一种试剂盘包装设备的制作方法
1.本实用新型涉及一种包装设备技术领域,具体涉及一种试剂盘包装设备。
背景技术:
2.生化分析仪又常被称为生化仪,是采用光电比色原理来测量体液中某种特定化学成分的仪器。由于其测量速度快、准确性高、消耗试剂量小,现已在各级医院、防疫站、计划生育服务站得到广泛使用。配合使用可大大提高常规生化检验的效率及收益;自动生化分析仪可进行定时法、连续监测法等各种反应类型的分析测定。除了一般的生化项目测定外,有的还可进行激素、免疫球蛋白、血药浓度等特殊化合物的测定以及酶免疫、荧光免疫等分析方法的应用;它具有快速、简便、灵敏、准确、标准化、微量等特点。
3.在使用实际的使用中,在使用生化分析仪的时候需要将待检测血放入生化试剂盘中,经过离心、保温等步骤后才能实现最终检测的目的。试剂盘中可盛放的用于检测的样本类型包括血清,血浆和全血。
4.在生产生化试剂盘的时候,主要需要经过两个步骤,一是试剂盘挡圈的粘接步骤,另外就是试剂盘的包装步骤;包装步骤主要包括试剂盘上料、吸塑盒上料、加装干燥剂、塑封裁剪和贴标步骤;由于试剂盘结构小巧,需要使用专门的设备才能完成试剂盘的包装步骤。
5.目前,现有技术中没有专门针对试剂盘包装的设备,因此,亟需一款能够实现试剂盘自动化包装的装置。
技术实现要素:
6.本实用新型的目的在于提供一种试剂盘包装设备,其主要用于完成吸塑盒的上料、试剂盘的上料、干燥剂的上料、热封、裁剪、贴标步骤,其能够实现试剂盘的自动化包装,不仅能够有效的提高生产效率,同时还能够减轻工人的劳动负担。
7.为解决上述技术问题,本实用新型所采用的技术方案是:
8.一种试剂盘包装设备,其特征在于:包括机架、试剂盘自动送料机构、吸塑盒自动上料装置、吸塑盒载运模组、干燥剂自动裁切送料机构、热封装置、封装让位组件和自动贴标装置;
9.试剂盘自动送料机构位于机架的右端,吸塑盒载运模组安装在机架上,吸塑盒自动上料装置、热封装置及自动贴标装置从右至左依次设置在吸塑盒载运模组上,干燥剂自动裁切送料机构安装在吸塑盒载运模组上且位于吸塑盒自动上料装置与热封装置之间;封装让位组件安装在吸塑盒载运模组上且位于热封装置下方;
10.试剂盘自动送料机构用于提供待封装的试剂盘;
11.吸塑盒自动上料装置用于提供吸塑盒;
12.吸塑盒载运模组用于载运吸塑盒移动;
13.干燥剂自动裁切送料机构用于剪裁干燥剂并将向吸塑盒中提供干燥剂;
14.热封装置用于对吸塑盒进行塑封;
15.自动贴标装置用于对塑封后的吸塑盒进行贴标。
16.其中:
17.试剂盘自动送料机构,包括输送模组、升盘模组和推盘模组,输送模组安装在试剂盘包装设备的机架上,升盘模组安装在剂盘包装设备的机架上且位于输送模组的末端,推盘模组安装在试剂盘包装设备上的吸塑盒载运模组上;
18.输送模组用于将试剂盘输送至升盘模组处,升盘模组用于将试剂盘举升并在推盘模组的作用下将试剂盘推至吸塑盒载运模组上的吸塑盒内。
19.其中,输送模组包括安装在剂盘包装设备机架上的皮带输送组件,皮带输送组件的进料端设置有倾斜的导料板,导料板侧面设挡板。
20.进一步优化,升盘模组包括用于安装在机架上的第一支架、安装在第一支架上的第一伸缩杆以及安装在第一伸缩杆活动端的承载板,承载板上设置有供试剂盘滑动的滑道,第一支架上端设置有定位板,定位板上设置有弧形槽,承载板位于低位时,承载板的左右两端分别与所述定位板及皮带输送组件的出料端齐平。
21.其中,升盘模组还包括设置在吸塑盒载运模组上的导板,导板上设置有供试剂盘通行的导料槽;承载板位于高位时,导料槽与承载板齐平。
22.进一步限定,推盘模组包括固定块、第二伸缩杆和推板,推板上设置有与试剂盘相匹配的弧形部;第二伸缩杆通过固定块设置在在吸塑盒载运模组上,推板连接在第二伸缩杆上;第二伸缩杆用于驱动推板移动将承载板上的试剂盘推送至导板上的导料槽内后使试剂盘落入吸塑盒载运模组上的吸塑盒内。
23.进一步限定,第一、二伸缩杆为电动伸缩杆、气动伸缩杆或者液动伸缩杆。
24.其中,推板通过滑动组件滑动安装在吸塑盒载运模组上。
25.其中,滑动组件包括设置在吸塑盒载运模组上的滑轨和设置在推板上的滑块,滑块与滑轨相互配合。
26.其中:
27.吸塑盒自动上料装置,包括支撑座,支撑座上设置有第一通孔,支撑座上位于第一通孔周边位置处设置有若干支撑柱,支撑柱下端延伸出支撑座,支撑柱上端通过一固定板连接,固定板上设置有与所述第一通孔对应的第二通孔,支撑柱与固定板连接在一起后形成吸塑盒存放区域;
28.支撑座下端设置有与剂盘包装设备中吸塑盒载运模组连接的安装柱;
29.支撑座侧边设置有放料机构,放料机构包括与支撑座固定连接的支撑板、设置在支撑板上的驱动机构,以及位于支撑座下方与驱动机构连接的第一插板,驱动机构用于驱动第一插板移动,第一插板上与所述第一通孔对应位置处设置有第一吸塑盒入料通道,第一插板上设置有第二插板,第二插板上设置有第二吸塑盒入料通道,第二插板端部设置有导向面,第二插板长度短于第一插板;第一插板与第二插板之间形成用于限定吸塑盒边缘的限位通道;位于第二插板下方的第一插板上设置有凹槽,支撑柱下端延伸进第一、二吸塑盒入料通道内。
30.其中,第二插板通过螺钉固定设置在第一插板上。
31.进一步优化,支撑座上设置有支架和传感器,支架安装在支撑座上,传感器设置在
支架上,传感器用于检测吸塑盒载运模组上载运的吸塑盒,传感器与所述驱动机构连接。
32.其中,驱动机构包括l型连接板和伸缩杆,伸缩杆固定端固定设置在支撑板上,活动端固定设置在l型连接板上,第一插板右端设置有连接部,连接部与l型连接板底部连接。
33.其中,l型连接板与伸缩杆固定固定端之间设置有第一滑动组件。
34.进一步优化,第一滑动组件包括设置在伸缩杆固定端的燕尾型凸起以及设置在l型连接板上的燕尾槽,燕尾型凸起与燕尾槽相互滑动配合。
35.进一步限定,伸缩杆为电动伸缩杆、气动伸缩杆或者液动伸缩杆。
36.其中:
37.干燥剂自动裁切送料机构,包括安装在机架上的送料卷筒、安装在试剂盘包装设备中吸塑盒载运模组上的安装板以及设置在安装板上的送料组件、剪裁组件和推料组件;
38.送料卷筒用于提供干燥剂卷料,剪裁组件用于将送料组件运送的干燥剂卷料进行按压切割,推料组件用于将切割呈单个的干燥剂料包推至吸塑盒载运模组上的吸塑盒中;
39.其中,送料组件包括第一支撑板、电机、主动带轮和从动带轮,第一支撑板竖直设置在安装板上,主动带轮及从动带轮转动安装在第一支撑板上,主动带轮与从动带轮之间通过皮带连接,靠近安装板的皮带与安装板之间形成干燥剂移动通道;主动带轮与电机连接。
40.进一步优化,第一支撑板上设置有电机安装座,电机固定设置在电机安装座上,电机的输出轴通过一联轴器与主动带轮连接。
41.其中,主、从动带轮均为齿形带轮,皮带为齿形带。
