一种粉料存量实时自动检测系统的制作方法
1.本实用新型涉及陶瓷生产技术领域,尤其涉及的是一种粉料存量实时自动检测系统。
背景技术:
2.在陶瓷生产中由多个料仓存储陶瓷粉料,以供应喷雾塔喷料,进而供应多条生产线的生产用料;在实际生产中,多个料仓中粉料的存料时刻在变化,每个料仓中剩余粉料的存量并不是固定的;为了保证生产的有序进行,需要对料仓中粉料存量进行盘点。
3.现有的陶瓷生产中,通常每班由人工对每个料仓的粉料存量进行盘点,具体的,由主塔工到料仓顶现场打开每个料仓的入仓口,逐个料仓使用探照灯目测料仓内剩余粉料,进而估算每个料仓的粉料存量,并将每个料仓的粉料存量记录在库存记录本上,再进行汇总每线存料总量;整个过程耗时长,人工劳动强度大,而且人工目测估算的误差大,盘点得到的粉料存量数据不准确,失去数据参考意义。
4.因此,现有技术存在缺陷,有待改进和发展。
技术实现要素:
5.鉴于上述现有技术的不足,本实用新型的目的在于提供一种粉料存量实时自动检测系统,旨在解决现有技术中粉料存量盘点耗时长,劳动强度大且数据不准确的问题。
6.本实用新型解决技术问题所采用的一技术方案如下:一种粉料存量实时自动检测系统,用于自动检测料仓中粉料存量,其包括:
7.探测装置,所述探测装置用于设置于料仓的顶部排气口处;
8.清洁装置,所述清洁装置设置于所述探测装置的一侧;
9.控制显示装置,所述控制显示装置用于输入预设参数,以及根据所述探测装置的粉料高度实测数值计算粉料存量并予以显示;
10.控制器,所述控制器分别与所述探测装置、所述清洁装置及所述控制显示装置通信连接,所述控制器用于获取所述控制显示装置中的预设参数,并根据预设参数控制所述探测装置检测料仓中粉料高度和所述清洁装置清洁所述探测装置的探头。
11.进一步的,所述控制显示装置包括:
12.过程控制板,所述过程控制板与所述控制器通信连接,所述过程控制板用于输入预设参数。
13.进一步的,所述控制显示装置还包括:
14.显示器,所述显示器分别与所述过程控制板及所述控制器电连接,所述显示器用于显示预设参数和所述探测装置检测的粉料存量。
15.进一步的,所述显示器设置为触摸屏。
16.进一步的,所述清洁装置包括:
17.气管,所述气管的一端设置于所述探测装置的探头一侧;
18.电磁阀,所述电磁阀设置于所述气管上,并与所述控制器电连接。
19.进一步的,所述探测装置设置为高频雷达物位计。
20.进一步的,所述探测装置设置为超声波物位计。
21.进一步的,所述控制器采用单片机。
22.进一步的,所述控制器采用plc。
23.与现有技术相比,本实用新型提供了一种粉料存量实时自动检测系统,用于自动检测料仓中粉料存量,其包括:探测装置,所述探测装置用于设置于料仓的顶部排气口处;清洁装置,所述清洁装置设置于所述探测装置的一侧;控制显示装置,所述控制显示装置用于输入预设参数,以及根据所述探测装置的粉料高度实测数值计算粉料存量并予以显示;控制器,所述控制器分别与所述探测装置、所述清洁装置及所述控制显示装置通信连接,所述控制器用于获取所述控制显示装置中的预设参数,并根据预设参数控制所述探测装置检测料仓中粉料高度和所述清洁装置清洁所述探测装置的探头。可以理解,通过将探测装置设置在料仓的顶部排气口处,利用料仓已有的排气口,料仓不需要额外开设检测孔,进而提升了所述粉料实时检测系统的通用性,同时通过探测装置实测粉料高度,进而确保了粉料存量数据的准确性;通过设置清洁装置,使得所述清洁装置清洁探测装置的探头,达到对探测装置的探头的清理和除尘作用,防止因料仓粉尘和水气造成探测装置的探头误动作和失灵,提升了探测装置的检测准确性,进而提升了粉料存量实时自动检测系统检测的粉料存量数据的准确性;通过设置控制显示装置和控制器,实现预设参数并根据预设参数控制探测装置自动检测和清洁装置自动清洁,以及实时显示粉料存量,有效的提升了粉料存量检测的自动化水平和检测效率,解决了现有技术中粉料存量盘点耗时长且劳动强度大的问题,同时所述控制显示装置根据探测装置的粉料高度实测数值计算粉料存量,又有效的保证了粉料存量数据的准确性。
附图说明
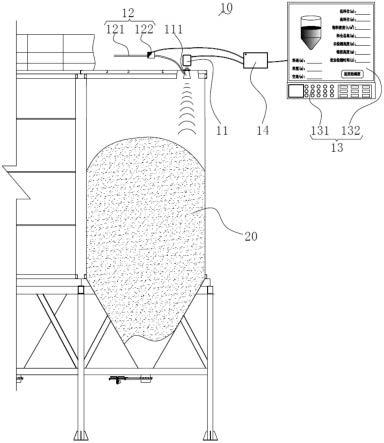
