一种汽车线束端子压接截面的检测装置的制作方法
1.本实用新型涉及汽车线束端子领域,具体涉及汽车线束端子压接截面的检测装置。
背景技术:
2.随着线缆加工工艺过程中自动化水平的不断提高,端子压接工艺已取代了以往的端子焊接工艺,该压接工艺具有操作简单、成品一致性好、生产效率高、成本低以及净化工作环境等特点,适合大批量生产,但对整个操作工序控制要求比较严格,特别是压接机台的参数调整,而且端子在压接过程中压接机的震动较大,各调整件容易松动,机台压接参数易改变,直接影响压接质量,因而端子压接过程的质量控制非常重要,端子的压接质量检验是线束开发过程中一项重要内容。
3.传统的压接质量检验主要通过拉力测试、压接高度测量和外观检验这三种方式,以上的这些测试方法存在着需要人工手工拿卡尺进行测量操作及人工用眼去判定,存在着检测效率低、漏检和误检率高的缺陷,从而降低了端子压接质量水平而影响了线束产品的质量;现如今产品的质量是各大企业竞争的主要重点之一,而端子压接的主要判定合格或者不合格的依据是端子的压缩比测试,在端子压接的过程中,会因为各种原因导致端子的压缩比不合格,引起压缩比的不合格的原因又和设备的各个部件紧密联系着。因此,提高检测精度能够很大程度上影响了线束产品的质量。
技术实现要素:
4.为此,本实用新型为解决上述问题,提供一种汽车线束端子压接截面的检测装置和工艺;能够精准的对端子压接截面进行检测。
5.为实现上述目的,本实用新型提供的技术方案如下:
6.一种汽车线束端子压接截面的检测装置,包括切磨装置、图像采集装置、端子夹紧治具和处理器,所述端子夹紧治具用于夹持待测端子,所述切磨装置包括传动机构以及对应传动机构的传送轨道的切断机构和磨平机构,所述端子夹紧治具可拆卸的装配于传动机构上;所述图像采集装置具有用于放置端子夹紧治具的载台以及位于载台上方的图像采集器,所述处理器连接所述图像采集装置的图像采集器。
7.进一步的,所述传动机构包括所述传送轨道、可移动的装配于传送轨道上的安装支架以及驱动安装支架在传送轨道上移动的驱动器,所述端子夹紧治具可拆卸的装配于安装支架上。
8.进一步的,所述安装支架上具有插槽以及形成于安装支架的外侧壁并连通所述插槽的让位缺口,所述端子夹紧治具包括夹紧本体和位于夹紧本体一端的插接部,所述端子夹紧治具通过插接部可拆卸的插接固定在安装支架的插槽内,所述夹紧本体经让位缺口延伸至安装支架外以对应切断机构或磨平机构。
9.进一步的,所述传动机构还包括高度调节旋钮,所述安装支架包括连接传送轨道
的固定部分和可升降连接于固定部分的可调部分,所述插槽形成于可调部分上,所述高度调节旋钮设置于安装支架上以驱动可调部分升降活动。
10.进一步的,所述切断机构包括切断刀片、驱动连接所述切断刀片的第一旋转驱动器和对应切断刀片的第一出水管,所述传动机构带动端子夹紧治具经过所述切断刀片的上方,以使切断刀片对端子夹紧治具上的待测端子进行切断作业。
11.进一步的,所述磨平机构包括磨平砂轮、驱动连接所述磨平砂轮的第二旋转驱动器和对应磨平砂轮的第二出水管,所述传动机构带动端子夹紧治具经过所述磨平砂轮的上方,以使磨平砂轮对端子夹紧治具上的待测端子进行磨平作业。
12.进一步的,所述切磨装置还包括控制器和连接控制器的人机交互模块,所述控制器还连接所述传动机构、切断机构和磨平机构。
13.进一步的,所述切磨装置还包括透明保护盖,所述透明保护盖可翻转设置,并能够罩住所述传动机构、切断机构和磨平机构,所述透明保护盖上开设有让位窗口,以供所述传动机构的高度调节旋钮伸出。
14.进一步的,所述图像采集装置还包括高度调节器,所述高度调节器连接所述图像采集器,以带动图像采集器升降移动;所述处理器还连接有显示屏、鼠标和输入键盘。
