螺栓固定扭矩确定方法与流程
1.本发明涉及一种螺栓固定扭矩确定方法,更具体地,涉及一种能够准确地确定螺栓固定扭矩以提高螺栓质量的螺栓固定扭矩确定方法。
背景技术:
2.二次电池(在下文中称为“电池”)在诸如电动汽车和能量储存系统的大型装置以及诸如智能手机、笔记本电脑和平板电脑等便携式电子装置的各个领域中用作能源。在这些领域中,在近来大量使用电池的诸如电动汽车和智能网系统的领域中,存在许多需要大容量的情况。
3.为了增加电池的容量,具有增加电池单体自身的容量的方法,但在这种情况下,增加容量的效果并不大,电池尺寸的扩展在物理上受到限制,并且管理不便。因此,已经使用了多个电池单体被电连接的中型或大型电池组。
4.这种电池组可以包括与电池组壳体分离并且能够保护多个电池单体免受外部冲击的外壳,并且该电池组壳体可以固定到外壳的内侧。
5.在现有技术中,电池组壳体以使用扭矩扳手、螺母扳手等的螺栓紧固(在下文中称为“螺栓固定”)方法固定到外壳。在此,在一定的扭矩区域(在下文中称为“紧固扭矩区域”)内任意地选择螺栓固定时施加于螺栓的螺栓固定扭矩通常小于断裂扭矩。在此,螺栓固定扭矩的选择取决于作业者的经验。
6.然而,在该方法中,随着断裂扭矩增大,紧固扭矩区域内的扭矩偏差也增大。即,由于随着断裂扭矩增大,作业者的选择变大,因此作业者难以凭经验确定螺栓紧固扭矩。
7.此外,螺栓固定所需的紧固力根据诸如螺栓、外壳和电池组壳体的尺寸精度、表面粗糙度和润滑状态的螺栓固定条件可能会变化。然而,作业者难以在多次进行螺栓固定的同时每次都准确地考虑上述条件,因此,即使用根据经验确定的螺栓固定扭矩来紧固螺栓,作业者也无法获得所需的断裂扭矩。断裂扭矩。即,在螺栓固定时,紧固可能被不足或过度地执行,因此螺栓固定的质量等级不一致。
8.本发明的背景技术在以下专利文献中公开。
9.(专利文献1)kr 10-2020-0092783 a
10.(专利文献2)jp 2009-274152 a
技术实现要素:
11.技术问题
12.本发明提供一种能够准确地确定螺栓固定扭矩以提高螺栓固定质量的螺栓固定扭矩确定方法。
13.技术方案
14.根据本发明示例性实施例的螺栓固定扭矩确定方法包括:准备工序,准备待螺栓固定的对象的样品和螺栓的样品;样品断裂扭矩获取工序,测量并获取当对象和螺栓的样
品被螺栓固定时对象和螺栓的样品中的至少一个断裂的样品断裂扭矩;有效紧固扭矩区域确定工序,基于样品断裂扭矩确定执行紧固而不断裂的有效紧固扭矩区域;实验扭矩选择工序,在有效紧固扭矩区域内选择多个实验扭矩;螺栓紧固角测量工序,根据多个选择的实验扭矩中的每一个对样品进行测试紧固并且测量螺栓紧固角;以及螺栓固定扭矩确定工序,基于多个测量的螺栓紧固角,确定多个实验扭矩中的用于对象与螺栓的螺栓固定的螺栓固定扭矩,其中,在螺栓紧固角测量工序中,从预定的基准时间点到测试紧固结束时的时间点测量每个样品螺栓的旋转角。
15.基准时间点是在测试紧固期间施加于样品螺栓的力增大并超过与实验扭矩的下限的特定百分比(%)相对应的扭矩时的时间点。
16.基准时间点是在所述测试紧固的期间施加于样品螺栓的力增大并超过实验扭矩的下限的40%时的时间点。
17.基准时间点是在该测试紧固期间施加于样品螺栓的力从旋转力转变为紧固力时的时间点。