42.进一步优化,剪裁组件包括气缸、第一l型支板、第二l型支板、切刀和按压组件,气缸固定设置在安装板上,气缸的活动端与第一l型支板的横板连接,气缸的固定端与第一l型支板的竖板滑动连接;切刀通过第二l型支板设置在所述竖板上,安装板上与切刀对应位置处设置有让刀槽;按压组件设置在所述横板上用于按压干燥剂卷料。
43.其中,按压组件包括第一按压组件和第二按压组件,第一按压组件和第二按压组件分别设置在切刀的两侧,
44.第一、二按压组件均包括导杆、导筒、端头、弹簧和按压头,导筒安装在横板上,导杆与导筒滑动配合且下端穿过横板后与所述按压头固定连接,端头设置在导杆的上端,弹簧套装在导杆上,且上端与横板连接,下端与按压头连接,在弹簧的作用下,所述端头压在导筒上端面上。
45.进一步限定,按压组件还包括按压板,按压板上设置有第一凹槽,第一按压组件中的按压头对所述第一凹槽对应,按压板与安装板之间形成第一干燥剂移动通道。
46.其中,推料组件包括推动气缸、连接块和推料板,推动气缸固定设置在安装板上,推料板通过连接块与推动气缸的活动端连接,推料板上设置有缺口,所述缺口形状与干燥剂料包形状相同,缺口与所述干燥剂移动通道对齐。
47.进一步优化,连接块与安装板通过第三滑动组件连接。
48.其中,第三滑动组件包括设置在连接块上的第一滑块与设置在安装板上的第一滑轨,第一滑块与第一滑轨相互配合。
49.进一步优化,安装板上连接有弧型导板,弧型导板靠近安装板一端开口小,远离安装板一端开口大。
50.在本实施例中,热封装置包括热封膜送料组件、热封膜收料组件、热封切割组件、进料导辊和出料导辊,
51.热封膜送料组件和热封切割组件设置在试剂盘包装设备的吸塑盒载运模组上,热封膜收料组件设置在热封切割组件上,热封膜送料组件位于热封切割组件的右侧,
52.进料导辊和出料导辊设置在试剂盘包装设备的吸塑盒载运模组上且分别位于热封切割组件的两侧;
53.热封切割组件包括切割组件和与切割组件连接的热封组件,切割组件包括第一气缸、第二支架、连接板、压板、热封组件、承载组件和切割筒,连接板通过第四滑动组件滑动设置在第二支架上,第一气缸固定设置在第二支架上且活动端与连接板相连,压板通过第二滑动组件滑动设置在连接板上,压板与连接板之间设置有第一缓冲弹簧,压板上设置有通孔,所述切割筒安装在连接板上,且切割同下端与所述通孔配合,所述热封组件设置在切割筒内,切割筒下端设置有切削刃,承载组件设置在吸塑盒载运模组上,承载组件上设置有与所述切割筒对应的让刀位以及用于放置吸塑盒的放置槽。
54.在本实用新型公开的一个实施例中,第四滑动组件包括第一导杆和第一直线轴承,第一直线轴承设置在第二支架上,第一导杆下端与连接板连接,上端穿过第二支架并与所述第一直线轴承配合。
55.在本实用新型公开的一个实施例中,第二滑动组件包括第二导杆和第二直线轴承,第二直线轴承设置在连接板上,第二导杆的下端与压板连接,上端穿过连接板并与所述第二直线轴承配合,第二导杆上端设置有限位部,所述第一缓冲弹簧套在第二导杆上,且两端分别与连接板及压板接触;在第一缓冲弹簧的作用下,限位部与第二直线轴承端面接触。
56.在本实用新型公开的一个实施例中,压板上设置有缓冲板。
57.在本实用新型公开的一个实施例中,热封组件包括第二支撑板和加热板,加热板设置在第二支撑板的下端,第二支撑板及加热板均位于切割筒内,第二支撑板通过第五滑动组件滑动设置在连接板上,第二支撑板与连接板之间设置有第二缓冲弹簧,加热板延伸出切割筒。
58.在本实用新型公开的一个实施例中,第五滑动组件包括第三导杆和第三直线轴承,第三直线轴承安装在连接板上,第三导杆下端与第二支撑板连接,上端与所述第三直线轴承配合,且在第三导杆的上端设置有第一限位部,第二缓冲弹簧套在第三导杆,第二缓冲弹簧上端与第三直线轴承连接,下端与第二支撑板连接。
59.在本实用新型公开的一个实施例中,热封膜送料组件包括用于安装在吸塑盒载运模组上的送料支架、转动设置在送料支架上的第一送料卷筒以及依次设置在送料支架上的第一张紧辊、第二张紧辊和第三张紧辊。
60.在本实用新型公开的一个实施例中,热封膜收料组件包括设置在第二支架上的第一导向辊、设置在第二支架上的收料支架以及转动设置在收料支架上的收料卷筒,收料卷筒连接有收料电机。
61.其中,自动贴标装置包括u型安装架、第三支撑板、第二送料卷筒、第三收料卷筒和第一电机,u型安装架用于安装在试剂盘包装设备上的吸塑盒载运模组上,第二送料卷筒用于提供标识膜,第三收料卷筒用于收卷标识膜;
62.第三支撑板竖直设置在u型安装架的上方,第二送料卷筒位于收料的上方且转动
安装在所述第三支撑板上,第三收料卷筒连接所述第一电机,第三支撑板的右侧上端及下端位置处设置有第一导辊和第二导辊,在第三支撑板上位于第一导辊与第二导辊中间位置处设置有第五紧辊,第三支撑板左侧设置有第六紧辊;
63.u型安装架上设置有供标识膜移动的限位槽;
64.u型安装架上设置有翻转机构,翻转机构上设置有贴标机构,翻转机构用于驱动贴标机构转动,贴标机构用于将标识粘贴在封装完毕后的吸塑盒上。
65.进一步优化,u型安装架包括第一横板和垂直连接在第一横板两端的第一竖板,第一竖板用于安装在吸塑盒载运模组上;第三支撑板安装在第一横板上方,所述限位槽设置在第一横板下方,翻转机构安装在第一竖板上。
66.进一步限定,翻转机构包括翻转支架和旋转第二气缸,翻转支架两侧设置有转轴,转轴通过轴承转动设置在第一竖板上,其中一个第一竖板上安装有旋转第二气缸,旋转第二气缸与该第一竖板上的转轴连接,贴标机构固定设置在翻转支架上。
67.其中,贴标机构包括第二气缸、连接盘和真空吸盘,第二气缸固定设置在翻转支架上,连接盘安装在第二气缸的活动端上,所述真空吸盘设置在连接盘上。
68.进一步优化,第一横板右端设置有导向圆弧。
69.其中,第一竖板上设置有压紧机构,压紧机构包括抚平辊、抚平辊支架和第一连接块,抚平辊支架安装在第一横板上,抚平辊转动安装在抚平辊支架上后两段伸出抚平辊支架与所述第一连接块连接,第一连接块通过拉簧与第一竖板连接,抚平辊上设置有与抚平面。
70.在实际的使用中,第一横板上设置有用于检测吸塑盒的第一传感器和用于检测标识膜上标识的第二传感器,第二传感器与第一电机连接,第一传感器与翻转机构与贴标机构连接。
71.其中,在本实用新型中,封装让位组件包括第六滑动组件、第一固定板、第一让位板和第二让位板,第一固定板固定设置在试剂盘包装设备的吸塑盒载运模组上,第一让位板和第二让位板分别位于第一固定板的左右两侧,且均通过所述第六滑动组件滑动设置在吸塑盒载运模组上;
72.第一固定板两侧设置有第一半圆槽,第一让位板及第二让位板上设置有能够与所述第一半圆槽相互配合呈一圆槽的第二半圆槽,所述圆槽用于盛放吸塑盒;
73.第一半圆槽及第二半圆槽内均上设置有弧型支撑部,弧型支撑部与第一、二半圆槽侧壁形成供试剂盘包装设备上热封装置中的切割组件切割的第一让刀槽;
