一种基于机器视觉识别的注塑制品快速检验方法、设备及计算机存储介质与流程
1.本发明涉及注塑制品检测技术领域,涉及到一种基于机器视觉识别的注塑制品快速检验方法、设备及计算机存储介质。
背景技术:
2.注塑制品检验作为手机壳制品成型过程中重要部分,正得到越来越多的手机壳制品注塑生产企业的重视。手机壳制品注塑检验能够提供产品最直观最准确的检验结果,对企业的手机壳制品质量监控具有十分重要的意义。
3.目前,现有的手机壳制品注塑检验方法普遍存在一些不足:
4.现有的手机壳制品注塑检验方式主要采用人工目测的方式,这种检验方式存在劳动成本高、检验标准受主观影响的问题,从而导致手机壳制品检验数据的准确度和可靠度不高,影响企业对手机壳制品的注塑质量监控,进而影响手机壳制品的正常使用性能,导致手机壳制品后期无法正常销售;
5.现有的手机壳制品注塑检验大多依靠人工离线抽样检验手机壳制品的注塑数据,分析手机壳制品的注塑质量符合度,这样不仅存在检验自动化程度低、检验全面性不高的特点,而且严重阻碍注塑产线中手机壳制品的质量检验效率,使得手机壳制品注塑生产企业的经济效益受到影响;
6.为了解决以上问题,现设计一种基于机器视觉识别的注塑制品快速检验方法、设备及计算机存储介质。
技术实现要素:
7.本发明的目的在于提供一种基于机器视觉识别的注塑制品快速检验方法、设备及计算机存储介质,解决了背景技术中存在的问题。
8.为实现上述目的,本发明提供了一种基于机器视觉识别的注塑制品快速检验方法,包括以下步骤:
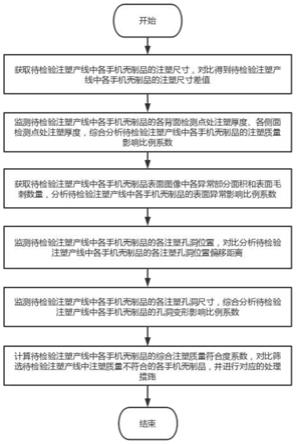
9.获取待检验注塑产线中各手机壳制品的注塑尺寸,对比得到待检验注塑产线中各手机壳制品的注塑尺寸差值;
10.监测待检验注塑产线中各手机壳制品的各背面检测点处注塑厚度、各侧面检测点处注塑厚度,综合分析待检验注塑产线中各手机壳制品的注塑质量影响比例系数;
11.获取待检验注塑产线中各手机壳制品表面图像中各异常部分面积和表面毛刺数量,分析待检验注塑产线中各手机壳制品的表面异常影响比例系数;
12.监测待检验注塑产线中各手机壳制品的各注塑孔洞位置,对比分析待检验注塑产线中各手机壳制品的各注塑孔洞位置偏移距离;
13.监测待检验注塑产线中各手机壳制品的各注塑孔洞尺寸,综合分析待检验注塑产线中各手机壳制品的孔洞变形影响比例系数;
14.计算待检验注塑产线中各手机壳制品的综合注塑质量符合度系数,对比筛选待检验注塑产线中注塑质量不符合的各手机壳制品,并进行对应的处理措施。
15.在一种可能的设计中,所述根据获取待检验注塑产线中各手机壳制品的注塑尺寸,对比得到待检验注塑产线中各手机壳制品的注塑尺寸差值包括:
16.s11、获取待检验注塑产线中各手机壳制品的注塑长度、注塑宽度、注塑高度,将待检验注塑产线中各手机壳制品的注塑长度、注塑宽度、注塑高度分别标记为air1、air2、air3,其中i=1,2,...,n;
17.s12、提取待检验注塑产线中设定手机壳制品对应注塑长度、注塑宽度、注塑高度,将待检验注塑产线中设定手机壳制品对应注塑长度、注塑宽度、注塑高度分别标记为ar
′1、ar
′2、ar
′3;
18.s13、将待检验注塑产线中各手机壳制品的注塑长度、注塑宽度、注塑高度与设定手机壳制品对应注塑尺寸进行对比,得到待检验注塑产线中各手机壳制品的注塑长度差值δair1、注塑宽度差值δair2、注塑高度差值δair3。