18.基准时间点是在该测试紧固期间螺栓固定设备的电流值和每分钟转数急剧变化时的时间点,其中,螺栓固定设备使样品螺栓旋转,从而将样品螺栓螺栓固定至样品对象。
19.基准时间点是在该测试紧固期间样品螺栓的头部与样品对象接触时的时间点。
20.在有效紧固扭矩区域确定工序中,当小于样品断裂扭矩的第一扭矩被设定为下限,并且第一扭矩与样品断裂扭矩之间的第二扭矩被设定为上限时,第一扭矩至第二扭矩的范围被确定为有效紧固扭矩区域。
21.在有效紧固扭矩区域确定工序中,将样品断裂扭矩的60%至80%的范围确定为有效紧固扭矩区域。
22.在实验扭矩选择工序中,将两个连续的实验扭矩之差设定为一定大小,并且在有效紧固扭矩区域内按顺序选择多个实验扭矩。
23.多个实验扭矩包括有效紧固扭矩区域的下限或上限中的至少一个。
24.螺栓紧固角测量工序包括:实验扭矩分配工序,其中将多个实验扭矩分别分配给对样品执行测试紧固的多个螺栓固定设备;以及样品螺栓固定工序,其中通过被分配实验扭矩的多个螺栓固定设备将样品螺栓分别螺栓固定到样品对象,其中在样品螺栓固定工序中测量每个样品螺栓的旋转角。
25.螺栓紧固角测量工序包括:实验扭矩分配工序,其中将多个实验扭矩中的最低值到最高值或最高值到最低值按顺序分配给对样品执行测试紧固的螺栓固定设备;以及样品螺栓固定工序,其中通过螺栓固定设备按照实验扭矩被分配的顺序将多个样品螺栓分别螺栓固定到多个样品对象,其中,在样品螺栓固定工序中测量每个样品螺栓的旋转角。
26.螺栓固定扭矩确定工序包括:螺栓紧固角筛选工序,其中将测量的螺栓紧固角与预定的基准螺栓角进行比较,以筛选出小于基准螺栓角的螺栓紧固角;以及实验扭矩筛选工序,其中当存在一个筛选出的螺栓紧固角时,在测量相应的螺栓紧固角的测试紧固中的实验扭矩被筛选出,或者当存在多个筛选出的螺栓紧固角时,计算其的平均值,检查相对于平均值的标准偏差小于3的最小螺栓紧固角,并且筛选出测量相应螺栓紧固角的测试紧固中的实验扭矩,其中,在实验扭矩筛选工序中筛选出的实验扭矩被确定为螺栓固定扭矩。
27.基准螺栓角为30度。
28.有益效果
29.根据本发明的示例性实施例,根据在紧固扭矩区域内选择出的多个实验扭矩执行测试紧固,并且其结果用于最终确定螺栓固定扭矩,因此,可以确定反映待螺栓固定的对象与螺栓之间的材料的偏差的准确的螺栓固定扭矩。
30.因此,由于作业者在紧固扭矩区域内任意且直接地确定螺栓固定扭矩,因此,与仅将断裂扭矩反映到螺栓固定扭矩中的现有技术相比,可以准确地确定螺栓固定扭矩。因此,当对对象和螺栓执行螺栓固定时,可以提供充分的紧固力以紧固螺栓。因此,可以防止螺栓被过松地紧固和过度地紧固,并且可以均匀地保持螺栓固定的质量等级。
附图说明
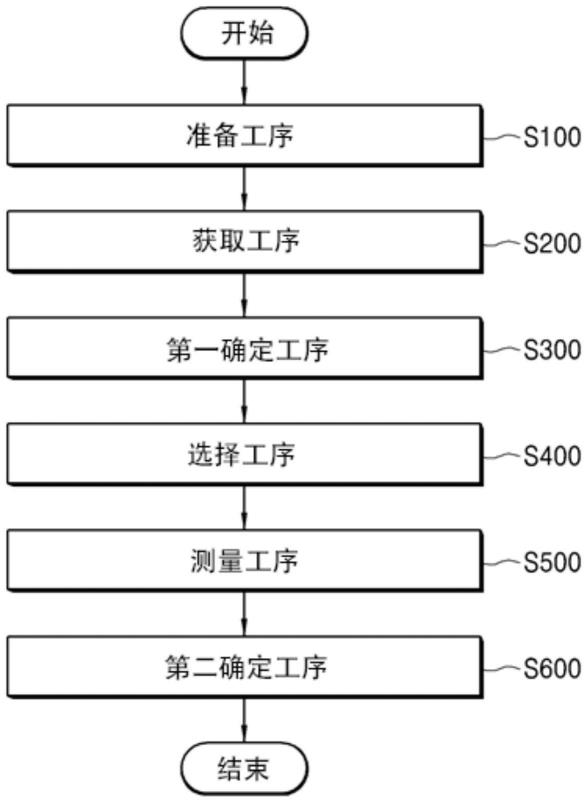
31.图1是示意性地示出根据本发明的实施例的螺栓固定扭矩确定方法的流程图。
32.图2是用于说明根据本发明的实施例的螺栓紧固角、实验扭矩以及基准时间点的概念图。
33.图3是用于说明根据本发明的实施例的测量工序的示意图。
具体实施方式
34.在下文中,将参照附图详细描述本发明的实施例。然而,本发明可以以不同的形式实施并且不应被解释为限于本文所阐述的实施例。相反,提供本发明的实施例是为了使本公开透彻和完整,并将本发明的范围完整地传达给本领域技术人员。为了描述本发明的实施例,附图可能被夸大地示出,与描述无关的部分将在附图中省略,并且附图中相同的附图标记指代相同的元件。
