一种间隙测量装置的制作方法
1.本实用新型涉及热轧粗轧机测量装置技术领域,具体涉及一种间隙测量装置。
背景技术:
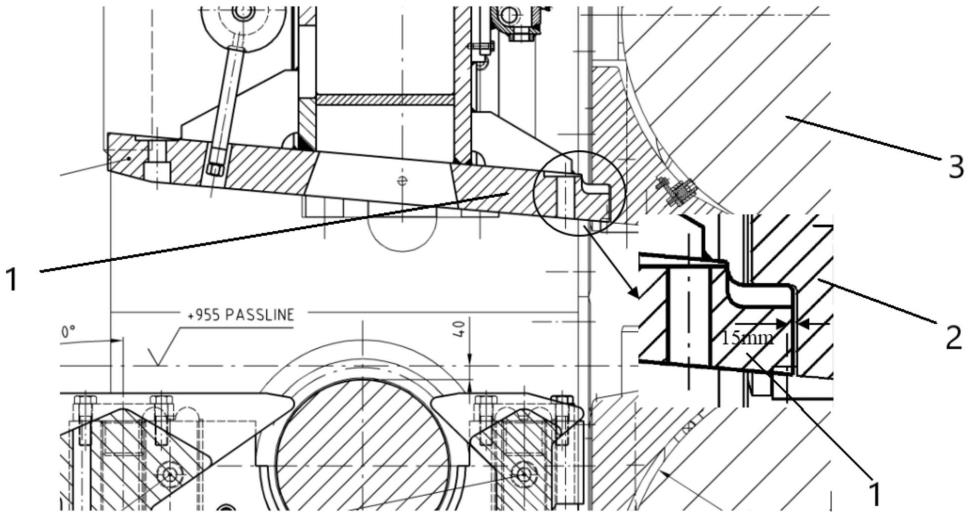
2.热轧粗轧机的入口侧设置有导卫,结合图1,导卫1设置在运行带钢的上方,导卫1的宽度与工作辊的中心轴长度相同,热轧粗轧机的上工作辊的来料侧设置有刮水板2,刮水板2 用于刮掉工作辊3上的冷却水,以避免降温过快,因此,刮水板2的宽度与中心轴的长度相同,导卫1的出料侧与刮水板2的来料侧间隙设置,粗轧时带钢由导卫1导入相对设置的两个工作辊2内,粗轧时,带钢先进入导卫1,然后经过刮水板2,最后是相对设置的两个工作辊3的辊缝,由于带钢来料时带头上翘可能会插入该间隙中,导致生产异常,因此该间隙必须小于标准距离15mm,每次更换工作辊时,必须测量。
3.现有的测量方式是:更换粗轧机的工作辊时,上工作辊装入,下工作辊抽出,这样可以腾出下部空间,工作人员进入设备内部卡尺测量,此方法测量精度准,耗费时间长,人员进入设备内部存在较大安全隐患。
4.因此,亟需一种安全快速的测量装置。
技术实现要素:
5.为解决上述技术问题,本实用新型提供一种间隙测量装置,以解决现有测量方式有安全隐患,效率低的技术问题。
6.本实用新型的技术方案为:
7.本实用新型提供了一种间隙测量装置,用于测量导卫与刮水板间的间隙,所述装置包括:
8.支撑臂;
9.标准块,所述标准块包括测量部和连接部,所述测量部通过连接部连接在所述支撑臂的一端,所述测量部具有测量面,所述测量面的长度方向和所述支撑臂的长度方向垂直,测量面的长度方向的尺寸为所述导卫和所述刮水板之间的标准距离;
10.所述测量部的长度方向与所述测量面的长度方向垂直。
11.进一步地,所述测量面为矩形,所述矩形的一个边的长度为所述导卫和所述刮水板之间的标准距离。
12.进一步地,所述支撑臂的长度方向与所述测量部的长度方向垂直。
13.进一步地,所述支撑臂的长度大于所述导卫的宽度。
14.进一步地,所述测量部通过可拆卸地连接在所述连接部上。
15.进一步地,所述测量部通过螺栓连接在所述连接部上。
16.进一步地,所述连接部通过焊接与所述支撑臂的一端连接。
17.进一步地,所述支撑臂为中空的圆柱形。
18.进一步地,所述圆柱形的底圆外径为25-30mm。
19.进一步地,所述支撑臂的另一端设置有扶手。
20.本实用新型的有益效果至少包括:
21.本实用新型所提供了一种间隙测量装置,用于测量导卫与刮水板间的间隙,该装置包括支撑臂和标准块,其中,标准块包括测量部和连接部,测量部通过连接部连接在支撑臂的一端,测量部具有测量面,测量面的长度方向与支撑臂的长度方向垂直,测量面的长度方向的尺寸为导卫和刮水板之间的标准距离,测量部的长度方向与测量面的长度方向垂直。当需要测量导卫和刮水板之间的距离时,将粗轧机停机,手持支撑臂的另一端,使标准块穿过相对设置的工作辊之间的间隙,并使标准块的测量部进入到导卫和刮水板的间隙中,其中,由于测量块的测量面长度方向的尺寸为导卫和刮水板之间的标准距离,如果标准块的测量部可以塞入该间隙中,表示导卫和刮水板之间的间隙大于测量面长度方向的尺寸,那么该间隙就大于标准距离,不满足标准要求,此时,应更换刮水板对应的工作辊,或者处理导卫,亦或者调整刮水板;如果标准块的测量部不可以塞入该间隙中,表示导卫和刮水板之间的间隙小于测量面中长度方向的尺寸,那么该间隙就小于标准距离,符合要求。该装置无需测量人员进入设备内部进行间隙测量,利用了上下的工作辊之间的间隙来完成测量,保证了人员的人身安全,并且操作简便,上手容易,间隙是否满足要求直接明了,具有良好的测量精度;且测量过程中无需抽出下工作辊,因此节约时间,效率高。
附图说明
22.图1为导卫和刮水板的结构示意图;
23.图2为本实施例的一种间隙测量装置的主视图;
24.图3为图2中的俯视图。
25.附图标记说明:1-导卫,2-刮水板,3-工作辊,4-支撑臂,5-标准块,501-测量部,502-连接部。
具体实施方式
26.为了使本技术所属技术领域中的技术人员更清楚地理解本技术,下面结合附图,通过具体实施例对本技术技术方案作详细描述。
27.图2为本实施例的一种间隙测量装置的主视图,图3为图2的俯视图,结合图2以及图3,本实用新型实施例提供了一种间隙测量装置,用于测量导卫与刮水板间的间隙,该装置包括支撑臂4和标准块5。