15.利用上述汽车线束端子压接截面的检测装置进行检测的检测工艺,包括如下步骤:
16.a1,将待测端子进行压接并将线芯剪齐处理;
17.a2,提供上述所述的汽车线束端子压接截面的检测装置,将待测端子锁紧在端子夹紧治具里;
18.a3,将端子夹紧治具安装在切磨装置的传动机构上,并通过传动机构的传动依次经过切断机构进行切断和磨平机构进行磨平;
19.a4,拆下端子夹紧治具,并将其放置于图像采集装置的载台上,通过图像采集器采集端子的截面图像,并输出至处理器;
20.a5,通过处理器检测待测端子的截面的不同部位尺寸以得出压缩比,通过比较压缩比从而判断产品是否合格。
21.通过本实用新型提供的技术方案,具有如下有益效果:
22.一、应用范围广泛,可以测试所有汽车线束的端子。
23.二、可以检测出端子的压缩比是否合格,并精准找出不合格的原因后严格管控和调整端子压接工艺直至压缩比合格稳定为止;测试精度高,大大提高测试的准确性,提高产品的质量保障。
24.三、操作简单,基本上可以自动完成端子切割、磨平工作,能有效的提高检测人员的工作效率。
25.通过本实用新型提供的技术方案,能够在最大限度上提高了汽车线束端子压接质量的稳定性,保证了压接后的端子的机械性能和电性能,大大提高公司汽车线束产品的质量,从而提高了车辆的安全性。
附图说明
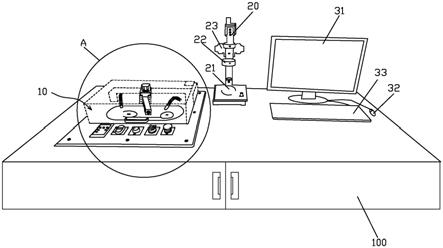
26.图1所示为实施例中汽车线束端子压接截面的检测装置的结构示意图;
27.图2所示为图1中a区域的放大示意图;
28.图3所示为实施例中经切磨装置处理完后端子的截面示意图。
具体实施方式
29.为进一步说明各实施例,本实用新型提供有附图。这些附图为本实用新型揭露内容的一部分,其主要用以说明实施例,并可配合说明书的相关描述来解释实施例的运作原理。配合参考这些内容,本领域普通技术人员应能理解其他可能的实施方式以及本实用新型的优点。图中的组件并未按比例绘制,而类似的组件符号通常用来表示类似的组件。
30.现结合附图和具体实施方式对本实用新型进一步说明。
31.参照图1、图2所示,本实施例提供一种汽车线束端子压接截面的检测装置,包括切磨装置10、图像采集装置20、端子夹紧治具40和处理器(未示出),具体的,所述切磨装置10、图像采集装置20、端子夹紧治具40和处理器均设置于一放置机台100上,实现统一归置,也便于操作。所述端子夹紧治具40用于夹持待测端子1,所述切磨装置10包括传动机构以及对应传动机构的传送轨道的切断机构12和磨平机构13,所述端子夹紧治具40可拆卸的装配于传动机构上;切磨装置12用于对待测端子1进行检测前处理,其具体方式为:将夹有待测端子1的端子夹紧治具40装配至传动机构上,通过传动机构带动端子夹紧治具40依次经过切断机构12进行切断和磨平机构13进行磨平,使得端子1的截面平齐且光滑。所述图像采集装置20具有用于放置端子夹紧治具40的载台21以及位于载台21上方的图像采集器22,所述处理器连接所述图像采集装置20的图像采集器22,切磨装置10完成切断和磨平后,将端子夹紧治具40拆下并放置于载台21上,通过图像采集器22采集端子1截面的图像,如图3所示,并输出至处理器,通过处理器加工处理数据,得到压缩比。
32.本实施例还提供一种汽车线束端子压接截面的检测工艺,包括如下步骤:
33.a1,将待测端子1进行压接并将线芯剪齐处理;
34.该步骤中,待测端子1的压接是通过现有压接机台进行作业。
35.a2,提供上述所述的汽车线束端子压接截面的检测装置,将待测端子1锁紧在端子夹紧治具40里;
36.具体的,该端子夹紧治具40优选为弹性夹持治具,即通过弹性件的弹性作用下,驱动二块夹板相互靠近而实现夹持待测端子1,具有结构简单,操作简便的特点。当然的,尺寸较大的端子可以采用螺纹旋紧的方式进行夹紧,固定更为牢固。