35.在下文中,将参照附图描述本发明的实施例。
36.1.根据本发明的实施例的螺栓固定扭矩确定方法
37.图1是示意性地示出根据本发明的实施例的螺栓固定扭矩确定方法的流程图。图2是用于说明根据本发明的实施例的螺栓紧固角、实验扭矩以及基准时间点的概念图。图3的(a)至(c)是用于说明根据本发明的实施例的测量工序的示意图。
38.将参照图1至图3详细描述根据本发明的实施例的螺栓固定扭矩确定方法。
39.参照图1,根据本发明的实施例的螺栓固定扭矩确定方法可以包括以下工序。
40.1.1.准备工序(s100)
41.准备工序(s100)是准备待螺栓固定的对象的样品和螺栓的样品的工序。在此,样品可以包括多个样品对象10和多个样品螺栓20。多个样品对象10和多个样品螺栓20的数量可以基于稍后将要描述的测试紧固的次数来准备。也就是说,当执行3次测试紧固时,可以准备三个样品对象10和三个样品螺栓20。
42.当然,样品对象10和样品螺栓20的数量中的每一个可以大于测试紧固的次数。例如,即使执行3次测试紧固,也可以对稍后将描述的获取工序分别准备3个以上的样品对象10和3个以上的样品螺栓20。
43.参照图3,样品对象10可以是具有与待螺栓固定的对象(未示出)相同材料和相同厚度的特定板构件。例如,每个样品对象10可以包括下板11和上板12。下板11和上板12垂直地堆叠,并且紧固孔形成为在上下方向上贯穿这些板。
44.待螺栓固定的对象可以是电池组。下板11可以包括电池组壳体的材料并且可以具有与电池组壳体相同的厚度。此外,上板12可以包括外壳的材料并且可以具有与外壳相同的厚度。当然,除了电池组壳体之外,还可以改变待螺栓固定的对象的类型,因此,下板11和上板12的材料和厚度也可以改变。
45.样品螺栓20可以是与在制造电池组时用于组装电池组壳体和外壳的螺栓相同类型的螺栓。每个样品螺栓20可以包括头部21和螺丝部22。头部21可以在上下方向上延伸,并且可以具有形成为螺母形状的上部或者可以具有形成在顶表面中的驱动槽以连接到螺栓固定设备(未显示),所述螺栓设备将实际进行样品的测试紧固以及对象和螺栓的螺栓固定操作。螺丝部22可以形成为圆杆状并且从头部21向下延伸,并且可以在其外周表面上形成螺纹。当然,样品螺栓20可以具有各种结构。
46.螺栓固定设备可以使用例如电动工具,诸如螺母扳手和扭矩扳手。当被输入螺栓固定扭矩时,螺栓固定设备可以以螺栓固定扭矩使样品螺栓20和螺栓轴向旋转,从而将样品螺栓20和螺栓紧固至样品对象10和对象。此外,螺栓固定设备可以设置有电子角度计。当样品螺栓20和螺栓轴向旋转并且被紧固时,螺栓固定设备可以使用电子角度计测量样品螺栓20和实际螺栓从期望的时间点直至完成螺栓固定时的旋转角(以下称为“螺栓紧固角”),然后通过屏幕将旋转角提供给作业者。当然,螺栓固定设备可以具有各种结构和方法。
47.1.2.样品断裂扭矩获取工序(s200)
