用于制造业粉末冶金注塑成型所用材料喂料称量设备的制作方法
1.本实用新型属于制造业粉末冶金注塑成型所用材料的喂料领域,尤其是一种用于制造业粉末冶金注塑成型所用材料喂料称量设备。
背景技术:
2.粉末冶金注塑一直广泛应用于工业制造,其中注塑粉末喂料的好与坏会直接影响到注塑成型后产品的优劣。传统的注塑粉末喂料往往是人工喂料,这样的喂料往往会存在许多问题。
3.一、喂料容易出错,无法做到对每一种辅料百分之百称量准确。传统喂料是人工将辅料称量后进行混合,整个过程完全由人工管控甚至没有管控,人工是一个不确定因素,容易出现员工不小心将某一种辅料称错,或者混料的时候某一种料加错或者未按照规章进行加料等等一系列问题;同时,就算已经把料加错,员工也无法做到及时发现,直接导致后续注塑成型的产品无法使用,造成巨大的损失。
4.二、人工直接喂料,没有追溯功能,一旦某一批次的料出现问题,往往无法找到问题所在,造成后续喂料经常出现同样的错误。
5.三、很多客户要求产品的整个物料过程是要能够追溯的,传统人工喂料使用纸质记录,容易将信息丢失,给下一个生产环节带来不便,也不利于产品整个生产过程的追溯。
技术实现要素:
6.本实用新型针对现有技术存在的缺点,提供一种用于制造业粉末冶金注塑成型所用材料喂料称量设备,能使生产过程全程可追溯,简化人工执行生产操作难度,降低生产风险。
7.为此,本实用新型采取如下的技术方案:一种用于制造业粉末冶金注塑成型所用材料喂料称量设备,其特征在于包括控制系统、打印系统、辅料及铁粉称量系统、半成品密炼系统和成品合批系统;
8.所述的控制系统内预先录制生产计划,生产计划设定有各辅料及铁粉的重量标准;
9.所述的辅料及铁粉称量系统包括多个工位,每个辅料称量工位上设置辅料储藏桶,铁粉称量工位上设置铁粉储藏桶,储藏桶上设置出料口,出料口上设置电磁阀,还包括用于装填各辅料及铁粉的称量容器以及称量用电子秤,所述的控制系统连接电磁阀、电子秤和打印系统,通过电子秤称量所述的辅料及铁粉,称量数据与生产计划一致,则打印系统打印各辅料及铁粉的单品二维码标签;
10.所述的半成品密炼系统包括多个单元,每个单元加工同批次的辅料及铁粉,每个单元均包括扫描枪,扫描枪扫描单品二维码标签,扫描并确认后,控制系统控制密炼机将防护罩打开,加入相应辅料及铁粉进行密炼,打印系统打印各个单元的半成品信息二维码;
11.成品合批系统也包括扫描枪,扫描枪依次扫描各个半成品信息二维码,全部半成
品二维码被控制系统审批合格后,生成该成品识别码,由打印系统打印成品信息二维码。
12.作为优选,多个辅料称量工位依次并排布置,多个辅料称量工位之间布置电子秤移动轨道,所述的电子秤设置在移动平台上,所述的移动平台由电机驱动作水平移动,所述的电机连接控制系统。通过一台电子秤来回循环对各个辅料进行称重,简化了结构。
13.作为优选,每个辅料称量工位上设置有工位急停开关、记录开关、出料口手动移动应急开关、工位移动开关和当前工位运行指示灯。便于操作人员实时掌握当前的生产状态,发生情况能够及时干预,降低生产风险。
14.作为优选,所述的控制系统连接显示屏,显示屏上显示预定制的生产计划,显示屏上依次显示各辅料及铁粉的添加情况,称量数据与计划是否一致,通过显示屏实时显示进行提醒。生产计划预先由管理人员录入系统,生产执行人员只需根据显示屏上的提示进行简单执行即可,称重是否符合要求也能通过显示屏实时提示。
15.作为优选,所述的控制系统包括数据库,打印系统成功打印各二维码的同时将各数据录入数据库。将生产过程中各个环节的数据实时记录,以便追溯。
