具备三个方向测量能力的测量机构的制作方法
1.本实用新型于零件测量领域,具体涉及一种具备三个方向测量能力的测量机构。
背景技术:
2.拨叉与同步环接触部位是塑料凹槽,根据使用功能需要,塑料凹槽的三个方向尺寸需满足装配位置要求,所以需要对拨叉塑料凹槽内部三个方向进行尺寸测量,以确保生产出来的拨叉在客户处可以正常装配并使用。
3.目前的测量通常采用人工测量,不仅测量不准确,而且效率低下,因此,我们迫切需要一种新的测量方式,以对拨叉塑料凹槽内部三个方向进行尺寸测量。
技术实现要素:
4.本实用新型的目的在于提供一种测量准确、测量效率高的具备三个方向测量能力的测量机构。
5.本实用新型所采用的技术方案是:
6.一种具备三个方向测量能力的测量机构,其包括平台、a方向移动测量单元、bc方向移动测量单元、测针和用于固定测针的测针固定块;
7.所述a方向移动测量单元包括a方向驱动导轨气缸、竖直板、a方向尺寸位移传感器和用于固定a方向尺寸位移传感器的a方向位移传感器固定块;所述a方向驱动导轨气缸固定在竖直板上;测针固定块安设在竖直板上,所述a方向驱动导轨气缸与测针固定块连接;所述a方向位移传感器固定块固定在平台上;a方向驱动导轨气缸带动测针固定块向a方向运动,进而带动测针沿a方向运动,a方向尺寸位移传感器测量测针移动距离,从而测量出塑料凹槽a方向的尺寸;
8.所述bc方向移动测量单元包括bc方向驱动气缸、浮动接头、驱动块、连接板、bc方向尺寸位移传感器、用于固定bc方向尺寸位移传感器的bc方向位移传感器固定块;所述bc方向驱动气缸通过浮动接头与驱动块连接,所述浮动接头和驱动块安设在连接板上;所述连接板与所述竖直板连接;所述bc方向位移传感器固定块固定在平台上;所述bc方向驱动气缸带动浮动接头向b或c方向运动;浮动接头带动驱动块运动,驱动块带动连接板运动,连接板带动竖直板运动,竖直板带动测针固定块向b或c方向运动,进而带动测针沿b或c方向运动,bc方向尺寸位移传感器测量测针移动距离,从而测量出塑料凹槽b或c方向的尺寸。
9.按上述方案,a方向移动测量单元还包括a方向限位气缸,所述a方向限位气缸安设在平台上,与测针a方向移动相对应,对测针a方向移动进行限位,防止测针的损坏。
10.按上述方案,所述连接板下设有bc方向直线导轨,连接板能在bc方向直线导轨上移动,以方便测量零件的凹槽在b、c方向的尺寸。
11.按上述方案,所述具备三个方向测量能力的测量机构还包括加强筋,所述加强筋分别与连接板和竖直板连接,以提高整个装置的刚度,确保测量精度。
12.测量过程为:
13.将零件固定在测针上,测针位于零件凹槽正中;
14.a方向驱动导轨气缸带动测针固定块向a方向运动,进而带动测针沿a方向运动,a方向尺寸位移传感器测量测针移动距离,从而测量出凹槽a方向的尺寸;
15.a方向驱动导轨气缸带动测针固定块回位;
16.bc方向驱动气缸带动浮动接头向b方向运动;浮动接头带动驱动块运动,驱动块带动连接板运动,连接板带动竖直板运动,竖直板带动测针固定块向b方向运动,进而带动测针沿b方向运动,bc方向尺寸位移传感器测量测针移动距离,从而测量出塑料凹槽b方向的尺寸;
17.bc方向驱动气缸带动浮动接头向c方向运动;浮动接头带动驱动块运动,驱动块带动连接板运动,连接板带动竖直板运动,竖直板带动测针固定块向c方向运动,进而带动测针沿c方向运动,bc方向尺寸位移传感器测量测针移动距离,从而测量出塑料凹槽c方向的尺寸。
18.本实用新型的有益效果在于:
19.通过设置a方向移动测量单元、bc方向移动测量单元能对零件凹槽的a方向、b方向、c方向的尺寸进行测量;
20.采用a方向驱动导轨气缸、bc方向驱动气缸测量凹槽三个方向的尺寸,可以在生产线上对零件尺寸进行全检,防止尺寸不合格的零件流出;
21.拨叉塑料凹槽内的三个方向的尺寸可以在一次装夹过程内完成测量;
22.测量简单、方便。
附图说明
23.下面将结合附图及实施例对本实用新型作进一步说明,附图中:
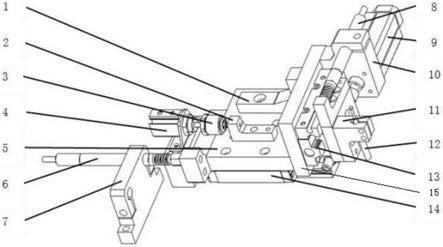
24.图1是具备三个方向测量能力的测量机构的结构示意图;
25.图2是a方向测量的示意图;
