一种3D钢片自动化检测机的制作方法
一种3d钢片自动化检测机
技术领域
1.本实用新型涉及3d钢片加工技术领域,具体为一种3d钢片自动化检测机。
背景技术:
2.在3d钢片加工过程中,为了确保3d钢片的合格率,需要通过ccd相机对钢片便面进行拍摄,拍摄后的画面传输至控制机柜,并通过机柜内搭载的深度学习模块进行合格比对检测,以便于将不合格的3d钢片挑出,目前3d钢片在检测前,不能对钢片表面的加工碎屑进行清理,影响对比检测结果的准确性,且现有的检测机不能快速的对3d钢片多面进行对比检测,使得检测效率低。
技术实现要素:
3.针对现有技术的不足,本实用新型提供了一种3d钢片自动化检测机,解决了上述背景中的问题。
4.为实现以上目的,本实用新型通过以下技术方案予以实现:一种3d钢片自动化检测机,包括检测机本体,所述检测机本体内侧一端对称安装有翘板,所述检测机本体的内部两侧位于两个所述翘板之间均设置有第一安装板,两个所述第一安装板之间设置有两个安装杆,其中一个所述第一安装板的一侧面位于两个所述安装杆之间安装有第二电机,所述第二电机的输出端安装有齿轮,所述安装杆的外表面中部设置有软毛刷,所述安装杆的外表面一端位于与齿轮相对应处设置有齿牙;
5.在所述检测机本体的上表面中部安装有第一安装架板,且第一安装架板的一侧面安装有第一电动推杆,且第一电动推杆的伸缩端安装有第二安装板,所述第二安装板的上表面中部安装有第二电动推杆,且第二电动推杆的伸缩端安装有第二安装架板,所述第二安装架板的两侧面下端均安装有第三电动推杆,且第三电动推杆的伸缩端设置有安装盒,所述安装盒的一侧面安装有第三电机,且第三电机的输出端安装有夹持板。
6.作为本实用新型进一步的技术方案,所述检测机本体的内侧位于翘板的下方安装有输送带,所述翘板的下端与输送带上表面相贴合。
7.作为本实用新型进一步的技术方案,所述齿牙与第二电机相适配,所述第二电机与安装杆为齿合连接,所述安装杆与第一安装板为转动连接。
8.作为本实用新型进一步的技术方案,所述第二安装架板为凵形,所述第一安装架板的另一侧面安装有控制箱。
9.作为本实用新型进一步的技术方案,所述第一安装架板的内侧顶端中部安装有检测传感器,所述输送带的外表面放置有3d钢片。
10.作为本实用新型进一步的技术方案,所述检测机本体的一侧面位于与输送带的一端相对应处安装有第一电机,所述第一安装架板内部一侧下单安装有ccd探头。
11.有益效果
12.本实用新型提供了一种3d钢片自动化检测机。与现有技术相比具备以下有益效
果:
13.1、一种3d钢片自动化检测机,在使用时,将加工好的3d钢片放于输送带的外表面处,由控制箱控制第一电机转动,带动输送带对3d钢片进行输送,当3d钢片输送至翘板处时,3d钢片沿一侧翘板向上,并由两个软毛刷之间通过,同时,控制第二电机转动,带动齿轮与安装杆齿合转动,进而带动软毛刷对3d钢片的上下表面的加工碎屑进行清理,避免碎屑影响检测结果的准确性。