74.第一让位板及第二让位板上均连接有一驱动组件,驱动组件用于驱动第一让位板及第二让位板靠近或者远离第一固定板。
75.在本实用新型公开的一个实施例中,第六滑动组件包括第二滑块和第二滑轨,第二滑轨固定设置在吸塑盒载运模组上,第二滑块与第一、二让位板连接,第二滑轨与第二滑块相互配合。
76.在本实用新型公开的一个实施例中,第六滑动组件包括设置在第一、二让位板上的凸起以及设置在吸塑盒载运模组上的滑槽,所述凸起与滑槽相互配合。
77.在本实用新型公开的一个实施例中,驱动组件包括第三伸缩杆和第一安装座上,第一安装座固定设置在吸塑盒载运模组上,第三伸缩杆固定端安装在所述第一安装座上,
第三伸缩杆滑动端与第一或者第二让位板连接。
78.在本实用新型公开的一个实施例中,第三伸缩杆为电动第三伸缩杆。
79.在本实用新型公开的一个实施例中,第三伸缩杆为气动第三伸缩杆。
80.在本实用新型公开的一个实施例中,第三伸缩杆为液动第三伸缩杆。
81.在本实用新型公开的一个实施例中,第一、二让位板上设置有卡接槽,卡接槽内设置有卡接头,卡接头与第三伸缩杆的活动端连接。
82.与现有技术相比,本实用新型具有以下有益效果:
83.本实用新型主要由机架、试剂盘自动送料机构、吸塑盒自动上料装置、吸塑盒载运模组、干燥剂自动裁切送料机构、热封装置、封装让位组件和自动贴标装置组成,试剂盘自动送料机构用于提供待封装的试剂盘;吸塑盒自动上料装置用于提供吸塑盒;吸塑盒载运模组用于载运吸塑盒移动;干燥剂自动裁切送料机构用于剪裁干燥剂并将向吸塑盒中提供干燥剂;热封装置用于对吸塑盒进行塑封;自动贴标装置用于对塑封后的吸塑盒进行贴标;在实际的使用中,本实用新型主要用于完成吸塑盒的上料、试剂盘的上料、干燥剂的上料、热封、裁剪、贴标步骤,能够实现试剂盘的自动化包装,不仅能够有效的提高生产效率,同时还能够减轻工人的劳动负担。
附图说明
84.为了更清楚地说明本实用新型实施方式的技术方案,下面将对实施方式中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本实用新型的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
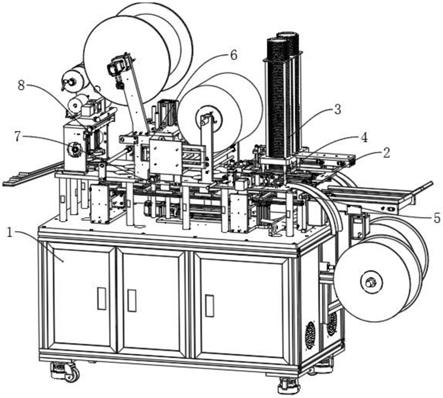
85.图1为本实用新型整体结构示意图;
86.图2为本实用新型试剂盘自动送料机构安装在吸塑盒载运模组上的状态示意图;
87.图3为本实用新型吸塑盒自动上料装置放置吸塑盒时的结构示意图。
88.图4为本实用新型所述吸塑盒自动上料装置整体结构示意图。
89.图5为本实用新型所述吸塑盒自动上料装置中第一插板与第二插板的连接关系示意图。
90.图6为本实用新型所述干燥剂自动裁切送料机构整体结构示意图一。
91.图7为本实用新型所述干燥剂自动裁切送料机构整体结构示意图二。
92.图8为本实用新型所述热封装置与吸塑盒载运模组连接关系示意图。
93.图9为本实用新型所述热封切割组件的整体结构示意图。
94.图10为本实用新型图9的主视图。
95.图11为本实用新型所述热封切割组件的剖视图。
96.图12为本实用新型所述自动贴标装置整体结构示意图。
97.图13为本实用新型图12的主视图。
98.图14为本实用新型图12的侧视图。
99.图15为本实用新型所述封装让位组件整体结构示意图。
100.图16为本实用新型图15的侧视图。
101.图17为本实用新型图16的俯视图。
102.图18为本实用新型吸塑盒载运模组与机架的连接关系示意图。
103.图19为本实用新型图18的主视图。
104.图20为本实用新型所述吸塑盒载运模组中拨料组件的整体结构示意图。
105.图21为本实用新型所述吸塑盒载运模组中横向驱动组件与支撑导轨的连接关系示意图。
106.图22为本实用新型所述吸塑盒载运模组中顶升组件的结构示意图。
107.附图标记:
108.1-机架,2-试剂盘自动送料机构,3-吸塑盒自动上料装置,4-吸塑盒载运模组,5-干燥剂自动裁切送料机构,6-热封装置,7-封装让位组件,8-自动贴标装置,9-试剂盘,10-吸塑盒;
109.201-输送模组,202-升盘模组,203-推盘模组,204-皮带输送组件,205-导料板,206-挡板,207-第一支架,208-第一伸缩杆,209-承载板,210-滑道,211-定位板,212-弧形槽,213-导板,214-导料槽,215-固定块,216-第二伸缩杆,217-推板,218-滑动组件,219-滑轨,220-滑块,221-弧形部;
110.301-支撑座,302-第一通孔,303-支撑柱,304-固定板,305-第二通孔,306-吸塑盒存放区域,307-放料机构,308-支撑板,309-驱动机构,310-第一插板,311-第一吸塑盒入料通道,312-第二插板,313-第二吸塑盒入料通道,314-导向面,315-限位通道,316-凹槽,317-支架,318-l型连接板,319-伸缩杆,320-连接部,321-第一滑动组件,322-燕尾槽,323-燕尾型凸起,324-安装柱;
111.401-载料板,402-承载柱,403-拨料组件,404-圆形通孔,405-第一滑道,406-顶升组件,407-承载支架,408-第一承载板,409-顶升气缸,410-支撑滑块,411-支撑导轨,412-吸塑盒托架,413-横向驱动组件,414-丝杠模组,415-顶板,416-移动架,417-导轮,418-条形槽;
112.501-送料卷筒,502-安装板,503-送料组件,504-剪裁组件,505-推料组件,506-干燥剂料包,507-干燥剂卷料,508-第一支撑板,509-电机,510-主动带轮,511-从动带轮,512-干燥剂移动通道,513-电机安装座,514-联轴器,515-气缸,516-第一l型支板,517-第二l型支板,518-切刀,519-按压组件,520-横板,521-竖板,522-让刀槽,523-第一按压组件,524-第二按压组件,525-导杆,526-导筒,527-端头,528-弹簧,529-按压头,530-按压板,531-第一凹槽,532-第一干燥剂移动通道,533-推动气缸,534-连接块,535-推料板,536-缺口,537-第三滑动组件,538-第一滑块,539-第一滑轨,540-弧型导板。
113.601-热封膜送料组件,602-热封膜收料组件,603-热封切割组件,604-进料导辊,605-出料导辊,606-切割组件,607-热封组件,608-第一气缸,609-第二支架,610-连接板,611-压板,612-收料电机,613-承载组件,614-切割筒,615-第四滑动组件,616-第一缓冲弹簧,617-通孔,618-收料支架,619-第一导杆,620-第一直线轴承,621-第二滑动组件,622-第二导杆,623-第二直线轴承,624-限位部,625-缓冲板,626-第二支撑板,627-加热板,628-第二缓冲弹簧,629-第五滑动组件,630-第三导杆,631-第三直线轴承,632-第一限位部,633-送料支架,634-第一送料卷筒,635-第一张紧辊,636-第二张紧辊,637-第三张紧辊,638-第一导向辊,639-收料卷筒;