24.图1是本实用新型中提供的粉料存量实时自动检测系统的组成结构示意图;
25.附图标记说明:
26.10、粉料存量实时自动检测系统;11、探测装置;12、清洁装置;13、控制显示装置;14、控制器;111、探头;121、气管;122、电磁阀;131、过程控制板;132、显示器;20、料仓。
具体实施方式
27.下面详细描述本实用新型的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本实用新型,而不能理解为对本实用新型的限制。
28.在本实用新型的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或
暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本实用新型的描述中,除非另有说明,“多个”的含义是两个或两个以上。
29.在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
30.在陶瓷生产中由多个料仓存储陶瓷粉料,以供应喷雾塔喷料,进而供应多条生产线的生产用料;在实际生产中,多个料仓中粉料的存料时刻在变化,每个料仓中剩余粉料的存量并不是固定的;为了保证生产的有序进行,需要对料仓中粉料存量进行盘点。现有的陶瓷生产中,通常每班由人工对每个料仓的粉料存量进行盘点,具体的,由主塔工到料仓顶现场打开每个料仓的入仓口,逐个料仓使用探照灯目测料仓内剩余粉料,进而估算每个料仓的粉料存量,并将每个料仓的粉料存量记录在库存记录本上,再进行汇总每线存料总量;整个过程耗时长,人工劳动强度大,而且人工目测估算的误差大,盘点得到的粉料存量数据不准确,失去数据参考意义。本实用新型基于现有技术中粉料存量盘点耗时长,劳动强度大且数据不准确的问题,提供了一种粉料存量实时自动检测系统,通过将探测装置设置在料仓的顶部排气口处,利用料仓已有的排气口,料仓不需要额外开设检测孔,进而提升了所述粉料实时检测系统的通用性,同时通过探测装置实测粉料高度,进而确保了粉料存量数据的准确性;通过设置清洁装置,使得所述清洁装置清洁探测装置的探头,达到对探测装置的探头的清理和除尘作用,防止因料仓粉尘和水气造成探测装置的探头误动作和失灵,提升了探测装置的检测准确性,进而提升了粉料存量实时自动检测系统检测的粉料存量数据的准确性;通过设置控制显示装置和控制器,实现预设参数并根据预设参数控制探测装置自动检测和清洁装置自动清洁,以及实时显示粉料存量,有效的提升了粉料存量检测的自动化水平和检测效率,解决了现有技术中粉料存量盘点耗时长且劳动强度大的问题,同时所述控制显示装置根据探测装置的粉料高度实测数值计算粉料存量,又有效的保证了粉料存量数据的准确性;具体详参下述实施例。
31.请参阅图1,本实用新型的第一实施例中提供了一种粉料存量实时自动检测系统10,用于自动检测料仓20中粉料存量,所述粉料存量实时自动检测系统10包括探测装置11、清洁装置12、控制显示装置13和控制器14;所述探测装置11用于设置于料仓20的顶部排气口处;所述清洁装置12设置于所述探测装置11的一侧;所述控制显示装置13用于输入预设参数,以及根据所述探测装置11的粉料高度实测数值计算粉料存量并予以显示;所述控制器14分别与所述探测装置11、所述清洁装置12及所述控制显示装置13通信连接,所述控制器14用于获取所述控制显示装置13中的预设参数,并根据预设参数控制所述探测装置11检测料仓20中粉料高度和所述清洁装置12清洁所述探测装置11的探头111。
32.可以理解,粉料存量实时自动检测系统10用于自动检测料仓20中粉料存量,具体的,所述探测装置11与所述控制器14双向通信,所述控制器14与所述控制显示装置13双向通信;探测装置11将检测的粉料高度实测数值传输给控制器14,通过控制器14传输给控制显示装置13,控制显示装置13根据粉料高度实测数值计算得到料仓20中粉料存量并予以显