16.作为优选,所述的半成品密炼系统包括音箱,所述的音箱连接主控系统,主控系统根据生产计划对添加辅料或铁粉通过音箱进行步骤提示。通过声音提示操作员按序按量精确进行生产,确保生产过程有序高效完成。
17.本实用新型的有益效果在于:
18.1.使生产过程中整个喂料过程可以追溯,任何一个环节出问题,都可以追溯到,便于应对客户对产品生产全过程追踪的要求。
19.2.尽可能减少人为因素造成的材料喂料失误,让每个环节都有防呆机制,一旦某一个环节操作错误,系统能及时提醒,并使员工马上纠正,避免错误的料流入下一个环节。提高产品品质,减少报废品,降低各项成本。
附图说明
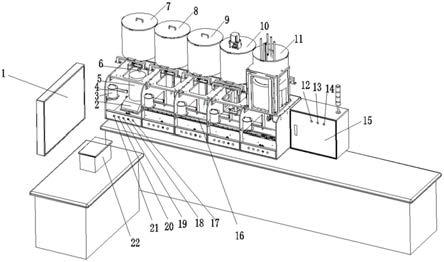
20.图1为本实用新型的辅料及铁粉称量系统的机构示意图。
21.图2为本实用新型单独铁粉称量系统的示意图。
22.图3为本实用新型的半成品密炼系统的示意图。
23.图4为本实用新型半成品密炼系统单个单元的示意图。
24.图5为成品合批系统的示意图。
具体实施方式
25.下面结合附图对本实用新型明作进一步详细描述。
26.为了使得本公开实施例的目的、技术方案和优点更加清楚,下面将结合本公开实施例的附图,对本公开实施例的技术方案进行清楚、完整地描述,显然,所描述的实施例是本公开的一部分实施例,而不是全部的实施例,基于所描述的本公开的实施例,本领域普通技术人员在无需创造性劳动的前提下所获得的所有其他实施例,都属于本公开保护的范围。
27.除非另外定义,本公开使用的技术术语或者科学术语应当为本公开所属领域内具有一般技能的人士所理解的通常意义,本公开中使用的“包括”或者“包含”等类似的词语意
指出现该词前面的元件或者物件涵盖出现在该词后面列举的元件或者物件及其等同,而不排除其他元件或者物件,“连接”或者“相连”等类似的词语并非限定于物理的或者机械的连接,还可以包括电性的连接,不管是直接的还是间接的,“上”、“下”、“左”、“右”等仅用于表示相对位置关系,当被描述对象的绝对位置改变后,则该相对位置关系也可能相应地改变。
28.以下实施例用于说明本实用新型,但不能用来限制本实用新型的保护范围。实施例中的条件可以根据具体条件做进一步的调整,在本实用新型的构思前提下对本实用新型的方法简单改进都属于本实用新型要求保护的范围。
29.如图1-图5所示的一种用于制造业粉末冶金注塑成型所用材料喂料称量设备,包括控制系统、打印系统、辅料及铁粉称量系统、半成品密炼系统和成品合批系统;
30.所述的控制系统内预先录制生产计划,生产计划设定有各辅料及铁粉的重量标准;
31.所述的辅料及铁粉称量系统包括多个工位,辅料a工位7、辅料b工位8辅料c工位9、辅料d工位10、辅料e或铁粉工位11。称量工位的一侧设置电控箱15,电控箱上设置电源开关12、复位开关13和电控箱急停开关14。
32.每个工位上设置储藏桶和传感器4,传感器用于检测电子秤上是否有称量容器,储藏桶上设置出料口6,出料口上设置电磁阀,还包括用于装填各辅料及铁粉的称量容器5、辅助杯3以及称量用电子秤2,控制系统连接电磁阀、电子秤和打印系统22,通过电子秤称量所述的辅料及铁粉,称量数据与生产计划一致,则打印系统打印各辅料及铁粉的单品二维码标签;
33.如图2所示,考虑到铁粉的用量较大,铁粉称量系统也可通过独立的称量系统进行计量,该系统中包括一体机23、设备台账24、第二打印机25,第二电子秤26,称量铁桶27及传感器28.