114.701-第六滑动组件,702-第一固定板,703-第一让位板,704-第二让位板,705-第
一半圆槽,706-第二半圆槽,707-弧型支撑部,708-第一让刀槽,709-驱动组件,710-第二滑块,711-第二滑轨,712-第三伸缩杆,713-第一安装座,714-卡接槽,715-卡接头;
115.801-u型安装架,802-第三支撑板,803-第二送料卷筒,804-第三收料卷筒,805-第一电机,806-标识膜,807-第一导辊,808-第二导辊,809-第五紧辊,810-第六紧辊,811-限位槽,812-翻转机构,813-贴标机构,814-第一横板,815-第一竖板,816-翻转支架,817-旋转第二气缸,818-第二气缸,819-连接盘,820-真空吸盘,821-第二传感器,822-压紧机构,823-抚平辊,824-抚平辊支架,825-第一连接块,826-拉簧,827-第一传感器。
具体实施方式
116.在下文中,仅简单地描述了某些示例性实施例。正如本领域技术人员可认识到的那样,在不脱离本实用新型实施例的精神或范围的情况下,可通过各种不同方式修改所描述的实施例。因此,附图和描述被认为本质上是示例性的而非限制性的。
117.实施例一
118.如图1-22所示,一种试剂盘包装设备,包括机架1、试剂盘自动送料机构2、吸塑盒自动上料装置3、吸塑盒载运模组4、干燥剂自动裁切送料机构5、热封装置6、封装让位组件7和自动贴标装置8;
119.试剂盘自动送料机构2位于机架1的右端,吸塑盒载运模组4安装在机架1上,吸塑盒自动上料装置3、热封装置6及自动贴标装置8从右至左依次设置在吸塑盒载运模组4上,干燥剂自动裁切送料机构5安装在吸塑盒载运模组4上且位于吸塑盒自动上料装置3与热封装置6之间;封装让位组件7安装在吸塑盒载运模组4上且位于热封装置6下方;
120.试剂盘自动送料机构2用于提供待封装的试剂盘9;
121.吸塑盒自动上料装置3用于提供吸塑盒10;
122.吸塑盒载运模组4用于载运吸塑盒10移动;
123.干燥剂自动裁切送料机构5用于剪裁干燥剂并将向吸塑盒10中提供干燥剂;
124.热封装置6用于对吸塑盒10进行塑封;
125.自动贴标装置8用于对塑封后的吸塑盒10进行贴标。
126.下面对试剂盘自动送料机构2做进一步阐述:
127.如图2所示,试剂盘自动送料机构2,包括输送模组201、升盘模组202和推盘模组203,输送模组201安装在试剂盘包装设备的机架1上,升盘模组202安装在剂盘包装设备的机架1上且位于输送模组201的末端,推盘模组203安装在试剂盘包装设备上的吸塑盒载运模组4上;
128.输送模组201用于将试剂盘9输送至升盘模组202处,升盘模组202用于将试剂盘9举升并在推盘模组203的作用下将试剂盘9推至吸塑盒载运模组4上的吸塑盒10内。
129.本实施例主要由输送模组201、升盘模组202和推盘模组203组成,其主要用于安装在试剂盘包装设备上,用于实现试剂盘9的自动化上料,减轻工人的工作负担以及提高生产效率;通过设置的输送组件能够将从试剂盘9挡圈粘接设备出料端的试剂盘9送至升盘模组202上,然后通过设置的升盘模组202将试剂盘9进行提升,最后通过设置的推盘模组203将试剂盘9推送至吸塑盒载运模组4上的吸塑盒10内,进而实现自动试剂盘9的自动化上料。
130.其中,输送模组201包括安装在剂盘包装设备机架1上的皮带输送组件204,皮带输
送组件204的进料端设置有倾斜的导料板205,导料板205侧面设挡板206。
131.这样,通过设置的皮带输送组件204来实现对试剂盘9的输送,设置的导料板205能够起到导料的目的,使得试剂盘9能够滑落在皮带输送组件204上。
132.其中,升盘模组202包括用于安装在机架1上的第一支架207、安装在第一支架207上的第一伸缩杆208以及安装在第一伸缩杆208活动端的承载板209,承载板209上设置有供试剂盘9滑动的滑道210,第一支架207上端设置有定位板211,定位板211上设置有弧形槽212,承载板209位于低位时,承载板209的左右两端分别与所述定位板211及皮带输送组件204的出料端齐平。
133.进一步限定,升盘模组202还包括设置在吸塑盒载运模组4上的导板213,导板213上设置有供试剂盘9通行的导料槽214;承载板209位于高位时,导料槽214与承载板209齐平。
134.这样,试剂盘9在皮带输送组件204的作用下进入承载板209上,试剂盘9与定位板211上设置的弧形槽212接触后,第一伸缩杆将会驱动承载板209上移,承载板209上移后,承载板209与导板213对齐,此时在推盘模组203的作用下,试剂盘9经过导料槽214后掉落在吸塑盒载运模组4上的吸塑盒10内,如此即可实现自动化上料的目的。
135.在本实施例中,推盘模组203包括固定块215、第二伸缩杆216和推板217,推板217上设置有与试剂盘9相匹配的弧形部221;第二伸缩杆216通过固定块215设置在在吸塑盒载运模组4上,推板217连接在第二伸缩杆216上;第二伸缩杆216用于驱动推板217移动将承载板209上的试剂盘9推送至导板213上的导料槽214内后使试剂盘9落入吸塑盒载运模组4上的吸塑盒10内。
136.承载板209载着试剂盘9上移后,此时承载板209与导板213齐平,此时,第二伸缩杆216动作,推板217随之移动,推板217上的弧形部221与试剂盘9接触后,推动试剂盘9移动,试剂盘9从导料槽214处滑落在吸塑盒载运模组4上的吸塑盒10内;如此即可实现自动化上料的目的;此时,第一伸缩杆208将驱动承载板209复位,同时,第二伸缩杆216驱动推板217复位,如此往复,即可实现试剂盘9的自动化上料。
137.需要说明的是,在实际的使用中,第一、二伸缩杆为电动伸缩杆、气动伸缩杆或者液动伸缩杆;其具体的结构此处不再一一赘述。
138.进一步优化,推板217通过滑动组件218滑动安装在吸塑盒载运模组4上。
139.其中,滑动组件218包括设置在吸塑盒载运模组4上的滑轨219和设置在推板217上的滑块220,滑块220与滑轨219相互配合。
140.通过设置的滑动组件218,使得推板217在移动的时候更加稳定,也避免了推板217悬空造成第二伸缩杆216的磨损加大;能够有效的延长第二伸缩杆216的使用寿命。
141.在本实施例中,吸塑盒自动上料装置具体结构如下:
142.如图3-5所示,吸塑盒自动上料装置,包括支撑座301,支撑座301上设置有第一通孔302,支撑座301上位于第一通孔302周边位置处设置有若干支撑柱303,支撑柱303下端延伸出支撑座301,支撑柱303上端通过一固定板304连接,固定板304上设置有与所述第一通孔302对应的第二通孔305,支撑柱303与固定板304连接在一起后形成吸塑盒存放区域306;
143.支撑座301下端设置有与剂盘包装设备中吸塑盒载运模组4连接的安装柱324;
144.支撑座301侧边设置有放料机构307,放料机构307包括与支撑座301固定连接的支
撑板308、设置在支撑板308上的驱动机构309,以及位于支撑座下方与驱动机构309连接的第一插板310,驱动机构309用于驱动第一插板310移动,第一插板310上与所述第一通孔302对应位置处设置有第一吸塑盒入料通道311,第一插板310上设置有第二插板312,第二插板312上设置有第二吸塑盒入料通道313,第二插板312端部设置有导向面314,第二插板312长度短于第一插板310;第一插板310与第二插板312之间形成用于限定吸塑盒10边缘的限位通道315;位于第二插板312下方的第一插板310上设置有凹槽316,支撑柱303下端延伸进第一、二吸塑盒入料通道内。
145.在实际的使用中,第二插板312长度为第一插板310的二分之一。
146.本实施例主要由支撑座301、支撑柱303、固定板304、安装柱324等部件组成,其在实际的使用中主要为了实现试剂盘9包装过程中吸塑盒10的上料;在实际的使用中,支撑柱303与固定板304将会形成吸塑盒存放区域306,用于放置叠放在一起的吸塑盒10,此时吸塑盒10将会与第二插板312的端部接触,在需要将吸塑盒10放置在吸塑盒载运模组4上时,驱动机构309动作,驱动机构309驱动第一插板310及第二插板312同时移动,此时,吸塑盒10在支撑柱303的限位作用下将不会移动,第一插板310与第二插板312在移动的过程中,位于最下端的吸塑盒10边缘位置将会进入至限位通道315,其余的吸塑盒10将会在导向面314的作用下进入第二插板312上方,第一插板310、第二插板312持续移动的过程中,最下方的吸塑盒10将会从第一插板310上设置的凹槽316中滑落,此时,该吸塑盒10将会直接下落至吸塑盒载运模组4上;同时,驱动机构309驱动第一、二插板复位,剩余的吸塑盒10将会重新下落在第一插板310上,如此循环,即可实现吸塑盒10的机械化上料。
147.其中,第二插板312通过螺钉固定设置在第一插板310上;这样在安装的时候更加便捷。
148.在实际的使用中,支撑座301上设置有支架317和传感器,支架317安装在支撑座301上,传感器设置在支架317上,传感器用于检测吸塑盒载运模组4上载运的吸塑盒10,传感器与所述驱动机构309连接。
149.这样,通过设置的传感器能够检测吸塑盒载运模组4上的吸塑盒10移动情况,进而使得驱动机构309实现对第一插板310、第二插板312的驱动,进而实现自动化上料的目的。
150.其中,驱动机构309包括l型连接板318和伸缩杆319,伸缩杆319固定端固定设置在支撑板308上,活动端固定设置在l型连接板318上,第一插板310右端设置有连接部320,连接部320与l型连接板318底部连接。
151.伸缩杆319驱动l型连接板318移动,进而驱动第一插板310移动。
152.进一步优化,l型连接板318与伸缩杆319固定固定端之间设置有第一滑动组件321;在本实施例中,第一滑动组件321包括设置在伸缩杆319固定端的燕尾型凸起323以及设置在l型连接板318上的燕尾槽322,燕尾型凸起323与燕尾槽322相互滑动配合。
153.这样,通过设置的第一滑动组件321能够使得伸缩杆319在驱动l型连接板318在移动的过程中更加稳定。
154.其中,伸缩杆319为电动伸缩杆、气动伸缩杆或者液动伸缩杆。
155.在本实施例中,干燥剂自动裁切送料机构的具体结构如下:
156.参看图6和图7,干燥剂自动裁切送料机构5,包括安装在机架1上的送料卷筒501、安装在试剂盘包装设备中吸塑盒载运模组4上的安装板502以及设置在安装板502上的送料
组件503、剪裁组件504和推料组件505;
157.送料卷筒501用于提供干燥剂卷料507,剪裁组件504用于将送料组件503运送的干燥剂卷料507进行按压切割,推料组件505用于将切割呈单个的干燥剂料包506推至吸塑盒载运模组4上的吸塑盒10中;
158.其中,送料组件503包括第一支撑板508、电机509、主动带轮510和从动带轮511,第一支撑板508竖直设置在安装板502上,主动带轮510及从动带轮511转动安装在第一支撑板508上,主动带轮510与从动带轮511之间通过皮带连接,靠近安装板502的皮带与安装板502之间形成干燥剂移动通道512;主动带轮510与电机509连接。
159.本实施例主要用于实现干燥剂的自动化上料,其主要由送料卷筒501、送料组件503、剪裁组件504和推料组件505组成,在实际的使用中,所述送料卷筒501用于卷绕干燥剂,通过设置的电机509来驱动主动带轮510及从动带轮511移动,进而使得干燥剂在皮带的作用下移动,然后通过设置的剪裁组件504来将干燥剂按压和剪裁;并通过设置的推料组件505来将剪裁后的干燥剂推至吸塑盒载运模组上的吸塑盒10中,进而实现干燥剂的自动化上料,能够有效的提高产生的生产效率,以及降低工人的作用负担;另外,本实施例还具有结构简单的优点。
160.其中,进一步优化,第一支撑板508上设置有电机安装座513,电机509固定设置在电机安装座513上,电机509的输出轴通过一联轴器514与主动带轮510连接。
161.进一步优化,主、从动带轮均为齿形带轮,皮带为齿形带;这样,在实际的使用中能够防止皮带打滑,进而保证干燥剂卷料的输送。
162.其中,剪裁组件504包括气缸515、第一l型支板516、第二l型支板517、切刀518和按压组件519,气缸515固定设置在安装板502上,气缸515的活动端与第一l型支板516的横板520连接,气缸515的固定端与第一l型支板516的竖板521滑动连接;切刀518通过第二l型支板517设置在所述竖板521上,安装板502上与切刀518对应位置处设置有让刀槽522;按压组件519设置在所述横板520上用于按压干燥剂卷料507;
163.其中,按压组件519包括第一按压组件523和第二按压组件524,第一按压组件523和第二按压组件524分别设置在切刀518的两侧,
164.第一、二按压组件均包括导杆525、导筒526、端头527、弹簧528和按压头529,导筒526安装在横板520上,导杆525与导筒526滑动配合且下端穿过横板520后与所述按压头529固定连接,端头527设置在导杆525的上端,弹簧528套装在导杆525上,且上端与横板520连接,下端与按压头529连接,在弹簧528的作用下,所述端头527压在导筒526上端面上。
