一种手摇式径向跳动测量装置的制作方法
1.本实用新型涉及尾翼零件的加工制造技术领域,具体为一种通过指示表来测量尾翼径向跳动误差的检测装置。
背景技术:
2.尾翼零件内形一般由圆锥面、螺纹和光孔组成,三者之间有较高的同轴度要求。为保证尾翼的使用性能,要求以零件内型衬柱为基准(即基准k),测量尾翼翼片外圆上的径向跳动误差,如图1所示。
3.在科研生产中,一般采用摆差仪来测量。摆差仪结构如图2所示,其中限位杆ⅱ与两个轴承座ⅵ通过螺钉与底板ⅰ固定,限位轴承ⅲ固定在限位杆顶部,表架
ⅷ
装在底板的t型槽中,根据被测位置固定,指示表ⅶ通过夹持杆固定在表架上。测量前用标准品对指示表校零,校完后取下标准品,再将被测零件拧紧到测量杆ⅳ的接头位置上,将测量杆平稳放置到四个轴承
ⅴ
上,尾部与限位轴承顶紧,通过滚动测量杆对零件进行检测。
4.该检测方法能满足小批量生产要求,但在大批量生产中还存在以下不足:
5.1、替换性不好;针对不同型号的产品尾翼,需要重新设计制作量具,通用性和替换性不强。
6.2、测量杆加工精度高;测量杆是实现测量的关键部分,其测量基准杆和头部的锥面、螺纹、光轴必须满足较高的同轴度要求,对其加工尺寸和精度要求很高。
7.3、装卸零件不方便;测量时,零件需要手动拧到测量杆上,拧的过紧卸下来时比较费力,过松又会影响测量效果。所以对于批量生产来说,检测效率不高且劳动强度大。
8.4、基准面易受损;测量杆除了使用时与轴承之间存在一定磨损外,不使用的情况下测量杆会被随意放置,给基准部分以及定位部分造成磕碰、污损等影响测量精度的损坏。
9.5、稳定性不好;检测时,由于靠手动顶紧限位轴承,滚动测量杆时,有时会出现轴向窜动,造成检测结果不稳定。
10.为适应大批量生产要求,提高检测效率并保证检测的稳定性,对测量装置进行了创新设计。
技术实现要素:
11.本实用新型所要解决的技术问题是提供一种手摇式径向跳动测量装置,通过手摇方式快速实现尾翼的径向跳动误差测量。手摇机构和旋转测量机构的设计使得产品装卸快速方便,定位稳定可靠,测量数据准确一致,检测效率得到有效提高。
12.本发明的技术方案是:一种手摇式径向跳动测量装置,其特征在于,包括底板、箱体、手摇机构、旋转测量机构、定位接头;手摇机构包括转动轴、前压盖、短轴套、衬套、轴承、后压盖和l型手柄;在箱体的左下方圆孔中具有转动轴,短轴套、衬套、轴承位于箱体内;转动轴轴向从紧靠转动轴大端的台阶面到小端依次布置前压盖、第一轴承、衬套、第二轴承;短轴套位于衬套外侧;后压盖压紧第二轴承端部,l型手柄位于转动轴的小端部;旋转测量
机构包括轴、长轴套、手柄杆;轴的螺纹端与轴的中间台阶面之间布置长轴套;中间台阶面上通过螺纹连接手柄杆;轴的外延部分固定上表架;轴穿过箱体右上方小圆孔,长轴套位于箱体右上方小圆孔;定位接头大端面的内锥孔与转动轴的外锥面进行配合连接,定位接头通过螺钉固定在转动轴上。
13.进一步地,定位接头与产品内孔螺纹连接。
14.进一步地,在箱体顶部靠近旋转测量机构的螺纹孔中装入l型止档杆,并通过螺母固定。
15.进一步地,箱体固定手摇机构和旋转测量机构,与底板通过四个螺钉连接固定。
16.进一步地,在箱体的左下方圆孔中装入手摇机构,在右上方小圆孔中装入旋转测量机构。
17.进一步地,转动轴的轴向从紧靠转动轴大端的台阶面到小端依次布置前压盖、第一轴承、衬套、第二轴承,垫圈和螺母。
18.进一步地,从轴的螺纹端与轴的中间台阶面依次布置长轴套、垫圈和螺母。
19.进一步地,箱体上装有限位螺钉和l型止档杆,使得表架的旋转范围控制在 0
°
~90
°
。
20.进一步地,定位接头用来固定被测零件,其外螺纹、锥面以及光轴与被测零件的内形配合定位。
21.进一步地,还包括手柄球,与手柄杆连接。
22.本实用新型所述检测装置的优点:
23.1、结构简单,操作方便;该检测装置整体结构简洁、紧凑,装配方式简单,使用时只需摇动手柄既可,
24.2、装卸零件快捷方便;将零件放置在定位接头上握紧,摇动手柄,逆时针旋转为紧固零件,顺时针旋转为松弛零件。当零件紧固好后,反向摇动手柄一圈,就可以完成对零件的检测。