37.a3,将端子夹紧治具40安装在切磨装置10的传动机构上,并通过传动机构的传动依次经过切断机构12进行切断和磨平机构13进行磨平;使得端子1的截面平齐且光滑,便于后续采集处理。
38.a4,拆下端子夹紧治具40,并将其放置于图像采集装置20的载台21上,通过图像采集器22采集端子的截面图像,截面图像如图3所示,并输出至处理器;
39.优选的,在进行图像采集前,对端子1的截面采用清洗液腐蚀清晰化,使得端子1的截面更为清晰。
40.a5,通过处理器检测待测端子1的截面的不同部位尺寸以得出压缩比,通过比较压缩比从而判断产品是否合格。
41.具体的,如图3所示为处理后的端子截面示意图,本步骤中,需要量出端子1的压接
高度、压接宽度、支撑角度、支撑高度、卷曲末端距离、压接卷曲末端间距、毛刺高度、毛刺宽度和底部厚度的尺寸,并通过处理器得出压缩比;具体的,测量位置和压缩比的计算方式是现有技术,在此不再详述。最后通过比对,若得出的压缩比在合格范围(如70%
‑
90%)内,则判定合格,若不在合格范围内则判定不合格。
42.进一步的,为了进一步实现自动化作业,本实施例中,所述切磨装置10还包括控制器(未示出)和连接控制器的人机交互模块,所述控制器还连接所述传动机构、切断机构12和磨平机构13,以分别控制传动机构、切断机构12和磨平机构13协同作业。具体的,人机交互模块为多个控制按钮15,如开始按钮、关闭按钮和紧急停止按钮等,操作人员通过按压相对应的控制按钮15进行输入指令,从而实现相对应的作业。当然的,也可以无需采用控制器的自动控制作业,也可以采用单独手动控制传动机构、切断机构12和磨平机构13的开关进行作业等,只是操作较为繁琐,并非是最优选的。再具体的,切磨装置10中控制器采用现有技术中具备控制功能的模块,如plc控制器或基于单片机的控制器等,控制器与其它部件的连接方式也是现有技术,在此不再详述。
43.进一步的,所述传动机构包括所述传送轨道(未示出)、可移动的装配于传送轨道上的安装支架11以及驱动安装支架11在传送轨道上移动的驱动器(未示出),所述端子夹紧治具40可拆卸的装配于安装支架11上。驱动器驱动安装支架11在传送轨道上移动,进而带动端子夹紧治具40和其上的端子1在切断机构12中进行切断和磨平机构13中进行磨平。具体的,为了更好的控制移动精度,驱动器优选采用步进电机来实现,驱动器与安装支架11的传动方式采用皮带传动组件来实现。当然的,在其它实施例中也不局限于此。
44.具体的,安装支架11与端子夹紧治具40的可拆卸结构为:所述安装支架11上具有插槽(未示出)以及形成于安装支架11的外侧壁并连通所述插槽的让位缺口(未示出),所述端子夹紧治具40包括夹紧本体和位于夹紧本体一端的插接部,所述端子夹紧治具40通过插接部可拆卸的插接固定在安装支架11的插槽内,所述夹紧本体经让位缺口延伸至安装支架11外以对应切断机构12或磨平机构13。通过插接的方式实现可拆卸的固定连接,具有结构简单、容易实现且操作简便的特点。再进一步的,为了连接更为牢固,所述安装支架11还设置有旋紧旋钮(未示出),如此,当端子夹紧治具40的插接部插设至插槽内时,可通过旋紧旋钮进行旋紧,实现稳定配合,需要拆卸时,可调松旋紧旋钮,便于端子夹紧治具40的拔出,效果更好。当然的,在其它实施例中,安装支架11与端子夹紧治具40的可拆卸结构不局限于此,如也可以通过螺锁件的螺接固定、卡接件的卡接固定等等。