28.其中,标准块包括测量部501和连接部502,测量部501通过连接部502连接在支撑臂4的一端,测量部具有测量面,测量面的长度方向和支撑臂4的长度方向垂直,测量面的长度方向的尺寸为导卫1和刮水板2之间的标准距离;测量部501的长度方向与测量面的长度方向垂直。
29.当需要测量导卫1和刮水板2之间的距离时,将粗轧机停机,手持支撑臂4的另一端,使标准块5穿过相对设置的工作辊之间的间隙,并使标准块5的测量部501进入到导卫和刮水板的间隙中,连接部502在该间隙的下方,由于测量块201的测量面在长度方向的尺寸为导卫1和刮水板2之间的标准距离,如果标准块5的测量部501可以塞入该间隙中,表示导卫1和刮水板2之间的间隙大于测量面的长度方向的尺寸,那么该间隙就大于标准距离,不
满足标准要求,此时,应更换刮水板2对应的工作辊3,或者处理导卫1,亦或者调整刮水板2;如果标准块5的测量部501 不可以塞入该间隙中,表示导卫1和刮水板2之间的间隙小于测量面长度方向的尺寸,那么该间隙就小于标准距离,符合要求。该装置无需测量人员进入设备内部进行间隙测量,利用了上下的工作辊之间的间隙来完成测量,保证了人员的人身安全,并且操作简便,上手容易,间隙是否满足要求直接明了,具有良好的测量精度;且测量过程中无需抽出下工作辊,因此节约时间,效率高。
30.上述的标准距离可以是背景技术中所述的15mm,也可以是其他实施标准的距离,该标准距离要根据粗轧现场的实际要求灵活调整,在此不作具体限度。
31.进一步地,结合图2以及图3,在本实施例中,测量面可以为矩形,矩形的一个变的长度为导卫1和刮水板2之间的标准距离,优选地,测量面可以为正方形,正方形的边长为该标准距离。另外,测量面还可以是圆形,当测量面是圆形时,圆形的直径为标准距离。当然,测量面还可以是正六边形,此时测量面的长度方向的尺寸是指正六边形中相对设置的两个边之间的距离;测量面还可以是正五边形,测试测量面的长度方向的尺寸是其中一个边与相对设置的顶点之间的距离;测量面长度方向的尺寸可以理解成测量面从一侧到另一侧中最长的一个距离。
32.进一步地,结合图2,在本实施例中,支撑臂4的长度方向可以与测量部501的长度方向垂直。
33.为了测量在工作辊中心轴方向的所有间隙位置的距离,在本实施例中,支撑臂4的长度可以大于导卫的宽度。
34.为了适应不同标准距离要求,在本实施例中,测量部501可拆卸地连接在连接部上,这样当需要测量其他标准距离要求的导卫1和刮水板2间隙时,可以只更换测量部501即可。
35.具体地,测量部501可以通过螺栓连接在连接部502上。
36.更具体地,连接部502可以通过焊接与支撑臂4的一端连接。
37.为了减轻该装置的重量,易于操作,在本实施例中,支撑臂4可以为中空的圆柱形。
38.进一步地,由于上下两个工作辊之间的间隙较小,因此,在本实施例中,圆柱形的底圆的外径可以为25-30mm,该外径范围可以根据粗轧机的两个工作辊之间的距离灵活调整,以易于操作为宜。
39.具体地,为了便于拿取和手扶测量,在本实施例中,支撑臂4的另一端可以设置有扶手。
40.还需要说明单是,测量块2的测量部501和连接部502可以是一体的结构,其材质可以选用q235b,对于目前的粗轧机,测量块2的推荐尺寸为15mm
×
15mm
×
60mm;测量臂1 可以采用轻型钢管,对于目前的粗轧机,测量臂1的推荐尺寸为φ30mm
×
3000mm。
41.本实用新型可以在停机不抽出下工作辊的工况下就可以测量间隙,无需测量人员进入设备内部,保证了人员的人身安全;测量人员操作简便,上手容易,间隙是否满足标准直接明了,提高了测量精度;同时本实用新型实施例使用装置结构简单,热轧区域的技术操作人员能快速理解,便于推广应用。
42.尽管已描述了本技术的优选实施例,但本领域内的普通技术人员一旦得知了基本创造性概念,则可对这些实施例作出另外的变更和修改。所以,所附权利要求意欲解释为包
括优选实施例以及落入本技术范围的所有变更和修改。
43.显然,本领域的技术人员可以对本技术进行各种改动和变型而不脱离本技术的精神和范围。这样,倘若本技术的这些修改和变型属于本技术权利要求及其等同技术的范围之内,则本技术也意图包含这些改动和变型在内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1