48.参照图1,样品断裂扭矩获取工序(s200)是测量并且获取当对象和螺栓的样品被螺栓固定时对象和螺栓的样品中的至少一个断裂的样品断裂扭矩的工序。即,样品断裂扭矩可以是当通过向样品螺栓20施加扭矩将样品对象10与样品螺栓20进行螺栓固定时样品对象10和样品螺栓20中的至少一个可能断裂的特定扭矩。例如,样品断裂扭矩可以是在螺栓固定时在样品螺栓20中形成的应力等于样品螺栓20的屈服应力时施加于样品螺栓20的扭矩,或者可以是在螺栓固定时在样品对象10中形成的应力等于样品对象10的屈服应力时施加于样品螺栓20的扭矩。
49.可以通过将样品螺栓20和样品对象10螺栓固定直到这些部件中的一个断裂,当这些部件中的至少一个断裂时从施加于样品螺栓20的扭矩中实验性地获取样品断裂扭矩,或者可以基于样品螺栓20的材料特性和形状以及样品对象10的材料特性和形状理论性地计算出样品断裂扭矩。
50.1.3.有效紧固扭矩区域确定工序(s300)
51.有效紧固扭矩区域确定工序(s300)是基于样品断裂扭矩确定样品被紧固而没有断裂的有效紧固扭矩区域的工序。在该工序中,当小于样品断裂扭矩的第一扭矩被设定为下限并且第一扭矩与样品断裂扭矩之间的第二扭矩被设定为上限时,从第一扭矩到第二扭矩的范围被确定为有效紧固扭矩区域。
52.有效紧固扭矩可以表示施加于螺栓以获得将对象和螺栓彼此固定所需的紧固力的扭矩,并且有效紧固扭矩区域可以表示施加于螺栓以获得将对象和螺栓彼此固定所需的紧固力的扭矩的范围。在此,即使通过使用多个相同的螺栓将多个相同的对象进行螺栓固定,各个螺栓和各个对象的紧固条件(诸如表面粗糙度、尺寸精度和润滑状态)也可能彼此略有不同。
53.因此,即使通过使用相同的工具以相同的扭矩对相同的对象和相同的螺栓进行螺
栓固定时,提供给螺栓固定结果的紧固力也可能彼此不同。因此,在本发明的实施例中,确定了有效紧固扭矩区域,基于该区域执行测试紧固,并且通过利用测试紧固的性能结果来确定螺栓固定扭矩。因此,可以确定一个螺栓固定扭矩,这产生紧固力的最小变化,例如,重复多次螺栓固定时的最佳再现性。即,可以获得这样的螺栓固定扭矩,在其中反映了即使使用相同类型的螺栓和对象的多个螺栓固定操作之间也可能发生的紧固条件的偏差。同时,螺栓固定扭矩可以表现最终用于执行实际对象与实际螺栓之间的螺栓固定的紧固扭矩。
54.将继续描述有效紧固扭矩区域确定工序(s300)。
55.第一扭矩可以是相当于样品断裂扭矩的60%的扭矩,第二扭矩可以是相当于样品断裂扭矩的80%的扭矩,并且样品断裂扭矩的60%至80%的范围可以被确定为有效紧固扭矩区域。也就是说,当样品断裂扭矩为100kgf
·
cm时,有效紧固扭矩区域可以为60至80kgf
·
cm。此外,当样品断裂扭矩为200kgf
·
cm时,有效紧固扭矩区域可以为120至160kgf
·
cm。
56.该有效紧固扭矩区域的范围示出了实验扭矩和断裂扭矩之间的关系以确定螺栓固定扭矩,并且以小于断裂扭矩的扭矩执行螺栓固定,从而稳定地执行螺栓固定。当以远小于断裂扭矩的扭矩执行螺栓固定时,螺栓可能被松弛地紧固。此外,当以非常接近断裂扭矩的扭矩执行螺栓固定时,过度的张力被施加于螺栓,并且螺栓固定部的结构由于外部冲击可能容易变得不稳定。有效紧固扭矩区域的范围可以由作业者凭经验获得。
57.例如,作业者使用各种对象和螺栓重复螺栓固定的同时,以在断裂扭矩的x%至y%范围内选择的一定扭矩下执行螺栓固定。当确认螺栓固定质量优于其他情况时,作业者可以确定在断裂扭矩的x%至y%范围内选择扭矩并以所选择的扭矩执行螺栓固定时可以确保期望的螺栓固定质量。因此,可以将有效紧固扭矩区域确定为样品断裂扭矩的x%至y%的范围。在本发明的实施例中,该有效紧固扭矩区域被确定为样品断裂扭矩的60%至80%的范围。