45.具体的,所述传动机构还包括高度调节旋钮111,所述安装支架11包括连接传送轨道的固定部分(未示出)和可升降连接于固定部分的可调部分(未示出),所述插槽形成于可调部分上,所述高度调节旋钮111设置于安装支架11上以驱动可调部分升降活动。如当在切断机构12或磨平机构13中完成作业需要移出时,可将将端子1调高,防止移动过程中碰撞刀具或磨砂轮而导致截面外观异常,保护效果更好。具体的,固定部分、可调部分和高度调节旋钮111的其中一种实现结构为:高度调节旋钮111设置有螺杆(未示出)并螺接于可调部分上,所述高度调节旋钮111与固定部分形成可转动连接,当旋转高度调节旋钮111时,即实现对可调部分的升降驱动。当然的,在其它实施例中,端子1的高度调节实现结构不局限于此。
46.所述切断机构12包括切断刀片121、驱动连接所述切断刀片121的第一旋转驱动器(具体为驱动电机,未示出)和对应切断刀片121的第一出水管122,所述传动机构带动端子
夹紧治具40经过所述切断刀片121的上方,以使切断刀片121对端子夹紧治具40上的待测端子1进行切断作业;过程中,第一出水管122进行喷水以浇注在切割处以达到降温处理,使得切割效果更好。
47.所述磨平机构13包括磨平砂轮131、驱动连接所述磨平砂轮131的第二旋转驱动器(具体为驱动电机,未示出)和对应磨平砂轮131的第二出水管132,所述传动机构带动端子夹紧治具40经过所述磨平砂轮131的上方,以使磨平砂轮131对端子夹紧治具40上的待测端子1进行磨平作业。过程中,第二出水管132进行喷水以浇注在摩擦处以达到降温处理,使得磨平效果更好。
48.当然的,在其它实施例中,切断机构12和/或磨平机构13的结构不局限于此。
49.所述切磨装置10还包括透明保护盖14,所述透明保护盖14可翻转设置,并能够罩住所述传动机构、切断机构13和磨平机构13,其起到隔离保护的作用,且透明材质能够实时观测到内部作业情况。同时,所述透明保护盖14上开设有让位窗口141,以供所述传动机构的高度调节旋钮111伸出,以便于操作人员进行操作高度调节旋钮111;效果更好。当然的,在其它实施例中不局限于此。
50.进一步的,所述图像采集装置20的图像采集器22为镜像屏,通过镜像屏将载台21上的端子1的截面进行投影采集并输出至处理器。同时,为了便于操作人员实时确认信息,所述图像采集装置20还包括高度调节器23,所述高度调节器23连接所述图像采集器22,以带动图像采集器22升降移动,从而实现图像采集器22的高度调节,便于人员进行调焦。所述处理器还连接有显示屏31、鼠标32和输入键盘33。处理器将图像采集器22采集的图像传输至显示屏31,通过显示屏31显示,操作人员可通过鼠标32和输入键盘33进行输入信息,如进行测量尺寸和输入产品信息等等,实现人机交互。当然的,在其它实施例中,图像采集装置20的结构也不局限于此,如图像采集器20也可以采用相机等能够实现图像采集的设备,或者是该图像采集装置20直接采用显微镜成像系统来实现等。
51.本实施例提供的方案,具有如下有益效果:
52.一、应用范围广泛,可以测试所有汽车线束的端子1。
53.二、可以检测出端子1的压缩比是否合格,并精准找出不合格的原因后严格管控和调整端子压接工艺直至压缩比合格稳定为止;测试精度高,大大提高测试的准确性,提高产品的质量保障。
54.三、操作简单,基本上可以自动完成端子1切割、磨平工作,能有效的提高检测人员的工作效率。
55.通过本实用新型提供的技术方案,能够在最大限度上提高了汽车线束端子压接质量的稳定性,保证了压接后的端子的机械性能和电性能,大大提高公司汽车线束产品的质量,从而提高了车辆的安全性。
56.尽管结合优选实施方案具体展示和介绍了本实用新型,但所属领域的技术人员应该明白,在不脱离所附权利要求书所限定的本实用新型的精神和范围内,在形式上和细节上可以对本实用新型做出各种变化,均为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1