玻璃瓶口裂缝检测系统的制作方法
1.本发明涉及玻璃检测相关领域,具体为玻璃瓶口裂缝检测系统。
背景技术:
2.玻璃瓶是通过吹制而成的,通常是采用流水线生产形式,在玻璃瓶的生产过程中,瓶口产生裂纹是经常发生的现象,需要将这一部分不良品检测出来。
3.现在的玻璃瓶瓶口裂纹的检测分有物理、光线等形式,光线检测应用的范围更加广泛,依赖于多光源和多传感器对光照强度进行检测,根据感应到的光照强度的变化情况判别玻璃瓶口是否存在裂缝,但是这种方式对于系统稳定性要求高,所以检测的准确率不高,而且这种方式的检测效率比较低,为此,我们提出一种玻璃瓶口裂缝检测系统。
技术实现要素:
4.本发明的目的在于提供了玻璃瓶口裂缝检测系统。
5.本发明所解决的技术问题为:
6.(1)通过设置两种光源模式分别对竖向裂缝和横向裂缝进行检测,且数据处理方式的差异化以及利用玻璃瓶旋转全面检测的方式均提高了检测的准确率;
7.(2)通过对玻璃瓶进行标记,并赋予唯一标识码,将判定结果与唯一标识码进行绑定,分析良品率低的原因,从而为后续生产提供参考。
8.本发明可以通过以下技术方案实现:玻璃瓶口裂缝检测系统,包括:
9.暗室,用于提供检测环境,并提供感光传感器以及光源发生单元的设置空间;
10.光源发生单元,用于提供检测光源,且其内设置有两种光源模式;
11.数据分析单元,用于对感光传感器获取的光强数据进行分析,并判定玻璃瓶瓶口裂缝情况,然后输出判定结果;
12.处理反馈单元,用于对数据分析单元输出的判定结果进行对应生产批次的良品率分析。
13.本发明的进一步技术改进在于:所述暗室中划分若干个暗格,每个暗格中均设置有感光传感器和光源发生单元,每次与暗格数量对应的玻璃瓶进入到不同的暗格中进行检测,暗格的内部呈回转柱状结构,暗格的内壁上等角度设置有若干感光传感器。
14.本发明的进一步技术改进在于:所述两种光源模式包括竖直线性紫外光源和环形线性紫外光源。
15.本发明的进一步技术改进在于:数据分析单元分别对玻璃瓶瓶口的竖向裂缝情况和横向裂缝情况进行分析:
16.对于竖向裂缝情况:根据光强数据平均值的偏差率与预设偏差阈值比对结果进行判定;
17.对横向裂缝情况:根据光强感应曲线的斜率变化率与预设变化率阈值的比对结果进行判定。
18.本发明的进一步技术改进在于:所述处理反馈单元进行良品率分析的具体过程包括:将判定结果与唯一标识码绑定,并按照生产批次编号分类,计算出良品率,当良品率低于预设良品率时,将相关控制变量与良品率正常的生产批次的进行比对,确定良品率低的原因并生成优化日志存储至数据存储单元中。
19.本发明的进一步技术改进在于:唯一标识码中包括生产批次编号和玻璃瓶单体编号,检出不良品后对位移标识码号进行记录,并进行剔除。
20.与现有技术相比,本发明具备以下有益效果:
21.1、本发明通过设置两种光源模式匹配两种裂缝情况,分别对竖向裂缝和横向裂缝进行检测,对采集的光强数据进行不同的预处理后与预设阈值比对,根据比对结果给出判定结果,数据处理方式的差异化、利用玻璃瓶旋转以及光源升降实现对瓶口的全面检测,提高了检测的准确率和检测效率。
22.2、通过对玻璃瓶进行标记,并赋予唯一标识码,将判定结果与唯一标识码进行绑定,再根据判定结果和生产批次编号确定对应生产批次的良品率,并分析良品率低的原因,从而为后续生产提供参考。
附图说明
23.为了便于本领域技术人员理解,下面结合附图对本发明作进一步的说明。
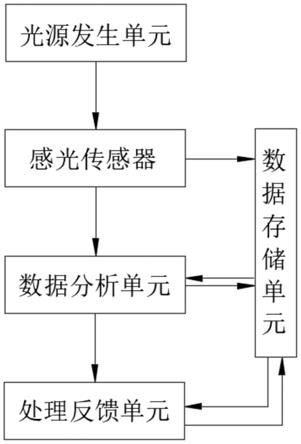
24.图1为本发明的系统框图。
具体实施方式
25.为更进一步阐述本发明为实现预定发明目的所采取的技术手段及功效,以下结合附图及较佳实施例,对依据本发明的具体实施方式、结构、特征及其功效,详细说明如下。
26.请参阅图1所示,玻璃瓶口裂缝检测系统,包括暗室、光源发生单元、数据分析单元、处理反馈单元和数据存储单元;
27.进入暗室前,对同一生产批次的玻璃瓶进行标记,同一生产批次的产品在生产过程中的相关控制变量具有一致性,比如温度、湿度、压力以及振动情况等,对应每个玻璃瓶均分配唯一标识码,唯一标识码中包括生产批次编号和玻璃瓶单体编号;
28.暗室中划分若干个暗格,每个暗格中均设置有和光源发生单元,每次与暗格数量对应的玻璃瓶进入到不同的暗格中进行检测,暗格的内部呈回转柱状结构,暗格的内壁上等角度设置有若干感光传感器;