19.在一种可能的设计中,所述根据监测待检验注塑产线中各手机壳制品的各背面检测点处注塑厚度、各侧面检测点处注塑厚度,综合分析待检验注塑产线中各手机壳制品的注塑质量影响比例系数,包括如下步骤:
20.s21、将若干检测点随机布设在各手机壳制品的背面区域内,检测待检验注塑产线中各手机壳制品的各背面检测点处注塑厚度,将待检验注塑产线中各手机壳制品的各背面检测点处注塑厚度标记为a
idj
,其中j=1,2,...,m;
21.s22、将待检验注塑产线中各手机壳制品的各背面检测点处注塑厚度a
idj
代入公式得到待检验注塑产线中各手机壳制品的背面平均注塑厚度
22.s23、将若干检测点随机布设在各手机壳制品的侧面区域,检测待检验注塑产线中各手机壳制品的各侧面检测点处注塑厚度,将待检验注塑产线中各手机壳制品的各侧面检测点处注塑厚度标记为a
′
id′f,其中f=1,2,...,v;
23.s24、将待检验注塑产线中各手机壳制品的各侧面检测点处注塑厚度a
′
id′j代入公式得到待检验注塑产线中各手机壳制品的侧面平均注塑厚度
24.s25、将各手机壳制品的注塑长度差值δair1、各手机壳制品的注塑宽度差值δair2、各手机壳制品的注塑高度差值δair3代入公式得到待检验注塑产线中各手机壳制品的注塑质量影响比例系数其中λ1、λ2分别表示为手机壳制品注塑质量的影响因子,a
允
r1、a
允
r2、a
允
r3分别表示手机壳制品注塑长度、注塑宽度、注塑高度对应的允许误差值,d
设
、d
′
设
分别表示为手机壳制品的背面设定注塑厚度、侧面设定注塑厚度。
25.在一种可能的设计中,所述待检验注塑产线中各手机壳制品的表面异常影响比例系数分析方式为:
26.s31、对待检验注塑产线中各手机壳制品表面进行全方位扫描,采集待检验注塑产
线中各手机壳制品的表面图像;
27.s32、获取待检验注塑产线中各手机壳制品表面图像内各异常部分面积,将待检验注塑产线中各手机壳制品表面图像内各异常部分面积标记为s
ibu
,其中u=1,2,...,g;
28.s33、获取待检验注塑产线中各手机壳制品表面图像内表面毛刺数量,将待检验注塑产线中各手机壳制品表面图像内表面毛刺数量标记为k
ib′
;
29.s34、将待检验注塑产线中各手机壳制品表面图像内各异常部分面积s
ibu
、待检验注塑产线中各手机壳制品表面图像内表面毛刺数量k
ib′
代入公式得到待检验注塑产线中各手机壳制品的表面异常影响比例系数其中μ表示为手机壳制品表面毛刺的异常影响系数,γu表示为手机壳表面中各异常部分对应的修正影响因子,s
标
表示为手机壳制品的标准表面图像面积。
30.在一种可能的设计中,所述各异常部分面积分别包括凹痕部分面积、划痕部分面积、折痕部分面积、水波纹部分面积、裂纹部分面积、翘曲部分面积、气泡部分面积和鼓包部分面积。
31.在一种可能的设计中,所述在监测待检验注塑产线中各手机壳制品的各注塑孔洞位置的步骤之后,包括:
32.s41、获取待检验注塑产线中各手机壳制品的各注塑孔洞位置坐标,将待检验注塑产线中各手机壳制品的各注塑孔洞位置坐标标记为w
icp
,其中p=1,2,...,q;
33.s42、提取待检验注塑产线中设定手机壳制品的各孔洞标准位置坐标,将待检验注塑产线中设定手机壳制品的各孔洞标准位置坐标标记为w
′c′
p
;
34.s43、通过空间坐标间距计算公式得到待检验注塑产线中各手机壳制品的各注塑孔洞位置偏移距离,并将待检验注塑产线中各手机壳制品的各注塑孔洞位置偏移距离标记为l