165.这样,在实际的使用中,通过设置的送料组件503来驱动干燥剂卷料507在干燥剂移动通道512中移动,待干燥剂移动至第一l型支板516下方后,气缸515将会驱动第一l型支板516下移,第一按压组件523及第二按压组件524中的按压头529将会把干燥剂压在安装板502上,此时,气缸515驱动第一l型支板516继续下移,切刀518将干燥剂切割后穿过让刀槽522;此时,气缸515驱动第一l型支板516复位,如此即可实现干燥剂卷料507的自动化切割。
166.进一步限定,按压组件519还包括按压板530,按压板530上设置有第一凹槽531,第一按压组件523中的按压头529对所述第一凹槽531对应,按压板530与安装板502之间形成第一干燥剂移动通道532。这样,通过设置的按压板530,能够将未切割的干燥剂压卷料的更紧,在切割的时候更加便捷。
167.其中,推料组件505包括推动气缸533、连接块534和推料板535,推动气缸533固定设置在安装板502上,推料板535通过连接块534与推动气缸533的活动端连接,推料板535上设置有缺口536,所述缺口536形状与干燥剂料包506形状相同,缺口536与所述干燥剂移动通道512对齐。
168.这样,在实际的使用中,位于最前方的干燥剂卷料进入缺口536内,此时干燥剂卷料507经过剪裁后,干燥剂料包506将会留置于缺口536内,推动所述推料板535移动,进而使得干燥剂料包506跟随推料板535移动,进而将干燥剂料包506推入吸塑盒载运模组4上的吸塑盒10中,然后推动气缸533驱动推料板535复位,待新的干燥剂再次移动至缺口536内,经过剪裁组件504进行再次剪裁;如此即可完成干燥剂的自动化上料。
169.进一步优化,连接块534与安装板502通过第三滑动组件537连接。
170.其中,第三滑动组件537包括设置在连接块534上的第一滑块538与设置在安装板502上的第一滑轨539,第一滑块538与第一滑轨539相互配合。
171.这样,在实际的使用中,能够使得连接块534在移动的时候更加稳定,进而使得退料板在推动干燥剂料包506的时候更加稳定。
172.作为一种选择,在实际的使用中,第三滑动组件537还可以是设置在安装板502上的滑槽,以及设置在连接块534上能够与所述滑槽配合的凸起。
173.进一步优化,安装板502上连接有弧型导板540,弧型导板540靠近安装板502一端开口小,远离安装板502一端开口大。
174.通过设置的弧型导板540能够对干燥剂卷料507起到引导的目的,使得干燥剂卷料507能够更好的进入干燥剂移动通道512内,对干燥剂卷料507起到导向的目的。
175.在本实施例中,热封装置6的具体结构如下:
176.如图8-11所示,热封装置6,包括热封膜送料组件601、热封膜收料组件602、热封切割组件603、进料导辊604和出料导辊605,
177.热封膜送料组件601和热封切割组件603设置在试剂盘包装设备的吸塑盒载运模组4上,热封膜收料组件602设置在热封切割组件603上,热封膜送料组件601位于热封切割组件603的右侧,
178.进料导辊604和出料导辊605设置在试剂盘包装设备的吸塑盒载运模组4上且分别位于热封切割组件603的两侧;
179.热封切割组件603包括切割组件606和与切割组件606连接的热封组件607,切割组件606包括第一气缸608、第二支架609、连接板610、压板611、热封组件607、承载组件613和切割筒614,连接板610通过第四滑动组件615滑动设置在第二支架609上,第一气缸608固定设置在第二支架609上且活动端与连接板610相连,压板611通过第二滑动组件621滑动设置在连接板610上,压板611与连接板610之间设置有第一缓冲弹簧616,压板611上设置有通孔617,所述切割筒614安装在连接板610上,且切割同下端与所述通孔617配合,所述热封组件607设置在切割筒614内,切割筒614下端设置有切削刃,承载组件613设置在吸塑盒载运模组4上,承载组件613上设置有与所述切割筒614对应的让刀位以及用于放置吸塑盒10的放置槽。
180.本实施例主要由热封膜送料组件601、热封膜收料组件602、热封切割组件603、进料导辊604和出料导辊605组成,在实际的使用中,通过设置的热封膜送料组件601来提供塑
封膜,热封膜收料组件602用于回收使用后的塑封膜,在热封膜收料组件602的作用下,塑封膜从热封膜送料组件601处引出,然后经过进料导辊604后进入热封切割组件603的下方,通过设置的热封组件607将热封膜热封在吸塑盒10上,然后通过切割筒614将热封膜进行切割,具有结构简单,使用方便,集塑封、切割功能于一体。
181.进一步优化,第四滑动组件615包括第一导杆619和第一直线轴承620,第一直线轴承620设置在第二支架609上,第一导杆619下端与连接板610连接,上端穿过第二支架609并与所述第一直线轴承620配合。
182.其中,第二滑动组件621包括第二导杆622和第二直线轴承623,第二直线轴承623设置在连接板610上,第二导杆622的下端与压板611连接,上端穿过连接板610并与所述第二直线轴承623配合,第二导杆622上端设置有限位部624,所述第一缓冲弹簧616套在第二导杆622上,且两端分别与连接板610及压板611接触;在第一缓冲弹簧616的作用下,限位部624与第二直线轴承623端面接触。
183.进一步优化,压板611上设置有缓冲板625。
184.其中,热封组件607包括第二支撑板626和加热板627,加热板627设置在第二支撑板626的下端,第二支撑板626及加热板627均位于切割筒614内,第二支撑板626通过第五滑动组件629滑动设置在连接板610上,第二支撑板626与连接板610之间设置有第二缓冲弹簧628,加热板627延伸出切割筒614。
185.其中,第五滑动组件629包括第三导杆630和第三直线轴承631,第三直线轴承631安装在连接板610上,第三导杆630下端与第二支撑板626连接,上端与所述第三直线轴631承配合,且在第三导杆630的上端设置有第一限位部632,第二缓冲弹簧628套在第三导杆630,第二缓冲弹簧628上端与第三直线轴承631连接,下端与第二支撑板626连接。
186.进一步优化,热封膜送料组件601包括用于安装在吸塑盒载运模组4上的送料支架633、转动设置在送料支架633上的第一送料卷筒634以及依次设置在送料支架633上的第一张紧辊635、第二张紧辊636和第三张紧辊637。