29.光源发生单元的检测光源分为两种,分别为竖直线性紫外光源和环形线性紫外光源,该竖直线性紫外光源呈圆柱状,且竖直线性紫外光源上的发光光条设置有多个,每个发光光条均呈等角度设置,选用紫外光源的原因是紫外光波长短,穿透性强;
30.具体的检测过程如下:
31.步骤一:待检测的玻璃瓶进入到暗格内并使其回转中心与暗格的中轴线重合,光源发生单元首先将光源状态切换为竖直线性紫外光源,将其伸入瓶口位置并设置在瓶口内侧,竖直线性紫外光源的中心线与瓶口的回转中心线重合设置,竖直线性紫外光源上的发光光条的数量和角度位置与暗格内壁上的感光传感器一一对应;
32.步骤二:发光光条产生的紫外光线通过瓶口处的玻璃到达对应的感光传感器的位
置,感光传感器对接收的光线进行感应并将获取的光强数据传输至数据存储单元;
33.步骤三:完成一次光强数据获取后,将玻璃瓶旋转设定角度后,重复步骤二,对玻璃瓶进行多次旋转操作,且每次的旋转角度与旋转次数呈负相关,例如,当发光光条和感光感应器的个数为六个时,则每两个感光感应器之间的空白角度为60度,当时玻璃瓶的旋转设定角度为5度时,则旋转次数为60/5-1=11次,每次的旋转设定角度越小,表示检测的准确度越高;
34.步骤四:将竖直线性紫外光源从瓶口内部移出,然后切换成环形线性紫外光源,再次将环形线性紫外光源移动至瓶口内部且与瓶口同轴设置,环形线性紫外光源产生紫外光线通过瓶口处的玻璃到达所有感光感应器的位置,感光传感器对接收的光线进行光强数据获取,同时环形线性紫外光源在竖直方向上匀速升降一次,感光传感器获取的数据均传输至数据存储单元;
35.步骤五:完成一次步骤四中所述的匀速升降后,将玻璃瓶旋转设定角度,旋转完成后,重复步骤四中的操作,当满足旋转次数后,代表暗格中的玻璃瓶瓶口检测完毕;
36.步骤六:数据分析单元从数据存储单元提取对应的光强数据进行分析,判定玻璃瓶口是否存在裂缝,当存在裂缝时,通过外接的声光报警装置进行提示,同时将其标记为不良品检出,当不存在裂缝时,不进行任何处理。
37.数据分析单元的具体分析过程为:
38.对竖向裂缝情况进行分析:
39.a1:提取步骤二和步骤三中各玻璃瓶对应的光强数据;
40.a2:求取光强数据的平均值,并得到每个光强数据与平均值的偏差率;
41.a3:将偏差率与预设偏差阈值进行比较,当偏差率超出预设偏差阈值时,判定竖直方向存在裂缝,当偏差率处于预设偏差阈值内时,判定竖直方向上不存在裂缝。
42.需要说明的是,设置预设偏差阈值的意义在于防止玻璃瓶口的毛刺或内部微小气泡的干扰;
43.对横向裂缝情况进行分析:
44.b1:提取玻璃瓶旋转某一角度后(可以是0度)的光强数据,将同一个感光传感器获取的光强数据与获取时间相对应且按照获取时间顺序进行排列,获取时间与环形线性紫外光源的升降过程相对应;
45.b2:分别以获取时间为横坐标,以光强数据为纵坐标建立平面直角坐标系,并以(获取时间,光强数据)为点坐标进行描点,用平滑曲线进行连接,得到光强感应曲线;
46.b3:为该光强感应曲线匹配对应的曲线函数,对曲线函数求导即可得到斜率函数,随机进行坐标赋值,当斜率函数的结果超出预设变化率阈值,则判定为横向存在裂缝,否则判定横向不存在裂缝;
47.b4:将玻璃瓶旋转每个角度的光强数据按照上述步骤进行判定分析,
48.得出判定结果。
49.将数据分析单元的判定结果发送至处理反馈单元,处理反馈单元将判定结果与每个玻璃瓶的唯一标识码进行对应绑定,按照生产批次编号进行分类,并计算出每个生产批次的玻璃瓶的不良品率,从而得到良品率,当良品率低于设定良品率时,从数据存储单元中调取该生产批次玻璃瓶生产过程中的相关控制变量,将相关控制变量与良品率正常的生产
批次的进行比对,确定良品率低的原因并生成优化日志存储至数据存储单元中,为后续生产提供数据参考。
50.以上所述,仅是本发明的较佳实施例而已,并非对本发明作任何形式上的限制,虽然本发明已以较佳实施例揭示如上,然而并非用以限定本发明,任何本领域技术人员,在不脱离本发明技术方案范围内,当可利用上述揭示的技术内容做出些许更动或修饰为等同变化的等效实施例,但凡是未脱离本发明技术方案内容,依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,均仍属于本发明技术方案的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1