14.2、一种3d钢片自动化检测机,当3d钢片输送至检测传感器下方时,由检测传感器进行感应后,反馈至控制箱,由控制箱使得第一电机停止转动,同时,控制第一电动推杆伸出,带动第二安装板和第二安装架板一端至3d钢片上方,然后,控制第二电动推杆伸出,带动第二安装架板向下,使得夹持板位于与3d钢片相同高度处,然后,控制两个第三电动推杆伸出,通过两个夹持板对3d钢片进行夹持,夹持完成后,控制第二电动推杆收缩,使得3d钢片与输送带表面分离,再控制第三电机转动,带动夹持板和3d钢片转动,同时,由ccd探头对3d钢片表面进行拍摄,拍摄后的画面传输至控制箱处,并由控制箱内的深度学习模块进行分析处理,当分析完成后的3d钢片为合格产品时,由控制箱控制第二电动推杆伸出,将3d钢片放于输送带处,并继续对3d钢片进行传送,同时,控制第一电动推杆收缩,使得第二安装板和第二安装架板位于原位置,方便下一步骤的实施,当分析完成后的3d钢片为不合格产品时,由控制箱控制第一电动推杆收缩,使得第二安装板和第二安装架板移动至输送带的一边缘处,并将3d钢片放于输送带的边缘处,方便后续对不合格的3d钢片进行挑出。
附图说明
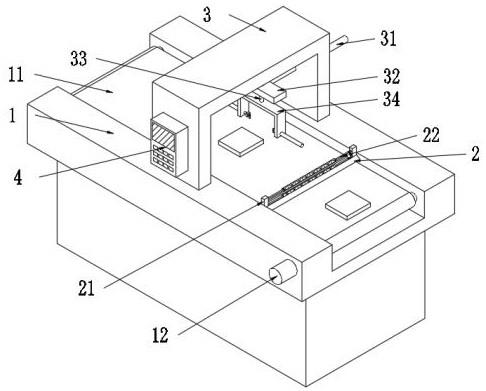
15.图1为一种3d钢片自动化检测机的第一视角结构示意图;
16.图2为一种3d钢片自动化检测机中第二安装架板处的结构示意图;
17.图3为一种3d钢片自动化检测机中翘板处的结构示意图;
18.图4为一种3d钢片自动化检测机的第二视角结构示意图。
19.图中:1、检测机本体;11、输送带;12、第一电机;2、翘板;21、第一安装板;22、安装杆;23、软毛刷;24、齿牙;25、第二电机;26、齿轮;3、第一安装架板;31、第一电动推杆;32、第二安装板;33、第二电动推杆;34、第二安装架板;35、第三电动推杆;36、安装盒;37、第三电机;38、夹持板;4、控制箱;5、检测传感器;6、ccd探头。
具体实施方式
20.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
21.请参阅图1-4,本实用新型提供一种3d钢片自动化检测机技术方案:一种3d钢片自动化检测机,包括检测机本体1,检测机本体1内侧一端对称安装有翘板2,检测机本体1的内部两侧位于两个翘板2之间均设置有第一安装板21,两个第一安装板21之间设置有两个安装杆22,其中一个第一安装板21的一侧面位于两个安装杆22之间安装有第二电机25,第二电机25的输出端安装有齿轮26,安装杆22的外表面中部设置有软毛刷23,安装杆22的外表
面一端位于与齿轮26相对应处设置有齿牙24;
22.在检测机本体1的上表面中部安装有第一安装架板3,且第一安装架板3的一侧面安装有第一电动推杆31,且第一电动推杆31的伸缩端安装有第二安装板32,第二安装板32的上表面中部安装有第二电动推杆33,且第二电动推杆33的伸缩端安装有第二安装架板34,第二安装架板34的两侧面下端均安装有第三电动推杆35,且第三电动推杆35的伸缩端设置有安装盒36,安装盒36的一侧面安装有第三电机37,且第三电机37的输出端安装有夹持板38。
23.检测机本体1的内侧位于翘板2的下方安装有输送带11,翘板2的下端与输送带11上表面相贴合,检测机本体1的一侧面位于与输送带11的一端相对应处安装有第一电机12,第一安装架板3内部一侧下单安装有ccd探头6,在使用时,将加工好的3d钢片放于输送带11的外表面处,由控制箱4控制第一电机12转动,带动输送带11对3d钢片进行输送,当3d钢片输送至翘板2处时,3d钢片沿一侧翘板2向上,并由两个软毛刷23之间通过,同时,控制第二电机25转动,带动齿轮26与安装杆22齿合转动,进而带动软毛刷23对3d钢片的上下表面的加工碎屑进行清理,避免碎屑影响检测结果的准确性。
