用于测试注塑成型产品特性的测试用产品的制作方法
1.本实用新型涉及一种用于测试注塑成型产品特性的测试用产品。
背景技术:
2.本部分提供了与本技术相关的背景信息,这些信息并不必然构成现有技术。
3.现有技术中常常需要对电子产品的塑料材料的粘合特性进行测试,比如测试手机部件所采用的尼龙(pa)与玻璃纤维(gf)材料和热塑性弹性体(tpe)材料的粘合特性。目前,主要利用简单的方形样条来测试注塑成型产品(例如塑胶产品)粘合特性等特性。用于测试的样条的轮廓和厚度等尺寸都是固定的,不会根据实际应用产品的例如结构尺寸、表面粗糙度等方面的多样性而进行灵活地调整,也仅能沿单一方向测试该样条的受力。利用这样的样条得到的测试数据跟实际应用相差比较大,难以为实际产品的选材和设计提供准确的信息,拉长了测试周期,提高了测试成本。
4.此外,现有技术的用于测试的样条难以方便地对实际应用产品的多种特性、例如手机部件的披风、缩水、防水、抗摔等方面的特性进行测试。利用现有技术的样条测试数据也难以提供准确的选材数据。这样就使得测试周期长,提高了测试成本。
5.因此,需要一种能够解决本领域相关技术中存在的上述问题的改进的用于测试注塑成型产品特性的测试用产品。
技术实现要素:
6.总体而言,本实用新型主要目的在于,提供一种用于测试注塑成型产品特性的测试用产品,用于对不同方向上、不同尺寸下、不同粗糙度表面下的粘合特性进行测试。
7.同时,本实用新型的目的还在于,提供一种用于测试注塑成型产品特性的测试用产品,用以方便地测试不同材料的披风特性、缩水特性等多种其他特性。
8.根据本实用新型的一个方面,提供了一种用于测试注塑成型产品特性的测试用产品,测试用产品包括以第一材料进行第一次注射成型的一次成型部分和以第二材料进行第二次注射成型的二次成型部分,一次成型部分和二次成型部分结合成一体。
9.根据本实用新型的一个方面,第一材料和第二材料中的一者为硬质材料,而第一材料和第二材料中的另一者为软质材料。
10.根据本实用新型的一个方面,二次成型部分总体呈平面漏斗状并且设置在一次成型部分的一侧,二次成型部分包括与一次成型部分结合成一体的结合部分和延伸超出一次成型部分的边缘之外的拉拔部分,结合部分呈长条状,拉拔部分包括能够由夹具夹持的夹持部分和从夹持部分渐缩至结合部分的渐缩部分,夹持部分相对于结合部分扩大以便于夹持。
11.根据本实用新型的一个方面,一次成型部分的不同区域设置有多个部分特征部。
12.根据本实用新型的一个方面,部分特征部包括在一次成型部分的表面形成的表面区域,表面区域能够用于测试一次成型部分的披风特性。
13.根据本实用新型的一个方面,部分特征部包括能够用于测试用产品的熔接线强度的一个或更多个圆孔。
14.根据本实用新型的一个方面,部分特征部包括嵌入区域,嵌入区域能够用以测试在一次成型部分中嵌入的嵌入件的剥离强度等特性,并且在嵌入区域形成有定位孔。
15.根据本实用新型的一个方面,嵌入件由金属或玻璃制成。
16.根据本实用新型的一个方面,部分特征部包括能够用于测试一次成型部分的缩水特性的百叶窗状棱台部分,棱台部分包括多个彼此平行排列的突棱。
17.根据本实用新型的一个方面,各个突棱的厚度和/或高度是彼此不同的。
18.根据本实用新型的一个方面,部分特征部包括能够用于测试一次成型部分的小孔成型效果的长圆孔。
19.根据本实用新型的一个方面,部分特征部包括在一次成型部分上形成的能够用来测试螺钉拉拔力的一个或更多个螺钉孔。
20.根据本实用新型的一个方面,部分特征部包括能够用于测试与一次成型部分之间的粘合特性的附加测试部分。
21.根据本实用新型的一个方面,附加测试部分设置有能够用来测试成型效果等的一个或更多个凹口。
22.综上可知,根据本实用新型的用于测试注塑成型产品特性的测试用产品带来如下有益技术效果:根据本实用新型的测试用产品可以对于不同尺寸、不同方向、不同表面粗糙度的粘合特性例如粘合强度等进行测试,还能够方便地对注塑成型产品的披风特性、缩水特性等进行测试,因而能提供更多、更接近实际应用数据。由此,能够便于生产商为例如电子产品的工业设计、结构设计提供良好的选材方案以及合适的材料组合方案,缩短选材和材料测试周期,并且降低成本。
附图说明
23.根据以下参照附图的详细描述,本技术的前述及另外的特征和特点将变得更加清楚,这些附图仅作为示例并且不一定是按比例绘制。在附图中采用相同的附图标记指示相同的部件,在附图中:
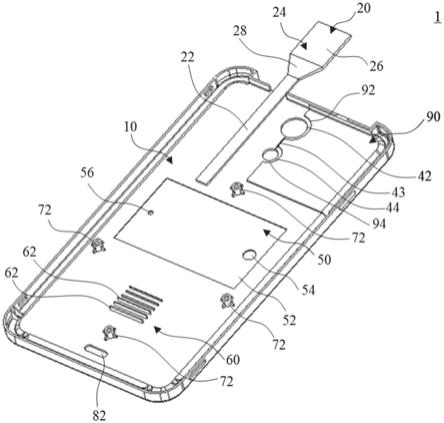
24.图1a为根据本实用新型的测试用产品的一侧的立体示意图。
25.图1b为根据本实用新型的测试用产品的相反侧的立体示意图。
26.图2a为根据本实用新型的测试用产品的与图1a对应的一侧的正视图。
27.图2b为根据本实用新型的测试用产品的与图1a对应的相反侧的正视图。
28.图3为根据本实用新型的测试用产品的局部裁切部分进行拉伸测试的示意图。
29.图4为根据本实用新型的测试用产品的局部裁切部分进行90
°
剥离测试的示意图。
具体实施方式
30.现在将结合附图1
‑
4对本实用新型的优选实施方式进行详细描述。以下的描述在本质上只是示例性的而非意在限制本实用新型及其应用或用途。
31.如图1a所示,本技术的测试用产品1包括在成型模具中以第一材料进行第一次注射成型的一次成型部分10(在本领域中通常称为“一射”)和以第二材料进行第二次注射成
型的二次成型部分20(在本领域中通常称为“二射”)。一次成型部分10和二次成型部分20结合成一体。特别地,一次成型部分10成型为实际应用产品的形式,该实际应用产品例如为设备外壳或附加式保护壳、特别地例如为手机壳。
32.本实用新型并没有特别指定所使用的材料,只要是能够满足注塑成型要求的常用的注塑成型材料即可。第一材料和第二材料一般为不同的材料。另外,第一材料和第二材料可以均为硬质材料或均为软质材料,或者第一材料和第二材料中的一者为硬质材料,而另一者为软质材料。特别地,在如图所示的实施方式中,第一材料是硬质材料,用于一次成型部分10的成型模具都是基于硬质材料来设计和制作的。如果用软质材料作为第一材料则可能会出现其它问题,比如成型后的一次成型部分10无法从成型模具中顶出或者严重变形。
33.如图所示,一次成型部分10呈矩形,二次成型部分20总体呈平面漏斗状。二次成型部分20设置在一次成型部分10的一侧。二次成型部分20包括与一次成型部分10结合成一体的结合部分22和延伸超出一次成型部分10的边缘之外的拉拔部分24。结合部分22呈长条状。拉拔部分24包括能够由夹具夹持的夹持部分26和从夹持部分26渐缩至结合部分22的渐缩部分28。如图所示,夹持部分26呈方形,并且相对于结合部分22扩大以适应测试设备的夹持需要。但本领域技术人员能够了解,一次成型部分10、二次成型部分20、结合部分22、拉拔部分24、夹持部分26、渐缩部分28等不局限于上述取向、位置、形式等,而是根据需要可以采用其他取向、位置、形式等。
34.在进行测试时,通过利用拉力机等装置对二次成型部分20、特别是对二次成型部分20的拉拔部分24进行拉拔等操作,能够测试一次成型部分10与二次成型部分20之间的粘合特性,判断其是否符合行业标准或者规定的测试要求。
35.进一步地,如图2a所示,根据测试设备的情况,测试人员可以沿着区域a对一次成型部分10的一部分进行裁切形成裁切件1’,裁切件1’包括一次成型部分10的上述一部分和二次成型部分20,便于进行测试。
36.特别地,如图3所示,裁切件1’可以在区域b处利用夹具进行固定,而在夹持部分26利用夹具进行夹持,例如沿着平行于一次成型部分10所在平面的方向、尤其是沿图中沿力f所示方向进行拉伸,以进行拉拔测试。
37.另一种情况,例如,如图4所示,当形成一次成型部分10的第一材料为硬质材料,而形成二次成型部分20的第二材料为软质材料时,可以沿着不平行于一次成型部分10所在平面的方向拉伸二次成型部分20、特别地拉伸夹持部分26进行拉拔测试。例如,测试人员可以沿着法向于一次成型部分10所在平面的方向、尤其是沿图中沿力f’所示方向拉伸二次成型部分20,来进行90
°
剥离测试。
38.如上所述,测试人员可以调整二次成型部分20的拉拔操作的方向,进行多种测试,检验其在各个方向上承受的力是否一致、是否能够承受足够大的力。除此以外,根据需要,测试人员还可以通过例如调节成型模具的宽度等尺寸来调整二次成型部分20的尺寸、例如通过更换成型模具的配件来调整注塑成型后的一次成型部分10和/或二次成型部分20的表面粗糙度,进行多种测试。由此,能够对上述第一材料、第二材料在不同方向上、在具有不同尺寸时、以及在不同表面粗糙度情况下的粘合特性例如粘合强度等进行测试,由此缩短选材和材料测试周期和降低测试成本,便于生产商选择合适的材料组合方案,从而为例如电子产品工业设计、结构设计等提供更好的选材方案。