58.例如,当有效紧固扭矩区域的下限小于样品断裂扭矩的60%时,可以在测试紧固期间以小于样品断裂扭矩的60%的扭矩执行测试紧固。因此,在该测试紧固中,样品对象10与样品螺栓20之间的紧固可能是松弛的。
59.此外,当有效紧固扭矩区域的上限大于样品断裂扭矩的80%时,可以在测试紧固期间以大于样品断裂扭矩的80%的扭矩执行测试紧固。因此,在该测试紧固中,样品螺栓20可能过度地变形,例如伸长,因此紧固部分可能很弱。
60.当然,有效紧固扭矩区域可以从对螺栓和对象的螺栓固定结构进行建模的特定模型中获得。
61.1.4.实验扭矩选择工序(s400)
62.实验扭矩选择工序(400)是在有效紧固扭矩区域内选择多个实验扭矩的工序。该工序可以以将两个连续的实验扭矩之差设定为一定大小并且在有效紧固扭矩区域内按顺序选择多个实验扭矩的方式执行。即,可以在有效紧固扭矩区域内选择多个实验扭矩,使得实验扭矩均匀地分布在有效紧固扭矩区域内。在此,多个实验扭矩可以包括有效紧固扭矩区域的下限或上限中的至少一个。
63.例如,当有效紧固扭矩区域为60kgf
·
cm至80kgf
·
cm时,可以选择60kgf
·
cm、70kgf
·
cm和80kgf
·
cm的扭矩作为实验扭矩。当然,在同一区域内,可以选择60kgf
·
cm、
65kgf
·
cm、70kgf
·
cm、75kgf
·
cm和80kgf
·
cm作为多个实验扭矩。
64.1.5.螺栓紧固角测量工序(s500)
65.螺栓紧固角测量工序(s500)是根据多个实验扭矩中的每一个对样品进行测试紧固并测量螺栓紧固角的工序。参照图2,对每个测试紧固执行螺栓紧固角的测量,并且在紧固开始时对样品螺栓20按顺序施加从0到实验扭矩的扭矩。当经过一定时间后到达预定基准时间点时,可以从预定基准时间点到施加于样品螺栓20的扭矩达到实验扭矩后测试紧固结束时的时间点测量样品螺栓(20)的旋转角(称为“螺栓紧固角”)。
66.1.6.基准时间点的定义和含义
67.在此,可以以如下方式定义基准时间点。
68.参照图2,基准时间点可以定义为在测试紧固期间施加于样品螺栓的力增大并超过与实验扭矩的下限的特定百分比(%)对应的扭矩时的时间点。特别地,基准时间点可以是在测试紧固期间施加于样品螺栓的力增大并超过实验扭矩的下限的40%时的时间点。
69.基准时间点的含义如下。参照图3的(a),基准时间点可以是在测试紧固期间施加于样品螺栓20的力从旋转力fa转变为紧固力fb时的时间点。
70.例如,当测试紧固开始时,扭矩被施加于样品螺栓20,同时扭矩从0增加到实验扭矩。在此,如图3的(a)和(b)所示,样品螺栓20旋转一定角度θa的同时下降,然后插入到样品对象10的孔中。经过一定时间后,头部21与样品对象10进行接触。
71.在此,扭矩可以缓慢变化,直到样品螺栓20的头部21与样品对象10进行接触。即,可以使用仅很小的力使样品螺栓20进入孔中,样品螺栓20可以顺畅地旋转大约360
°
以上的一定角度θa的同时轻微紧固到样品对象10。在此,施加于样品螺栓20的力可以被称为旋转力fa。
