一种饮料灌装桶气密性检测装置
1.本实用新型涉及饮料灌装桶检测的技术领域,具体涉及一种饮料灌装桶气密性检测装置。
背景技术:
2.金属灌装桶作为饮料包装行业的重要组成部分,使用方便易携带,随着原材料持续涨价,资源浪费严重,对于金属灌装桶的回收利用就尤为重要,灌装桶在回收后需要进行气密性检测,目前市面上也有针对罐装桶的气密性检测设备,但是这些检测设备大多自动化程度较低,需要人工进行操作,检查过程复杂、耗时长成本高,因此需要一种饮料灌装桶气密性检测装置来解决上述问题。
技术实现要素:
3.本实用新型的目的在于提供一种饮料灌装桶气密性检测装置,以克服现有技术中的上述缺陷。
4.一种饮料灌装桶气密性检测装置,包括输送带、桶体矫正组件及气密性检测组件,所述输送带的两侧对称安装有流利条,所述输送带的进料端设有安装架一,所述桶体矫正组件设于安装架一上并用于对灌装桶进行调整以使灌装桶上端灌装孔位置统一,所述输送带的出料端设有安装架二,所述气密性检测组件设于安装架二上并在下移后用于对灌装桶的气密性进行检测,所述输送带、桶体矫正组件及气密性检测组件均电性连接至控制器。
5.优选的,所述桶体矫正组件包括方位检测传感器、提升气缸、步进电机及真空吸盘,所述安装架一顶部的两侧对称设有传感器安装板,每个传感器安装板的两侧对称安装有所述的方位检测传感器,所述提升气缸固定于安装架一上,所述步进电机固定于提升气缸的活塞杆下端,所述步进电机的输出轴上安装有固定板,所述固定板的两侧对称设有所述的真空吸盘。
6.优选的,所述输送带在安装架一靠近进料端的一侧设有到位传感器一,在另一侧设有及阻止灌装桶移动的限位气缸一。
7.优选的,所述气密性检测组件包括升降架、气密性检测头及减速器,所述升降架的四个角分别通过滑块滑动连接于安装架二中的滑轨上,所述气密性检测头均布于升降架上,所述安装架二顶部的两侧分别固定有转轴安装板一,所述转轴安装板一上转动连接有转轴一,每个转轴一上均安装有链轮和同步轮一,两个链轮之间通过链条连接,所述减速器固定于安装架二的顶部且其输出轴与其中一个转轴一通过联轴器连接,每个同步轮一纵向处的安装架二上均设置有转轴安装板二,所述转轴安装板二上通过转轴二转动连接有同步轮二,所述同步轮一和同步轮二之间通过同步带连接,所述同步带的一侧通过固定块与升降架固定。
8.优选的,其中一个滑轨的上下两侧分别安装有用于检测移动架位置的上限位到位传感器和下限位到位传感器。
9.优选的,所述气密性检测头包括橡胶塞、气压传感器及充气管,所述气压传感器和充气管分别设于橡胶塞内的安装腔中,所述气压传感器与控制器电性连接并将检测到的气压数据发送至控制器,所述充气管通过电磁阀与气源连接。
10.优选的,所述输送带一侧在安装架二的下方还均布有与气密性检测头数量对应且用于阻止灌装桶移动的限位气缸二,所述输送带的另一侧设有到位传感器二。
11.本实用新型具有如下优点:
12.本实用新型在使用时,通过桶体矫正组件对灌装桶的孔方位进行矫正,矫正后通过气密性检测组件对灌装桶的气密性进行检测,整个过程灌装桶的孔方位矫正和气密性检测的自动化程度高,减少了人工操作,提高了检测效率。
附图说明
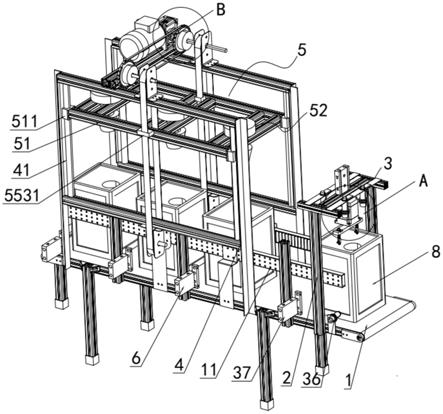
13.图1和图2为本实用新型不同角度的结构示意图。
14.图3为图1中a处的局部放大图。
15.图4为图1中b处的局部放大图。
16.图5为本实用新型气密性检测头的结构示意图。