187.其中,热封膜收料组件602包括设置在第二支架609上的第一导向辊638、设置在第二支架609上的收料支架618以及转动设置在收料支架618上的收料卷筒639,收料卷筒639连接有收料电机612。
188.在实际的使用中,通过试剂盘包装设备中的吸塑盒载运模组4将带有试剂盘9的吸塑盒10以间歇式移动的方式通过第二支架609的下方;热封膜从第一送料卷筒634引出后依次绕过第一张紧辊635、第二张紧辊636和第三张紧辊637,使得热封膜具有一定的张力;然后在收料电机612的作用下使得收料卷筒639将热封膜进行收卷,使得热封膜能够以间歇式方式移动;热封膜的移动方式与吸塑盒10的移动方式相同;当吸塑盒10移动至第二支架609下方后,此时,第一气缸608驱动连接板610下移,进而使得压板611和缓冲板625下移,缓冲板625将热封膜压在吸塑盒10上,第一气缸608继续驱动连接板610移动,此时,第一缓冲弹簧616将会被压缩,压板611与缓冲板625静止不动;加热板627与热封膜接触,并将热封膜塑封在吸塑盒10上,连接板610继续移动的过程中,在第二缓冲弹簧628的作用下,加热板627静止不动,切割筒614将会继续下移,将热封膜进行切割;切割完毕后第一气缸608驱动连接板610复位,同时,压板611及加热板627均复位,收料卷筒639进行收料,同时,吸塑盒载运模组4将封装完毕后的吸塑盒10移走,同时将待塑封的吸塑盒10移动至第二支架609下方,如
此往复即可实现吸塑盒10的快速封装。
189.在本实施例中,自动贴标装置8的具体结构如下:
190.如图12-14所示,自动贴标装置8,包括u型安装架801、第三支撑板802、第二送料卷筒803、第三收料卷筒804和第一电机805,u型安装架801用于安装在试剂盘包装设备上的吸塑盒载运模组4上,第二送料卷筒803用于提供标识膜806,第三收料卷筒804用于收卷标识膜806;
191.第三支撑板802竖直设置在u型安装架801的上方,第二送料卷筒803位于收料的上方且转动安装在所述第三支撑板802上,第三收料卷筒804连接所述第一电机805,第三支撑板802的右侧上端及下端位置处设置有第一导辊807和第二导辊808,在第三支撑板802上位于第一导辊807与第二导辊808中间位置处设置有第五紧辊809,第三支撑板802左侧设置有第六紧辊810;
192.u型安装架801上设置有供标识膜移动的限位槽811;
193.u型安装架801上设置有翻转机构812,翻转机构812上设置有贴标机构813,翻转机构812用于驱动贴标机构813转动,贴标机构813用于将标识粘贴在封装完毕后的吸塑盒10上。
194.本实施例主要由u型安装架801、第三支撑板802、第二送料卷筒803、第三收料卷筒804、第一电机805、翻转机构812及贴标机构813组成,在实际的使用中,第二送料卷筒803用于提供标识膜806,第三收料卷筒804用于收卷标识膜806,标识膜806从第二送料卷筒803处引出,然后绕过第一导辊807、第五紧辊809、第二导辊808后进入u型安装架801上的限位槽811,并沿着限位槽811引出后经过第六紧辊810后卷绕在第三收料卷筒804上,并通过设置的第一电机805来驱动第三收料卷筒804转动,进而实现自动化送料及收料的目的;通过设置的翻转机构812来驱动贴标机构813转动,使其能够在竖直方向上旋转180
°
;这样,待吸塑盒载运模组4将塑封后的吸塑盒10载运至u型安装架801下方后,即可通过贴标机构813来将标识膜806上的标识进行吸取,并旋转180
°
后粘贴在吸塑盒10上,如此即可完成标识的自动粘贴;能够有效的提高工作的效率,同时,也较大的减轻了工人的劳动负担。
195.其中,u型安装架801包括第一横板814和垂直连接在第一横板814两端的第一竖板815,第一竖板815用于安装在吸塑盒载运模组4上;第三支撑板802安装在第一横板814上方,所述限位槽811设置在第一横板814下方,翻转机构812安装在第一竖板上。
196.设置的限位槽811能够对标识膜806的行进方向进行限定,使得标识膜806能够按着预设方向移动。
197.其中,翻转机构812包括翻转支架816和旋转第二气缸817,翻转支架816两侧设置有转轴,转轴通过轴承转动设置在第一竖板815上,其中一个第一竖板815上安装有旋转第二气缸817,旋转第二气缸817与该第一竖板815上的转轴连接,贴标机构813固定设置在翻转支架816上。
198.这样,通过设置的旋转第二气缸817来驱动翻转支架816转动,进而驱动贴标机构813转动。
199.其中,贴标机构813包括第二气缸818、连接盘819和真空吸盘820,第二气缸818固定设置在翻转支架816上,连接盘819安装在第二气缸818的活动端上,所述真空吸盘820设置在连接盘819上。
200.这样,通过设置的第二气缸818能够驱动连接盘819靠近和远离第一横板814,同时也能够驱动连接盘819靠近和远离吸塑盒10;在实际的使用中,连接盘819朝上时,第二气缸818驱动连接盘819靠近标识膜,并与标识膜806上的标识(贴标)接触,此时真空吸盘820将标识进行真空吸附,第二气缸818驱动连接盘819下移后,将标识从标识膜806上取下,此时,旋转第二气缸817驱动翻转支架816转动180
°
后,连接盘819朝下,此时,第二气缸818驱动连接盘819向吸塑盒10方向移动并与吸塑盒10相接触,使得标识紧紧粘接在吸塑盒10上;粘接完毕后,真空吸盘820将标识松开,第二气缸818驱动连接盘819复位;如此即可实现自动化贴标的目的。
201.进一步优化,第一横板814右端设置有导向圆弧,能够对标识膜806起到导向的目的。
202.进一步优化,第一竖板815上设置有压紧机构822,压紧机构822包括抚平辊823、抚平辊支架824和第一连接块825,抚平辊支架824安装在第一横板814上,抚平辊823转动安装在抚平辊支架824上后两段伸出抚平辊支架824与所述第一连接块825连接,第一连接块825通过拉簧826与第一竖板815连接,抚平辊823上设置有与抚平面。
203.而设置的压紧组件,能够使得标识膜806在通过压紧组件时,在拉簧826的作用下,抚平辊823上的抚平面与标识膜806接触,能够将标识膜806进行抚平,使其能够与第一横板814紧密基础,便于贴标机构813取标识。
204.在实际的使用中,第一横板814上设置有用于检测吸塑盒10的第一传感器827和用于检测标识膜806上标识的第二传感器821,第二传感器821与第一电机805连接,第一传感器827与翻转机构812与贴标机构813连接。
205.这样,在实际的使用中,即可根据第一传感器827和第二传感器821的信号来控制第一电机805、翻转机构812中的旋转第二气缸817、贴标机构813中的第二气缸818及真空吸盘820,进而实现自动化贴标的目的。