72.随后,在样品螺栓20的头部21与样品对象10接触的时间点之后,样品螺栓20被强制旋转,并且样品螺栓20发生弹性变形或塑性变形。因此,当通过牢固地紧固样品螺栓20直到扭矩达到实验扭矩而完成螺栓固定时,可以获得样品螺栓20与样品对象10之间的所需的紧固力。即,如图3的(b)和(c)所示,当用大的力旋转样品螺栓20时,样品螺栓20逐渐旋转一定角度θb的同时被牢固地紧固到样品对象10,可以完成螺栓固定。在此,施加于样品螺栓20的力可以被称为紧固力fb。在此,在图中,l表示变形前的样品螺栓20的长度,l’表示已经弹性变形或塑性变形的样品螺栓20的长度。
73.即,参照以上描述,基准时间点可以是在测试紧固期间样品螺栓20的头部21与样品对象10接触的时间点。此外,换言之,基准时间点可以是在测试紧固期间使样品螺栓20旋转的螺栓固定设备(未示出)的电流值和每分钟的转数急剧变化时的时间点。特别地,在测试紧固期间,基准时间点可以是螺栓固定设备的电流开始急剧增大并且每分钟的转数开始急剧下降时的时间点。
74.同时,在紧固力施加于样品螺栓20的同时样品螺栓20旋转超过30
°
时,样品螺栓和样品对象的螺丝部分可能过度塑化,并且即使样品螺栓20继续旋转,紧固力也可能不会增大。因此,在施加于样品螺栓20的力从旋转力fa转变为紧固力fb时的时间点之后直到完成螺栓固定为止,在测试紧固期间样品螺栓20的旋转角可以为30
°
以下是所期望的。
75.1.7.螺栓紧固角测量工序的详细配置(s500)
76.在下文中,将继续描述螺栓紧固角测量工序(s500)。螺栓紧固角测量工序(s500)
可以包括以下详细工序。
77.a.实验扭矩分配工序
78.首先,可以将多个实验扭矩分别分配给对样品进行测试紧固的多个螺栓固定设备。即,当通过使用多个螺栓固定设备同时进行多个测试紧固实验时,可以将多个实验扭矩分别输入到多个螺栓固定设备。
79.当然,也可以将多个实验扭矩的最低值至最高值或者最高值至最低值按顺序分配给对样品执行测试紧固的螺栓固定设备。在这种情况下,可以通过使用一个螺栓固定设备依次进行多个测试紧固实验。在分配工序之间分别执行稍后描述的螺栓固定工序,因此可以依次执行测试紧固的实验。
80.b.样品螺栓固定工序
81.随后,当同时执行测试紧固的实验时,可以通过被分配实验扭矩的多个螺栓固定设备将样品螺栓20分别螺栓固定到样品对象10。在该工序中可以测量每个样品螺栓20的旋转角。可以使用设置在螺栓固定设备中的角度计来测量样品螺栓20的旋转角。当然,除了以上之外,还可以使用各种工具来测量旋转角。
82.此外,当依次执行测试紧固的实验时,通过螺栓固定设备按照实验扭矩被分配的顺序将多个样品螺栓分别螺栓固定到多个样品对象。在该工序中,可以测量每个样品螺栓的旋转角。
83.例如,当实验扭矩为60kgf
·
cm、70kgf
·
cm和80kgf
·
cm的扭矩时,首先用60kgf
·
cm的扭矩执行样品螺栓20和样品10的测试紧固,并且可以从达到24kgf
·
cm的扭矩的时间点直到测试紧固结束时的时间点测量螺栓紧固角。接着,用70kgf
·
cm的扭矩执行新的样品螺栓20和新的样品对象10的测试紧固,并且可以从达到28kgf
·
cm的扭矩的时间点直到相应测试紧固结束时的时间点测量螺栓紧固角。随后,用80kgf
·
cm的扭矩执行另一样品螺栓20和另一样品对象10的测试紧固,并且可以从达到32kgf