17.其中:1、输送带,11、流利条,2、安装架一,21、传感器安装板,3、桶体矫正组件,31、方位检测传感器,32、提升气缸,33、步进电机,34、固定板,35、真空吸盘,36、到位传感器一,37、限位气缸一,4、安装架二,41、滑轨,42、上限位到位传感器,43、下限位到位传感器,5、气密性检测组件,51、升降架,511、滑块,52、气密性检测头,521、橡胶塞,522、气压传感器,523、充气管,53、转轴安装板一,531、转轴一,532、链轮,533、链条,534、同步轮一,54、减速器,55、转轴安装板二,551转轴二,552、同步轮二,553、同步带,5531、固定块,6、限位气缸二,7、到位传感器二,8、灌装桶。
具体实施方式
18.下面对照附图,通过对实施例的描述,对本实用新型具体实施方式作进一步详细的说明,以帮助本领域的技术人员对本实用新型的构思、技术方案有更完整、准确和深入的理解。
19.如图1-5所示,本实用新型提供了一种饮料灌装桶气密性检测装置,包括输送带1、桶体矫正组件3及气密性检测组件5,所述输送带1的两侧对称安装有流利条11,所述输送带1的进料端设有安装架一2,所述桶体矫正组件3设于安装架一2上并用于对灌装桶8进行调整以使灌装桶8上端灌装孔位置统一,所述输送带1的出料端设有安装架二4,所述气密性检测组件5设于安装架二4上并在下移后用于对灌装桶8的气密性进行检测,所述输送带1、桶体矫正组件3及气密性检测组件5均电性连接至控制器。
20.需要说明的是,所述桶体矫正组件3包括方位检测传感器31、提升气缸32、步进电机33及真空吸盘35,所述安装架一2顶部的两侧对称设有传感器安装板21,每个传感器安装板21的两侧对称安装有所述的方位检测传感器31,所述提升气缸32固定于安装架一2上,所述步进电机33固定于提升气缸32的活塞杆下端,所述步进电机33的输出轴上安装有固定板34,所述固定板34的两侧对称设有所述的真空吸盘35,真空吸盘35在使用时还有真空发生器连接,方位检测传感器31、提升气缸32、步进电机33及真空发生器均与控制器电性连接;
所述输送带1在安装架一2靠近进料端的一侧设有到位传感器一36,在另一侧设有及阻止灌装桶8移动的限位气缸一37,到位传感器一36和限位气缸一37均与控制器电性连接。
21.在本实施例中,所述气密性检测组件5包括升降架51、气密性检测头52及减速器54,所述升降架51的四个角分别通过滑块511滑动连接于安装架二4中的滑轨41上,所述气密性检测头52均布于升降架51上,所述安装架二4顶部的两侧分别固定有转轴安装板一53,所述转轴安装板一53上转动连接有转轴一531,每个转轴一531上均安装有链轮532和同步轮一534,两个链轮532之间通过链条533连接,所述减速器54固定于安装架二4的顶部且其输出轴与其中一个转轴一531通过联轴器连接,每个同步轮一534纵向处的安装架二4上均设置有转轴安装板二55,所述转轴安装板二55上通过转轴二551转动连接有同步轮二552,所述同步轮一534和同步轮二552之间通过同步带553连接,所述同步带553的一侧通过固定块5531与升降架51固定,减速器54与控制器电性连接。
22.此外,其中一个滑轨41的上下两侧分别安装有用于检测移动架51位置的上限位到位传感器42和下限位到位传感器43,上限位到位传感器42和下限位到位传感器43均与控制器电性连接。
23.在本实施例中,所述气密性检测头52包括橡胶塞521、气压传感器522及充气管523,所述气压传感器522和充气管523分别设于橡胶塞521内的安装腔中,所述气压传感器522与控制器电性连接并将检测到的气压数据发送至控制器,所述充气管523通过电磁阀与气源连接,气压传感器522和电磁阀均与控制器电性连接。