26.图3是b方向测量的示意图;
27.图4是c方向测量的示意图。
28.图中:1-加强筋;2-驱动块;3-浮动接头;4-bc方向驱动气缸;5-连接板;6-bc方向尺寸位移传感器;7-bc方向位移传感器固定块;8-a方向尺寸的位移传感器;9-a方向限位气缸;10-a方向位移传感器固定块;11-测针固定块;12-测针;13-a方向驱动导轨气缸;14-bc方向直线导轨;15-竖直板。
具体实施方式
29.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本实用新型,并不用于限定本实用新型。
30.参见图1-图4,一种具备三个方向测量能力的测量机构,其包括平台、a方向移动测量单元、bc方向移动测量单元、测针12和用于固定测针12的测针固定块11。
31.a方向移动测量单元包括a方向驱动导轨气缸13、竖直板15、a方向尺寸位移传感器8和用于固定a方向尺寸位移传感器8的a方向位移传感器固定块10。a方向驱动导轨气缸13
固定在竖直板15上;测针固定块11安设在竖直板15上,a方向驱动导轨气缸13与测针固定块11连接;a方向位移传感器固定块10固定在平台上;a方向驱动导轨气缸13带动测针固定块11向a方向运动,进而带动测针12沿a方向运动,a方向尺寸位移传感器8测量测针12移动距离,从而测量出塑料凹槽a方向的尺寸;
32.bc方向移动测量单元包括bc方向驱动气缸4、浮动接头3、驱动块2、连接板5、bc方向尺寸位移传感器6、用于固定bc方向尺寸位移传感器6的bc方向位移传感器固定块7;bc方向驱动气缸4通过浮动接头3与驱动块2连接,且浮动接头3和驱动块2安设在连接板5上;连接板5与竖直板15连接;bc方向位移传感器固定块7固定在平台上。bc方向驱动气缸4带动浮动接头3向b或c方向运动;浮动接头3带动驱动块2运动,驱动块2带动连接板5运动,连接板5带动竖直板15运动,竖直板15带动测针固定块11向b或c方向运动,进而带动测针12沿b或c方向运动,bc方向尺寸位移传感器6测量测针12移动距离,从而测量出塑料凹槽b或c方向的尺寸。
33.本实用新型中,在平台上还设有a方向限位气缸9,该a方向限位气缸9安设的位置与测针12的a方向移动相对应,对测针12的a方向移动进行限位,防止测针12的损坏,以确保测量准确性。
34.本实用新型中,连接板5下设有bc方向直线导轨14,连接板5能在bc方向直线导轨14上移动,bc方向直线导轨14用于对测量机构进行精确导向,以确保测量准确性。
35.本实用新型中,为了提高具整个机构的刚度,确保测量精度,可设置加强筋1,加强筋1分别与连接板5和竖直板15连接。
36.本实用新型中,b、c方向共用同一套驱动机构和测量机构。
37.测量过程为:
38.将零件固定在测针12上,测针12位于零件凹槽正中;
39.a方向驱动导轨气缸13带动测针固定块11向a方向运动,进而带动测针12沿a方向运动,a方向尺寸位移传感器8测量测针12移动距离,从而测量出凹槽a方向的尺寸;
40.a方向驱动导轨气缸13带动测针固定块11回位,即测针12回位;
41.bc方向驱动气缸4带动浮动接头3向b方向运动;浮动接头3带动驱动块2运动向b方向运动,驱动块2带动连接板5向b方向运动,连接板5带动竖直板15向b方向运动,竖直板15带动测针固定块11向b方向运动,进而带动测针12沿b方向运动,bc方向尺寸位移传感器6测量测针12移动距离,从而测量出塑料凹槽b方向的尺寸;
42.bc方向驱动气缸4带动浮动接头3向c方向运动;浮动接头3带动驱动块2向c方向运动,驱动块2带动连接板5向c方向运动,连接板5带动竖直板15向c方向运动,竖直板15带动测针固定块11向c方向运动,进而带动测针12沿c方向运动,bc方向尺寸位移传感器6测量测针12移动距离,从而测量出塑料凹槽c方向的尺寸。
43.应当理解的是,对本领域普通技术人员来说,可以根据上述说明加以改进或变换,而所有这些改进和变换都应属于本实用新型所附权利要求的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1