34.多个辅料称量工位依次并排布置,多个辅料称量工位之间布置电子秤移动轨道16,所述的电子秤设置在移动平台上,所述的移动平台由电机驱动作水平移动,所述的电机连接控制系统。
35.每个辅料称量工位上设置有工位急停开关17、记录开关18、出料口手动移动应急开关19、工位移动开关20和当前工位运行指示灯21。
36.所述的控制系统连接显示屏1,显示屏上显示预定制的生产计划,显示屏上依次显示各辅料及铁粉的添加情况,称量数据与计划是否一致,通过显示屏实时显示进行提醒。
37.如图3所示,所述的半成品密炼系统包括第一半成品密炼单元29、第一半成品密炼单元30、第一半成品密炼单元31、第一半成品密炼单元32。
38.每个单元加工同批次的辅料及铁粉,每个单元均包括密炼机控制柜33,密炼室34、一体机35、音箱36、设备台账37、扫描枪38、打印机39。音箱连接主控系统,主控系统根据生产计划对添加辅料或铁粉通过音箱进行步骤提示。扫描枪扫描单品二维码标签,扫描并确认后,控制系统控制密炼机将防护罩打开,加入相应辅料及铁粉进行密炼,打印系统打印各个单元的半成品信息二维码。
39.成品合批系统包括一体机40、设备台账41、第二扫描枪42和另一个打印机43,扫描枪依次扫描各个半成品信息二维码,全部半成品二维码被控制系统审批合格后,生成该成品识别码,由打印系统打印成品信息二维码。
40.进一步的,本实用新型的控制系统包括数据库,打印系统成功打印各二维码的同时将各数据录入数据库。
41.本实用新型的生产操作过程如下:
42.一、辅料及铁粉称量
43.在主控系统内进行生产计划制定:辅料称量,铁粉称量,半成品密炼等过程都是需要制定生产计划,生产计划根据实际需求制定,整个系统的执行是严格按照生产计划来的。生产计划包括制定材料品名,辅料种类,数量,重量等。管理员在服务器上制定生产计划,然后通过以太网发送给各个客户端。
44.辅料称重:生产计划制定完成后,系统控制电机自动将电子称a移动到辅料a工位,根据显示屏提示员工将辅料a称量容器放在电子称a上,然后在电子称a上去皮置零,满足电子称a去皮置零和传感器a感应到称量容器两个条件后,出料口a自动打开,开始称量辅料,同时显示屏上显示自动称量中;当辅料达到手动精确称量的阈值后,出料a口关闭,显示屏显示“手动精确称量”,背景为黄色;员工从辅料a杯中取少量a辅料加入称量容器中,辅料a重量达到生产计划制定的标准后,显示屏显示“ok”,背景为绿色;
45.若容器中辅料超过界限,显示会显示“超出界限”,背景为红色;当辅料a重量达到生产计划制定的标准后,员工可以按下记录按键,只有显示屏显示“ok”才能记录,否则无法记录;成功记录后,数据库将保存本次称量所有信息,包括材料品称,辅料重量,辅料种类,该料识别码,操作时间,操作员,并打印信息记录二维码;员工将二维码标签放入称量容器的卡槽中,并将称好的料放到指定位置。
46.当a传感器感应不到桶时,系统控制电机自动移动到辅料b工位,重复辅料a的过程称量辅料b。辅料c,辅料d,辅料e也是如此。当辅料e称完后,系统会判定是否完成生产计划,若完成生产计划,则会在显示屏界面上提示辅料生产计划已经完成,若生产计划未完成,系统会控制电机自动移动到辅料a工位,进行下一个辅料称量循环。