24.值得注意的是,所述输送带1一侧在安装架二4的下方还均布有与气密性检测头52数量对应且用于阻止灌装桶8移动的限位气缸二6,所述输送带1的另一侧设有到位传感器二7,限位气缸二6和到位传感器二7均与控制器电性连接。
25.具体实施方式及原理:
26.本实用新型在实际应用时,当到位传感器一36检测到灌装桶8时,控制器开始延时,延时一定时间过后控制限位气缸一37的活塞杆伸长阻止灌装桶8移动,四个方位检测传感器31对灌装桶8进行孔方位检测,并把检测的数据传输至控制器中,接着提升气缸32的活塞杆伸长并带动步进电机33下移,当真空吸盘35与灌装桶8的顶部接触时,控制器控制提升气缸32的活塞杆停止伸长并控制真空吸盘35对灌装桶8进行吸附,接着控制提升气缸32的活塞杆回缩,到位后,控制器控制步进电机33的输出轴按照控制系统中存储的孔方位信息旋转相应的角度,然后提升气缸32的活塞杆伸长,接着控制真空吸盘35松开灌装桶8,提升气缸32的活塞杆回缩等待下一次的操作(当四个方位检测传感器31检测到灌装桶8的孔方位正确时,不进行矫正操作),接着限位气缸一37的活塞杆回缩,灌装桶8继续在输送带1的带动下向前进行移动,其中限位气缸二6的阻挡方式是:先阻挡先释放原则,即当到位传感器二7被第一次触发时,最靠近输送带1出料端的限位气缸二6的活塞杆伸长,将先输送的灌装桶8阻挡,当到位传感器二7被第二次触发时,第二靠近输送带1出料端的限位气缸二6的活塞杆伸长,将另一个被输送的灌装桶8阻挡,当到位传感器二7被第三次触发时,最远离输送带1出料端的限位气缸二6的活塞杆伸长,将另一个被输送的灌装桶8阻挡,当三个限位气缸二6均阻止有灌装桶8时,到位传感器二7重新计数,此时控制器控制减速器54的输出轴转动,通过链轮532、链条533、同步轮一534、同步轮二552及同步带553带动升降架51沿着滑轨41下移,当气密性检测头52的橡胶塞521刚好将灌装桶8上的孔堵上时,此时升降架51的滑
块511触发到下限位到位传感器43,下限位到位传感器43将触发的信号传输至控制器中,控制器控制减速器54的输出轴停止转动,同时控制充气管523上的电磁阀打开,检测气体被充入灌装桶8中,气压传感器522则实时监测灌装桶8中气压的数值并传输至控制器中,当气压的数值达到预设的20千帕时,控制器控制充气管523上的电磁阀关闭,停止对灌装桶8充气,一段时间内当气压传感器522监测的数值处于预设的范围内,则认为灌装桶8完好,反之,则灌装桶8漏气,此时控制器控制报警装置响起,提醒工人有灌装桶8漏气,当检测时间结束时,控制器控制减速器54的输出轴反向转动,升降架51沿着滑轨41上移,当升降架51的滑块511触发上限位到位传感器42时,控制器控制减速器54的输出轴停止转动,接着工人将漏气的灌装桶8从输送带1上拿下,然后控制器控制限位气缸二6的活塞杆回缩,接着输送带1将完好的灌装桶8输送至下一工位。
27.综上所述,本实用新型通过桶体矫正组件对灌装桶的孔方位进行矫正,矫正后通过气密性检测组件对灌装桶的气密性进行检测,整个过程灌装桶的孔方位矫正和气密性检测的自动化程度高,减少了人工操作,提高了检测效率。
28.上面结合附图对本实用新型进行了示例性描述,显然本实用新型具体实现并不受上述方式的限制,只要采用了本实用新型的构思和技术方案进行的各种非实质性的改进,或未经改进将本实用新型构思和技术方案直接应用于其它场合的,均在本实用新型保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1