示,实现了对料仓20中粉料存量的实时检测并显示;通过将探测装置11设置在料仓20的顶部排气口处,利用料仓20已有的排气口,料仓20不需要额外开设检测孔,进而提升了所述粉料实时检测系统的通用性,同时通过探测装置11实测粉料高度,进而确保了粉料存量数据的准确性;通过设置清洁装置12,使得所述清洁装置12清洁探测装置11的探头111,达到对探测装置11的探头111的清理和除尘作用,防止因料仓粉尘和水气造成探测装置11的探头111误动作和失灵,提升了探测装置11的检测准确性,进而提升了粉料存量实时自动检测系统10检测的粉料存量数据的准确性;通过设置控制显示装置13和控制器14,实现预设参数并根据预设参数控制探测装置11自动检测和清洁装置12自动清洁,以及实时显示粉料存量,有效的提升了粉料存量检测的自动化水平和检测效率,解决了现有技术中粉料存量盘点耗时长且劳动强度大的问题,同时所述控制显示装置13根据探测装置11的粉料高度实测数值计算粉料存量,又有效的保证了粉料存量数据的准确性。
33.需要说明的是,所述粉料存量实时自动检测系统10并不限定应用于单个料仓20上,可在多个料仓20上设置所述探测装置11和清洁装置12,由单独的控制器14控制多个料仓20,或者每个料仓20都对应配置有控制器14,最后将单个或多个控制器14与控制显示装置13通信连接,进而通过单个控制显示装置13实现对多个料仓20的粉料存量的实时检测、统计并予以显示。
34.在一些较佳的实施方式中,所述粉料存量实时自动检测系统10还包括检测支架,所述检测支架设置在所述料仓20的顶部排气口处,所述探测装置11可拆卸连接于所述检测支架上;通过设置检测支架,既方便了探测装置11的安装和维修更换,又能将探测装置11稳定的固定在料仓20上,进而保障了所述探测装置11的粉料存量检测功能。
35.请继续参阅图1,在另一些较佳的实施方式中,所述控制显示装置13包括过程控制板131,所述过程控制板131与所述控制器14通信连接,所述过程控制板131用于输入预设参数。
36.可以理解,预设参数包括预设的过程控制参数,过程控制参数具体包括:吹尘时间、吹尘间隔时间和检测间隔时间;其中,吹尘时间是指清洁装置12清洁探测装置11探头111的整个过程的用时,吹尘间隔时间是指清洁装置12两次清洁探头111过程的间隔时间,检测间隔时间是指探测装置11进行两次粉料高度检测过程的间隔时间;用户可以通过过程控制板131输入预设参数,并通过对过程控制参数的设置,可以改变探测装置11和清洁装置12的动作过程;所述过程控制板131与所述控制器14通信连接,用户输入的预设参数传输到控制器14,控制器14根据预设参数控制探测装置11对料仓20中粉料高度进行检测,以及控制清洁装置12清洁探测装置11的探头111,具体的,控制器14按照检测间隔时间控制探测装置11对料仓20中粉料高度检测,所述检测间隔时间可设置为10或15分钟,即控制器14控制探测装置11每隔10或15分钟对料仓20中粉料高度检测;所述检测间隔时间可以根据实际生产需要设置;控制器14按照吹尘时间和吹尘间隔时间控制清洁装置12清洁所述探测装置11的探头111,吹尘时间可设置为2或4分钟,吹尘间隔时间可设置为10或15分钟,即控制器14控制清洁装置12每隔10或15分钟对探测装置11的探头111清洁2或4分钟,所述吹尘时间以及吹尘间隔时间都可以根据实际生产需要设置;通过设置过程控制板131,实现对探测装置11检测和清洁装置12清洁的灵活控制,有效的提升了所述粉料存量实时自动检测系统10的自动化水平,也使得所述粉料存量实时自动检测系统10可适应生产线的不同生产效率,根
据粉料供料速度灵活调整过程控制参数,进而提升了所述粉料存量实时自动检测系统10的通用性。
37.在一些较佳的实施方式中,所述粉料存量实时自动检测系统10中清洁装置12的清洁动作与所述探测装置11的检测动作相邻,并且清洁装置12的清洁动作与所述探测装置11的检测动作错开设置,即清洁装置12完成清洁动作后,探测装置11紧接着检测粉料高度,进而可以有效的避免探测装置11的探头111受料仓粉尘和水气影响,提升探测装置11粉料高度检测的准确性,有效的保证了粉料存量数据的准确性。