·
cm扭矩的时间点测量螺栓紧固角。
84.1.8.螺栓固定扭矩确定工序(s600)
85.螺栓固定扭矩确定工序(s600)是基于多个测量的螺栓紧固角确定多个实验扭矩中的用于对象和螺栓的螺栓固定的螺栓固定扭矩的工序。通过该工序,可以在有效紧固扭矩区域内确定在螺栓固定的紧固力上具有良好再现性的螺栓固定扭矩。
86.上述的螺栓固定扭矩确定工序(s600)可以包括:螺栓紧固角筛选工序,其中将测量的螺栓紧固角与预定的基准螺栓角进行比较,以筛选出小于基准螺栓角的螺栓紧固角;以及实验扭矩筛选工序,当存在一个筛选出的螺栓紧固角时,筛选出测试相应的螺栓紧固角的测试紧固中的实验扭矩,或者当存在多个筛选出的螺栓紧固角时,计算其平均值,检查相对于平均值的标准偏差小于3的最低螺栓紧固角,并筛选出测量相应的螺栓紧固角的测试紧固中的实验扭矩。
87.在螺栓固定扭矩筛选工序中,预定的基准螺栓角可以是30度。因此,通过该工序,在样品螺栓20和样品对象10的螺丝部分可能过度塑化之前,可以筛选出样品螺栓20的旋转结束的测试紧固。
88.在实验扭矩筛选工序中,可以通过使用与筛选出的测试紧固对应的实验扭矩来获得螺栓固定扭矩。在此,当存在筛选出的测试紧固的一个实验时,将已用于相应测试紧固的
实验扭矩筛选出并确定为螺栓固定扭矩。当存在多个筛选出的实验时,应该在筛选出的测试紧固的多个实验中使用的多个实验扭矩中确定螺栓固定扭矩。为此,计算筛选出的螺栓紧固角的平均值,并计算其相对于平均值的标准偏差。此外,选择标准偏差小于3的螺栓紧固角,并在其中检查具有最低值的螺栓紧固角。相应地,测量经检查的螺栓紧固角的测试紧固中的实验扭矩被筛选出,并且其被确定为螺栓固定扭矩。通过该工序,可以确定要在螺栓固定中使用的准确的螺栓固定扭矩。
89.在确定螺栓固定扭矩时,以螺栓固定扭矩对实际对象和实际螺栓进行螺栓固定的操作可以执行多次,并由此可以制造质量优异的电池组。
90.根据本发明的示例性实施例,可以基于从待螺栓固定的对象的样品和螺栓的样品中获取的断裂扭矩来确定有效紧固扭矩区域。可以在有效紧固扭矩区域内选择多个实验扭矩以分别执行测试紧固,从而测量基准时间点后的螺栓紧固角。多个测量出的螺栓紧固角可以用于最终确定有效紧固扭矩区域内的螺栓固定扭矩。即,在本发明的实施例中,通过这些工序,可以确定准确的螺栓固定扭矩,该螺栓固定扭矩接受了由于待螺栓固定的对象与螺栓之间的材料的偏差引起的螺栓固定条件的变化。
91.本发明的上述实施例用于描述本发明,而不用于限制本发明。需要说明的是,本发明的实施例中公开的配置和方法可以通过结合或交叉来组合和修改成各种形式,并且这些修改的实施例也可以被认为是在本发明的范围内。即,本发明可以在权利要求及其等同的技术构思的范围内以各种形式实施,并且本领域技术人员将理解,在本发明的技术构思的范围内可以做出各种实施例。
92.[附图标记说明]
[0093]
10:样品对象
[0094]
11:下板
[0095]
12:上板
[0096]
20:样品螺栓
[0097]
21:头部
[0098]
22:螺丝部
[0099]
fa:旋转力
[0100]
fb:紧固力
[0101]
l:样品螺栓长度
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1