47.铁粉称量:首先是将称量铁粉的铁桶放在电子称b上,传感器感应到铁桶,然后去皮置零,如果传感器没有感应到铁桶就点去皮置零,系统将提示去皮置零失败,无法进行下一步操作;电子称b去皮置零成功后,系统会提示加料,显示屏显示“加料”,背景为黄色;当铁粉称量超过标准阈值后,显示屏显示“超过界限”,背景为红色,当铁粉称量刚好到标准阈值,显示屏显示“ok”,背景为绿色;当显示屏显示为“ok”后,点击记录,只有显示屏显示“ok”才能记录,否则无法记录;记录成功后,数据库将保存本次称量所有信息,包括材料品名,铁粉名称,重量,操作时间,操作员,并打印信息记录二维码;员工将二维码标签放入桶上的卡槽中,并将称好的料放到指定位置;如果生产计划完成,铁粉系统将会提示铁粉称量计划完成;如果生产计划未完成,则进行下一次铁粉称量。
48.二、半成品密炼
49.半成品密炼过程(半成品密炼系统a):打开半成品密炼a系统软件,系统显示灰屏,当系统收到半成品密炼生产计划后,才能激活软件进行下一步操作;首先扫描铁粉二维码,若铁粉二维码信息和生产计划计中的信息对不上,则系统提示信息错误,无法进行下一步;当铁粉二维码扫描并确认后,系统控制密炼机将防护罩打开,员工可以往密炼机里面加铁粉,同时,系统会记录加入铁粉的时间和识别码;当一段时间后,系统根据生产计划设定的加料时间提示员工加辅料a,具体是显示屏上会跳出任务框提示加料,同时音箱会一直播放
加料信息“请加辅料a”,员工根据提示扫描辅料a二维码,核对辅料a二维码是否正确,若不是,则系统提示错误,若是,则记录辅料a加入时间和识别码,同时打开密炼机防尘罩,音响播报关闭,员工将该辅料a加入密炼机;同理加入辅料b、辅料c、辅料d、辅料e。当加入辅料e并确认后,系统生成半成品,把本次所有加入料的信息添加到数据库,并打印出半成品信息二维码。其余半成品密炼系统工作过程相同。
50.三、成品合批
51.成品合批过程:成品合批系统支持多个不同批次同时合批。首先,扫描半成品二维码,确认识别码,并从数据库调出该半成品信息,然后将半成品放入合批设备进行合批;然后,依次扫描其余半成品二维码,与第一次扫描二维码从数据库中提取的信息进行核对,若正确,则提示正常执行接下去的操作,若错误,系统提示半成品合批错误;合批完成后,点击屏幕上的打印并保存,系统生成该成品识别码,将所有半成品合批信息添加入数据库,并打印成品信息二维码。
52.本实用新型中生产计划由管理员制定,所有员工的操作都需按照生产计划执行。其中,辅料生产计划包括材料品名,辅料种类,辅料数量,操作员工等信息输入。选择对应的材料品名时,每个辅料对应的重量自动从数据库中调用,无需员工输入,防止出错。铁粉生产计划和辅料生产计划的制定是一样的。半成品生产计划包括材料品名,重量等,每个辅料加料时间是选择材料品名后,系统自动从数据库中调用,无需人工输入。
53.系统各部分通信:整个设备以辅料称量系统作为服务器,半成品密炼系统,铁粉称量系统,成品合批系统作为客户端,数据是以局域网互相传输。辅料称量系统和铁粉称量系统与电子秤以rs232通讯进行数据实时交互。各个系统间所有称量的料都有各自的识别码,每个环节通过扫描二维码获取识别码来防呆与追溯,识别码是唯一的。
54.以上显示和描述了本实用新型的基本原理和主要特征和本实用新型的优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1