38.请继续参阅图1,在另一些较佳的实施方式中,所述控制显示装置13还包括显示器132,所述显示器132分别与所述过程控制板131及所述控制器14电连接,所述显示器132用于显示预设参数和所述探测装置11检测的粉料存量。
39.可以理解,所述控制显示装置13根据粉料高度实测数值计算得到料仓20中粉料存量,通过设置显示器132,实现了对预设参数和所述探测装置11检测的粉料存量直观实时显示,进而提升了用户获取料仓20中粉料存量的效率,以及实现了用户对探测装置11粉料检测过程和清洁装置12清洁过程的有效监测,有效的提升了用户使用体验。
40.在另一些较佳的实施方式中,所述显示器132设置为触摸屏。
41.可以理解,触摸屏是一种可接收触头等输入讯号的感应式液晶显示装置,是极富吸引力的全新多媒体交互设备,主要应用于公共信息的查询、工业控制、多媒体教学等;触摸屏兼顾显示和输入功能,将显示器132设置为触摸屏,使得用户可以通过触摸屏对显示的预设参数直接修改,降低用户控制难度,实现用户直观的控制探测装置11的检测过程和清洁装置12的清洁过程,有效的提升了粉料存量实时自动检测系统10中对探测装置11和清洁装置12控制的灵活性,使得所述粉料存量实时自动检测系统10对生产线的不同生产效率的适应能力,根据粉料供料速度灵活调整过程控制参数,进而提升了所述粉料存量实时自动检测系统10的通用性。
42.在一些较佳的实施方式中,所述预设参数还包括料仓参数和粉料容重,所述显示器132实时显示过程控制参数、料仓参数和粉料容重;所述料仓参数包括料仓高度、料仓直径和锥段高度,料仓20由上部的圆柱段和下部的圆锥段组成,锥段高度是指料仓20下部锥段的高度,料仓高度是指料仓20上部圆柱段的高度;所述粉料存量实时自动检测系统10可以根据料仓参数计算得到料仓容积,进而根据料仓参数、料仓容积和粉料容重计算得到每单位高度粉料重量,具体可为每米或每厘米高度粉料重量,在获知料仓20内粉料高度后,即可计算得到料仓20内粉料存量;控制显示装置13在获取探测装置11的粉料高度实测数值后,根据粉料高度实测数值、料仓参数和粉料容重,可自动计算得到粉料存量,实现了对料仓20中粉料存量的准确检测。
43.请进一步参阅图1,在另一些较佳的实施方式中,所述清洁装置12包括气管121和电磁阀122;所述气管121的一端设置于所述探测装置11的探头111一侧;所述电磁阀122设置于所述气管121上,并与所述控制器14电连接。
44.可以理解,由于粉料仓20内粉尘较大,粉料会附着在探头111上,引起误差,通过将气管121的一端设置于所述探测装置11的探头111一侧,使得气管121中的压缩空气对探测装置11的探头111清理和除尘,防止因料仓20粉尘和水气造成测装置的探头111误动作和失灵,进而保障探测装置11的检测准确性,进而提升了粉料存量实时自动检测系统10检测的
粉料存量数据的准确性;电磁阀122设置于所述气管121上,用于控制气管121的通断;通过设置电磁阀122,并将电磁阀122与控制器14连接,使得控制器14实现对电磁阀122的有效控制,使得控制器14根据预设参数控制气管121定时喷吹清理探测装置11的探头111,进而保障探测装置11的检测准确性,进而提升了粉料存量实时自动检测系统10检测的粉料存量数据的准确性。
45.在另一些较佳的实施方式中,所述控制器14采用单片机。
46.可以理解,单片机被称为单片微控器,属于一种集成式电路芯片,无论是对运算符号进行控制,还是对系统下达运算指令都能通过单片机完成;单片机凭借着强大的数据处理技术和计算功能可以在智能电子设备中充分应用;本实用新型利用单片机的控制功能,通过将控制器14设置为单片机,可以实现对探测装置11粉料检测过程和清洁装置12清洁过程的有效控制,保障探测装置11和清洁装置12按照过程控制参数稳定运行。
47.在另一些较佳的实施方式中,所述控制器14采用plc。
48.可以理解,plc(programmable logic controller,可编程逻辑控制器14)是一种具有微处理器的用于自动化控制的数字运算控制器14,可以将控制指令随时载入内存进行储存与执行,通过数字式或模拟式的输入输出来控制各种类型的机械设备或生产过程;本实用新型利用plc的控制功能,通过将控制器14设置为plc,可以实现对探测装置11粉料检测过程和清洁装置12清洁过程的有效控制,保障探测装置11和清洁装置12按照过程控制参数稳定运行。
