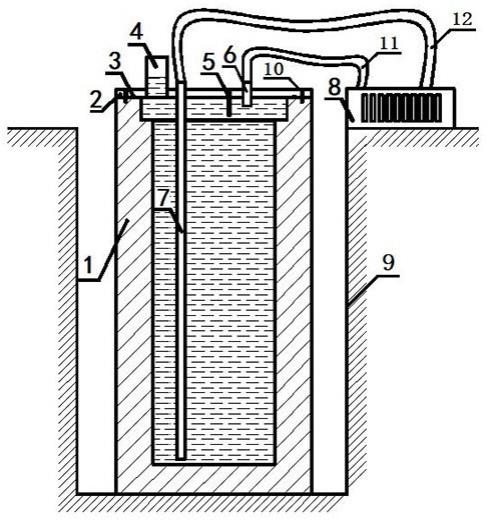
17.图1是本发明中大型筒体零件镀层孔隙率的检验装置结构示意图;其中,1、大型筒体零件,2、盖板,3、o型密封圈,4、溢流桶,5、温度计,6、出水管,7、进水管,8、循环加热器,9、地坑,10、紧固件,11、出水软管,12、进水软管。
具体实施方式
18.下面结合附图对本发明做进一步详细说明:在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外
”……
等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化
描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
19.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
20.如图1所示,一种大型筒体零件镀层孔隙率的检验装置,包括设置在大型筒体零件1顶端的盖板2、设置在盖板2上端一侧的与大型筒体零件1内部相连通的溢流桶4、穿过盖板2伸入大型筒体零件1内部的温度计5、穿过盖板2伸入大型筒体零件1内部底端的进水管7、穿过盖板2伸入大型筒体零件1内部上端的出水管6、与进水管7和出水管6相连通的能够对大型筒体零件1内的液体循环加热的循环加热器8以及与温度计5和循环加热器8相连接的电气控制系统,电气控制系统根据温度计5测得的大型筒体零件1内液体的温度变化控制循环加热器8的运行,保证大型筒体零件1内液体的温度在预设温度范围内。具体的,液体可采用去离子水。
21.所述盖板2与大型筒体零件1筒壁接触位置处设置有环槽,在环槽内安装有o型密封圈3。将加热的液体密封在大型筒体零件1的内部,防止流出,保证密封效果,提高检验质量。
22.所述循环加热器8的外壳是躺平放置的不锈钢圆柱体,其内部设置加热装置;循环加热器8通过耐高温的出水软管11与出水管6相连接,通过耐高温的进水软管12与进水管7相连接。出水软管11与进水软管12的设置是为了方便进水管7和出水管6与循环加热器8的连接,同时安装拆卸方便,也方便检验完毕后的放水方便。具体的,循环加热器8的外壳的直径为400mm,长度为1000mm,圆柱体的内部设置加热装置,圆柱体的上端设置与出水软管11与进水软管12连接的连接部件及相应的电源、控制器等。循环加热器8的大小可依据实际情况进行设置。循环加热器8设置有五级,温度高了就会停止,电气控制系统根据温度的变化控制循环加热器的运行,保证大型筒体零件1内液体的温度在要求范围内。
23.所述盖板2、溢流桶4、出水管6、进水管7和循环加热器8的外壳均采用不锈钢材质制作。不锈钢材质的进水管7伸入在大型筒体零件1的底部,不与大型筒体零件1的底端内壁相接触,保证进水和抽水通畅,不锈钢材质的出水管6设置在大型筒体零件1的上方,能够保证大型筒体零件1内液体的充分循环,均匀加热。不锈钢材质保证了去离子水的纯净,保证了检验效果。
24.所述电气控制系统设置有能够实时显示大型筒体零件1内液体温度的显示器,可准确将大型筒体零件1内液体温度控制在检验预设温度范围内。
25.所述溢流桶4上设置密封盖。溢流桶4的设置能够防止大型筒体零件1内的液体因加热膨胀而溢出,同时设置密封盖,能够保证大型筒体零件1的密封效果。
26.所述盖板2通过若干个紧固件10安装在大型筒体零件1的筒壁上。具体紧固件10可采用不锈钢螺栓。大型筒体零件1的筒壁上工艺要求设置有若干个螺栓孔,所以采用与螺栓孔相同数量 的不锈钢螺栓对盖板2进行固定。在不破坏筒体的情况保证了盖板的坚固性。
27.一种大型筒体零件镀层孔隙率的检验方法,使用大型筒体零件镀层孔隙率的检验
装置,包括以下步骤:s1、准备能够放置大型筒体零件1的地坑9;地坑9的大小需保证大型筒体零件1的放入和移出方便;地坑9的设置是为了方便检验工作的操作方便;s2、制备去离子水,加热至85℃
±
5℃,备用;s3、将内表面进行镀镍或热喷涂镍处理后的大型筒体零件1放平,利用无水乙醇对其内表面进行清洗;s4、利用翻转装置,将大型筒体零件1竖直放置在地坑9内,将组装好的大型筒体零件镀层孔隙率的检验装置安装在大型筒体零件1上,循环加热器8放置在地坑9旁边的地平面上;将s2中加热好的去离子水从溢流桶4加注到大型筒体零件1内至满,盖上溢流桶4的密封盖;s5、开启电气控制系统和循环加热器8,温度计5实时监测到的大型筒体零件1内去离子水的温度实时显示在显示器上;电气控制系统根据温度计5测得的大型筒体零件1内液体的温度变化控制循环加热器8的运行,保证大型筒体零件1内去离子水的温度在85℃
±
5℃温度范围内;开启电气控制系统和循环加热器8开启保温60mim,以保证检验过程及结果的充分性;s6、保温完成后,关闭电气控制系统和循环加热器8,将进水软管12从循环加热器8拆除后接抽水泵将大型筒体零件1内的去离子水抽出;s7、大型筒体零件1自然冷却至室温;s8、拆除大型筒体零件镀层孔隙率的检验装置;s9、将大型筒体零件1移出地坑9,肉眼查看内表面是否存在红斑或黑点;若存在红斑或黑点需重新进行镀镍或热喷涂镍处理;若没有则为质量符合要求。
28.综上所述,本发明将大型筒体零件设置在地坑内,通过电气控制系统根据温度计测得的大型筒体零件内液体的温度变化控制循环加热器的运行,保证大型筒体零件内液体的温度在85℃
±
5℃温度范围内,实现了对大型筒体零件内的液体加热并保温,能够快速有效的检验大型筒体零件镀层孔隙率的质量,装置简单,方法易操作,检验效率高,检验过程符合gb/t 12332—2008 附录c的要求。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1