206.在本实施例中,吸塑盒载运模组4包括载料板401、承载柱402和拨料组件403;
207.载料板401通过承载柱402固定设置在机架1上,载料板401上设置有至少一排圆形通孔404,相邻圆形通孔404通过第一滑道405连接;
208.拨料组件403包括顶升组件406和横向驱动组件413,
209.顶升组件406包括承载支架407、第一承载板408和顶升气缸409,承载支架407安装在机架1上,第一承载板408互动设置在承载支架407上,顶升气缸409安装在承载支架407上且与第一承载板408连接,第一承载板408设置有支撑滑块410,支撑滑块410配设有支撑导轨411,支撑导轨411上设置有若干与所述圆形通孔404对应的吸塑盒托架412,吸塑盒托架412用于托举吸塑盒10;
210.横向驱动组件413组件包括安装在机架1上的丝杠模组414、设置在丝杠模组414上的顶板415,以及与所述支撑导轨411连接的移动架416,顶板415上设置有导轮417,移动架416上设置有条形槽418,所述条形槽418与所述导轮417相互配合。
211.其中,第一承载板408通过一第六滑动组件701与承载支架407滑动连接,其结构此处不再一一赘述。
212.这样,在实际的使用中,即可通过顶升气缸409来驱动支撑导轨411上下移动,同时,通过设置的丝杠模组414来驱动支撑导轨411左右移动;这样,吸塑盒托架412将吸塑盒
10托举后,顶升气缸409驱动支撑导轨411上升,使得吸塑盒10离开圆形通孔404,此时,丝杠模组414驱动支撑导轨411移动,吸塑盒托架412穿过第一滑道405后到达下一个圆形通孔404,此时,顶升气缸409驱动支撑导轨411下降,将吸塑盒10放置在圆形通孔404内,此时,吸塑盒托架412位于载料板401下方,丝杠模组414驱动吸塑盒托架412复位,如此循环即可实现对吸塑盒10的间歇式载送。
213.在实际的使用中,排圆形通孔404的排数及支撑导轨411的数量可根据实际的情况进行设置,在本实施例中,排圆形通孔404有两排,支撑导轨411有两条,形成两条包装线。
214.在本实施例中,封装让位组件7的具体结构如下:
215.参看图15-22,包括第六滑动组件701、第一固定板702、第一让位板703和第二让位板704,第一固定板702固定设置在试剂盘9包装设备的吸塑盒载运模组4上,第一让位板703和第二让位板704分别位于第一固定板702的左右两侧,且均通过所述第六滑动组件701滑动设置在吸塑盒载运模组4上;
216.第一固定板702两侧设置有第一半圆槽705,第一让位板703及第二让位板704上设置有能够与所述第一半圆槽705相互配合呈一圆槽的第二半圆槽706,所述圆槽用于盛放吸塑盒10;
217.第一半圆槽705及第二半圆槽706内均上设置有弧型支撑部707,弧型支撑部707与第一、二半圆槽侧壁形成供试剂盘9包装设备上热封装置6中的切割组件切割的第一让刀槽708;
218.第一让位板703及第二让位板704上均连接有一驱动组件709,驱动组件709用于驱动第一让位板703及第二让位板704靠近或者远离第一固定板702。
219.在实际的使用中,第一固定板702、第一让位板703及第二让位板704均设置在载料板401上。
220.其中,第六滑动组件701包括第二滑块710和第二滑轨711,第二滑轨711固定设置在吸塑盒载运模组4上,第二滑块710与第一、二让位板连接,第二滑轨711与第二滑块710相互配合。
221.本实施例主要由第六滑动组件701、第一固定板702、第一让位板703和第二让位板704组成,在实际的使用中,通过设置的驱动组件709来驱动第一让位板703、第二让位板704靠近或者远离第一固定板702,进而使得第一、二让位板上的第二半圆槽706能够与第一固定板702上的第一半圆槽705相互靠近或者远离,靠近时即可形成一用于盛放吸塑盒10的圆槽,即形成一个吸塑盒10放置槽;同时,弧型支撑部707与与第一、二半圆槽侧壁形成第一让刀槽708,即形成一个让刀位,这样,在实际的使用中,能够实现让位的目的,以保证吸塑盒10能够在吸塑盒载运模组4的作用下,顺利运行至下一工位,并且保证热封装置6能够吸塑盒10进行塑封。
222.其中,作为一种选择,第六滑动组件701包括设置在第一、二让位板上的凸起以及设置在吸塑盒载运模组4上的滑槽,所述凸起与滑槽相互配合。
223.进一步优化,驱动组件709包括第三伸缩杆712和第一安装座713上,第一安装座713固定设置在吸塑盒载运模组4上,第三伸缩杆712固定端安装在所述第一安装座713上,第三伸缩杆712滑动端与第一或者第二让位板704连接。
224.其中,第三伸缩杆712为电动第三伸缩杆712。
225.作为一种选择,第三伸缩杆712为气动第三伸缩杆712。
226.作为一种选择,第三伸缩杆712为液动第三伸缩杆712。
227.进一步优化,第一、二让位板上设置有卡接槽714,卡接槽714内设置有卡接头715,卡接头715与第三伸缩杆712的活动端连接。
228.这样,在实际的使用中,通过吸塑盒载运模组4将吸塑盒10进行载运,吸塑盒10移动时,第一、二让位板与第一固定板702呈分离状态,待吸塑盒10移动至热封装置6下方时,驱动组件709驱动第一、二让位板靠近第一固定板702,此时,吸塑盒载运模组4将吸塑盒10放置在圆槽内,热封装置6对吸塑盒10进行封装及切割,待切割完毕后,吸塑盒载运模组4将封装、切割后的吸塑盒10抬起,此时,驱动组件709驱动第一、二让位板原理第一固定板702,吸塑盒载运模组4将待封装的吸塑盒10再次载运至热封装置6下方,第一、二让位板进行复位;这样,在实际的使用中,能够实现让位的目的,以保证吸塑盒10能够在吸塑盒载运模组4的作用下,顺利运行至下一工位,并且保证热封装置6能够吸塑盒10进行塑封及切割。
229.需要说明的是,在实际的使用中,吸塑盒自动上料装置3、干燥剂自动裁切送料机构5、热封装置6及自动贴标装置8均设置在吸塑盒载运模组中的载料板401上。
230.需要说明的是,在本实施例中,承载组件613即为所述封装让位组件7。
231.尽管已描述了本实施例的优选实施例,但本领域内的技术人员一旦得知了基本创造性概念,则可对这些实施例作出另外的变更和修改。所以,所附权利要求意欲解释为包括优选实施例以及落入本实施例范围的所有变更和修改。
232.以上所述仅为本实施例的较佳实施例而已,并不用以限制本实施例,应当指出的是,凡在本实施例的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实施例的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1