49.在另一些较佳的实施方式中,所述探测装置11设置为高频雷达物位计。
50.可以理解,高频雷达物位计具有rs485-modbus-rtu通讯功能,可以实时将检测的粉料高度传送到控制器14;高频雷达物位计检测距离可达到20米,满足多种容量规格料仓20的检测要求,提升粉料存量实时自动检测系统10的通用性;其中,modbus是一种标准通讯协议,通讯数据帧的格式有ascii和rtu两种,rs485是通信总线;通过设置探测装置11设置为高频雷达物位计,有效的保障了探测装置11对料仓20中粉料高度的检测功能,为粉料存量实时自动检测系统10准确获得粉料存量数据提供了有效保障,且有效的提升粉料存量实时自动检测系统10的通用性。
51.在另一些较佳的实施方式中,所述探测装置11设置为超声波物位计。
52.可以理解,超声波物位计不需要运动部件,简单、经济且安装和维护比较方便;通过将探测装置11设置为超声波物位计,有效的保障了探测装置11对料仓20中粉料高度的检测功能,为粉料存量实时自动检测系统10准确获得粉料存量数据提供了有效保障。
53.在另一些较佳的实施方式中,所述探测装置11还可以设置为重锤式料位计,重锤式料位计常用于电厂灰库、煤仓、渣仓、泥浆池等,属于机械式测量,具有简单可靠,抗粉尘干扰能力强的优点;通过探测装置11设置为重锤式料位计,实现对料仓20中粉料高度的检测,为粉料存量实时自动检测系统10准确获得粉料存量提供了有效保障。
54.在一些较佳的实施例中,在控制显示装置13上预先设置预设参数,预设参数包括过程控制参数、料仓参数和粉料容重;控制显示装置13根据料仓参数计算料仓容积,进而根据料仓参数、料仓容积和粉料容重计算得到每单位高度粉料重量;在料仓20中粉料不断减少或增加的过程中,控制器14根据过程控制参数控制探测装置11检测料仓20内粉料高度;控制器14根据过程控制参数控制清洁装置12清洁探测装置11的探头111;控制器14获取探
测装置11的粉料高度实测数值,并传输至控制显示装置13;控制显示装置13根据粉料高度实测数值和每单位高度粉料重量计算得到粉料存量并实时显示。
55.综上所述,本实用新型提供了一种粉料存量实时自动检测系统,用于自动检测料仓中粉料存量,其包括:探测装置,所述探测装置用于设置于料仓的顶部排气口处;清洁装置,所述清洁装置设置于所述探测装置的一侧;控制显示装置,所述控制显示装置用于输入预设参数,以及根据所述探测装置的粉料高度实测数值计算粉料存量并予以显示;控制器,所述控制器分别与所述探测装置、所述清洁装置及所述控制显示装置通信连接,所述控制器用于获取所述控制显示装置中的预设参数,并根据预设参数控制所述探测装置检测料仓中粉料高度和所述清洁装置清洁所述探测装置的探头。可以理解,通过将探测装置设置在料仓的顶部排气口处,利用料仓已有的排气口,料仓不需要额外开设检测孔,进而提升了所述粉料实时检测系统的通用性,同时通过探测装置实测粉料高度,进而确保了粉料存量数据的准确性;通过设置清洁装置,使得所述清洁装置清洁探测装置的探头,达到对探测装置的探头的清理和除尘作用,防止因料仓粉尘和水气造成探测装置的探头误动作和失灵,提升了探测装置的检测准确性,进而提升了粉料存量实时自动检测系统检测的粉料存量数据的准确性;通过设置控制显示装置和控制器,实现预设参数并根据预设参数控制探测装置自动检测和清洁装置自动清洁,以及实时显示粉料存量,有效的提升了粉料存量检测的自动化水平和检测效率,解决了现有技术中粉料存量盘点耗时长,劳动强度大的问题,同时所述控制显示装置根据探测装置的粉料高度实测数值计算粉料存量,又有效的保证了粉料存量数据的准确性。
56.应当理解的是,本实用新型的应用不限于上述的举例,对本领域普通技术人员来说,可以根据上述说明加以改进或变换,所有这些改进和变换都应属于本实用新型所附权利要求的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1