39.除了通过对二次成型部分20进行各种拉拔操作来测试第一材料和第二材料以外,还可以在一次成型部分10的不同区域设置多个部分特征部,由此测试一次成型部分10的材料的多种特性。
40.如图1b所示,在一次成型部分10的与二次成型部分20相结合的表面相反的表面可以形成例如呈矩形的表面区域32和34,用于测试和/或展示一次成型部分10的披风特性和/或表面光泽。披风特性通常是指注塑成型件的表面是否存在毛刺。本领域技术人员已知,在注塑成型中,由于成型模具各零件之间的配合间隙过大、成型模具的动模和定模合模不严、成型材料温度过高、注射压力过大、动模和定模的合模力过小等等,都可能造成注塑成型产品产生毛刺。通过在一次成型部分10的表面形成的表面区域32和34能够方便地观察一次成型部分10的披风特性。
41.如图2a所示,在一次成型部分10的图中所示的上部部分形成有一个或更多个圆孔,例如如图所示的大圆孔42和小圆孔44。大圆孔42和小圆孔44用于测试一次成型部分10注塑成型后形成的熔接线(例如图中示意性地示出的熔接线43)的强度。本领域技术人员已知,熔接线是在注塑成型时由于来自不同方向的熔融的成型材料的前段部分被冷却而在结合处未能完全融合所产生的细线。熔接线区域的机械强度会比非熔接线区域的强度低。
42.如图2a所示,在一次成型部分10的图中所示的中部部分形成有例如呈矩形的嵌入区域50,用以测试在一次成型部分10中嵌入在该嵌入区域50中的由金属、玻璃等制成的嵌入件52的剥离强度等特性。在嵌入区域50的底部形成有定位孔54和56,用以在一次成型部分10的成型过程中,使嵌入件52在成型模具中定位。在一次成型部分10成型之后,能够观察嵌入件52与第一材料的结合情况,尤其是嵌入件52四周部分的结合情况。此外,还能够通过将嵌入件52从一次成型部分10剥离,来测试嵌入件52的剥离强度。
43.如图2a所示,在一次成型部分10的图中所示的下部部分形成有百叶窗状棱台部分60,用于测试一次成型部分10的缩水特性。棱台部分60包括多个彼此平行排列的突棱62。各个突棱62的厚度和/或高度可以是彼此不同的,从而测试一次成型产品10的缩水程度是否均匀一致。本领域技术人员已知,缩水特性是指注塑成型产品是否存在局部凹坑。通过在一次成型部分10的下部部分形成的棱台部分60能够方便地观察一次成型部分10的缩水特性。
44.如图2a所示,在一次成型部分10上形成有一个或更多个螺钉孔72。该一个或更多个螺钉孔72能够用来测试螺钉拉拔力。此外,显然该一个或更多个螺钉孔72也可以测试成型效果。
45.如图2a所示,在一次成型部分10的图中所示的靠近底部处形成有长圆孔82。长圆孔82能够用于测试小孔成型效果、尺寸稳定性等。
46.如图2a所示,在上述大圆孔42和小圆孔44旁边还设置有附加测试部分90。该附加测试部分90也是可以利用第二材料或其他材料进行二次注塑成型的部分,可以类似地测试一次成型部分10与附加测试部分90之间的粘合特性。此外,附加测试部分90在靠近大圆孔42和小圆孔44处设置有形状分别与大圆孔42和小圆孔44大致相符的大凹口92和小凹口94。大凹口92和小凹口94例如可以用来测试第二材料或其他材料的成型效果等。
47.此外,本领域技术人员还能够想到,根据需要,还能够设置其他部分特征部,用于测试一次成型部分10或第一材料的其他部分。此外,上述部分特征部不局限于上述数量、位置和/或形式,而是可以根据需要采用其他数量、位置和/或形式。
48.如上所述,通过设置部分特征部,还可以测试成型部分的披风特性、缩水特性、熔接线强度、嵌入件的剥离强度、螺钉拉拔力及小孔成型效果等。
49.如上所述,根据本实用新型的测试用产品的测试内容多样,测试操作简单,并且与实际用符合。
50.显而易见的是,通过将不同的实施方式及各个技术特征以不同的方式进行组合或者对其进行改型,可以进一步设计得出各种不同的实施方式。
51.上文结合具体实施方式描述了根据本实用新型的优选实施方式的用于测试注塑成型产品特性的测试用产品。可以理解,以上描述仅为示例性的而非限制性的,在不背离本实用新型的范围的情况下,本领域技术人员参照上述描述可以想到多种变型和修改。这些变型和修改同样包含在本技术的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1