25.3、检测一致性好;用标准品校核时,将表架调整好位置固定,每次测量时,表架位置保持不变,零件定位固定后,可以保证测点基本在同一位置,测量一致性好。
26.4、核心件加工方便;定位接头比较短小,只需保证锥面、螺纹、光孔同轴即可,加工难度相对较小。
27.5、可替换性好,通用性强;对不同产品的尾翼,只需更换定位接头和标准品,其余部件装配后可作为通用件来使用。
附图说明
28.图1为被测零件图
29.图2为摆差仪结构图
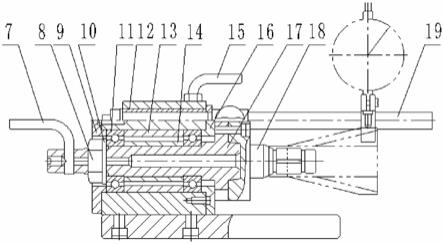
30.图3为本实用新型的径向跳动测量装置外形右视图
31.图4为本实用新型的径向跳动测量装置结构主视图
32.图5为本实用新型的径向跳动测量装置手摇机构组成剖视图
33.图6为本实用新型的径向跳动测量装置旋转测量机构主视图
34.图7为本实用新型的径向跳动测量装置定位接头主视图
具体实施方式
35.本实用新型的一种手摇式径向跳动测量装置,主要由底板1、箱体2、l型止档杆15、手摇机构、旋转测量机构、定位接头组成,结构装配关系见图3和图4。
36.1结构组成
37.箱体2主要起固定手摇机构和旋转测量机构位置的作用,与底板1通过四个螺钉连接固定。在箱体2的左下方圆孔中装入手摇机构,在右上方小圆孔中装入旋转测量机构。在箱体顶部靠近旋转测量机构的螺纹孔中装入l型止档杆,并通过螺母固定,主要起限位作用,如图3所示。
38.手摇机构见图5,包括转动轴17、前压盖16、轴承11、短轴套14、衬套13、轴承,垫圈10和螺母8;后压盖9和l型手柄7。
39.在箱体2的左下方圆孔中具有转动轴17,轴承11、短轴套14、衬套13、轴承,垫圈10和螺母8位于箱体内。
40.从转动轴17轴向从紧靠转动轴大端的台阶面到小端依次布置前压盖16、第一轴承11、衬套13、第二轴承,垫圈10和螺母8,短轴套14位于衬套13外侧。
41.后压盖9压紧第二轴承端部,l型手柄7位于转动轴17的小端部。
42.拧紧螺母使轴承、衬套、短轴套在转动轴上不能轴向窜动,拧紧后装入箱体1 左下角的孔中,再从转动轴小端装入后压盖9和l型手柄7,用螺钉将前后压盖与箱体拧紧固定,用紧定螺钉将l型手柄固定在转动轴小端位置。
43.旋转测量机构包括轴19、长轴套12、手柄杆4和手柄球3。
44.从轴19的螺纹端与轴的中间台阶面依次布置长轴套12、垫圈和螺母;中间台阶面上通过螺纹连接手柄杆4;轴的外延部分固定上表架6。
45.轴19穿过箱体右上方小圆孔,长轴套12位于箱体右上方小圆孔。
46.旋转测量机构见图6,从轴19的螺纹端沿着轴向并紧靠轴的中间台阶面依次装入长轴套12、垫圈和螺母。拧紧螺母使长轴套在轴上不能轴向窜动,但轴可以在长轴套里径向转动,拧紧后装入箱体右上角的配合孔中,通过长轴套外圆与箱体配合孔的过盈配合将轴固定在箱体上。固定完成后在轴的中间台阶面上通过螺纹连接装入手柄杆4和手柄球3,在轴的外延部分根据测量要求,通过螺钉固定上表架6和指示表5。
47.定位接头18见图7,大端面的内锥孔与转动轴17的外锥面进行配合连接,并通过三个螺钉固定在转动轴17上。
48.定位接头与产品内孔螺纹连接,用于固定产品。
49.2使用方法
50.在本径向跳动测量装置中,手摇机构用来进行快速装卸被测量零件以及检测时的周向旋转。旋转测量机构用来固定表架,保证每次测量时指示表测头都在被测零件的相同位置,因为箱体上装有限位螺钉和l型止档杆,使得表架的旋转范围控制在0
°
~90
°
,保证指示表不会因为表架的旋转而受损。定位接头用来固定被测零件,其外螺纹、锥面以及光轴与被测零件的内形配合定位,尺寸计算以及同轴度要求较高。
51.该装置使用前,先用一个标准品对指示表进行校零。将标准品在定位接头上定位拧紧后,摇动l型手柄旋转一周将指示表表值调到零位,然后取下标准品,将被测零件装上,旋转表杆将指示表压在被测零件表面,慢慢摇动l型手柄旋转一周观测指示表读值,根据数
值大小判定零件是否合格。
52.针对不同的被测零件,该装置结构不用再重新设计制造,只需更换一个新的定位接头,可替换性好,通用性强。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1