24.齿牙24与第二电机25相适配,第二电机25与安装杆22为齿合连接,安装杆22与第一安装板21为转动连接,第二安装架板34为凵形,第一安装架板3的另一侧面安装有控制箱4,第一安装架板3的内侧顶端中部安装有检测传感器5,输送带11的外表面放置有3d钢片,当3d钢片输送至检测传感器5下方时,由检测传感器5进行感应后,反馈至控制箱4,由控制箱4使得第一电机12停止转动,同时,控制第一电动推杆31伸出,带动第二安装板32和第二安装架板34一端至3d钢片上方,然后,控制第二电动推杆33伸出,带动第二安装架板34向下,使得夹持板38位于与3d钢片相同高度处,然后,控制两个第三电动推杆35伸出,通过两个夹持板38对3d钢片进行夹持,夹持完成后,控制第二电动推杆33收缩,使得3d钢片与输送带11表面分离,再控制第三电机37转动,带动夹持板38和3d钢片转动,同时,由ccd探头6对3d钢片表面进行拍摄,拍摄后的画面传输至控制箱4处,并由控制箱4内的深度学习模块进行分析处理,当分析完成后的3d钢片为合格产品时,由控制箱4控制第二电动推杆33伸出,将3d钢片放于输送带11处,并继续对3d钢片进行传送,同时,控制第一电动推杆31收缩,使得第二安装板32和第二安装架板34位于原位置,方便下一步骤的实施,当分析完成后的3d钢片为不合格产品时,由控制箱4控制第一电动推杆31收缩,使得第二安装板32和第二安装架板34移动至输送带11的一边缘处,并将3d钢片放于输送带11的边缘处,方便后续对不合格的3d钢片进行挑出。
25.本实用新型的工作原理:在使用时,将加工好的3d钢片放于输送带11的外表面处,由控制箱4控制第一电机12转动,带动输送带11对3d钢片进行输送,当3d钢片输送至翘板2处时,3d钢片沿一侧翘板2向上,并由两个软毛刷23之间通过,同时,控制第二电机25转动,带动齿轮26与安装杆22齿合转动,进而带动软毛刷23对3d钢片的上下表面的加工碎屑进行清理,避免碎屑影响检测结果的准确性;
26.当3d钢片输送至检测传感器5下方时,由检测传感器5进行感应后,反馈至控制箱4,由控制箱4使得第一电机12停止转动,同时,控制第一电动推杆31伸出,带动第二安装板32和第二安装架板34一端至3d钢片上方,然后,控制第二电动推杆33伸出,带动第二安装架板34向下,使得夹持板38位于与3d钢片相同高度处,然后,控制两个第三电动推杆35伸出,
通过两个夹持板38对3d钢片进行夹持,夹持完成后,控制第二电动推杆33收缩,使得3d钢片与输送带11表面分离,再控制第三电机37转动,带动夹持板38和3d钢片转动,同时,由ccd探头6对3d钢片表面进行拍摄,拍摄后的画面传输至控制箱4处,并由控制箱4内的深度学习模块进行分析处理,当分析完成后的3d钢片为合格产品时,由控制箱4控制第二电动推杆33伸出,将3d钢片放于输送带11处,并继续对3d钢片进行传送,同时,控制第一电动推杆31收缩,使得第二安装板32和第二安装架板34位于原位置,方便下一步骤的实施,当分析完成后的3d钢片为不合格产品时,由控制箱4控制第一电动推杆31收缩,使得第二安装板32和第二安装架板34移动至输送带11的一边缘处,并将3d钢片放于输送带11的边缘处,方便后续对不合格的3d钢片进行挑出。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1