icp
。
35.在一种可能的设计中,所述根据监测待检验注塑产线中各手机壳制品的各注塑孔洞尺寸,综合分析待检验注塑产线中各手机壳制品的孔洞变形影响比例系数包括:
36.s51、监测待检验注塑产线中各手机壳制品的各注塑孔洞尺寸,将待检验注塑产线中各手机壳制品的各注塑孔洞尺寸标记为δ
icp
;
37.s52、将待检验注塑产线中各手机壳制品的各注塑孔洞尺寸与设定手机壳中对应注塑孔洞的标准尺寸进行对比,得到待检验注塑产线中各手机壳制品的各注塑孔洞尺寸差值,将待检验注塑产线中各手机壳制品的各注塑孔洞尺寸差值标记为δδ
icp
;
38.s53、将检验注塑产线中各手机壳制品的各注塑孔洞位置偏移距离l
icp
、待检验注塑产线中各手机壳制品的各注塑孔洞尺寸差值δδ
icp
代入公式得到待检验注塑产线中各手机壳制品的孔洞变形影响比例系数其中ε
l
、ε
δ
分别表示为手机壳中孔洞注塑位置、孔洞注塑尺寸对应的变形影响权重系数,l
设
表示为设定的孔洞注塑位置偏移允许误差,δ
标cp
表示为设定手机壳中各注塑孔洞的标准尺寸。
39.在一种可能的设计中,所述待检验注塑产线中各手机壳制品的综合注塑质量符合度系数计算方式如下:
40.将待检验注塑产线中各手机壳制品的注塑质量影响比例系数待检验注塑产线中各手机壳制品的表面异常影响比例系数待检验注塑产线中各手机壳制品的孔洞变形影响比例系数代入公式得到待检验注塑产线中各手机壳制品的综合注塑质量符合度系数,其中η1、η2、η3分别表示为手机壳制品注塑质量符合度的影响权重系数。
41.本发明还提供了一种设备,包括处理器,以及与处理器连接的内存和网络接口;所述网络接口与服务器中的非易失性存储器连接;所述处理器在运行时通过所述网络接口从所述非易失性存储器中调取计算机程序,并通过所述内存运行所述计算机程序,以执行上述本发明所述的一种基于机器视觉识别的注塑制品快速检验方法。
42.本发明还提供了一种计算机存储介质,包括存储器和处理器;
43.所述存储器用于存储计算机程序;
44.所述处理器用于执行所述存储器中存储的计算机程序;
45.所述计算机程序用于执行上述本发明所述的一种基于机器视觉识别的注塑制品快速检验方法。
46.相对于现有技术,本发明所述的一种基于机器视觉识别的注塑制品快速检验方法、设备及计算机存储介质具有以下有益效果:
47.本发明提供的一种基于机器视觉识别的注塑制品快速检验方法、设备及计算机存储介质,通过获取待检验注塑产线中各手机壳制品的注塑尺寸、各背面检测点处注塑厚度、各侧面检测点处注塑厚度,分析待检验注塑产线中各手机壳制品的注塑质量影响比例系数,为后期分析各手机壳制品的综合注塑质量符合度系数提供可靠的参考数据,提高后期企业对手机壳制品的注塑质量监控,同时获取待检验注塑产线中各手机壳制品表面图像中各异常部分面积和表面毛刺数量,分析待检验注塑产线中各手机壳制品的表面异常影响比例系数,从而避免人工检验劳动成本高、检验标准受主观影响的问题,提高手机壳制品检验数据的准确度和可靠度,并监测待检验注塑产线中各手机壳制品的各注塑孔洞位置偏移距离和各注塑孔洞尺寸,综合分析待检验注塑产线中各手机壳制品的孔洞变形影响比例系数,从而提高手机壳制品注塑质量的检测自动化程度和检测全面性。
48.本发明提供的一种基于机器视觉识别的注塑制品快速检验方法、设备及计算机存储介质,通过计算待检验注塑产线中各手机壳制品的综合注塑质量符合度系数,从而提高注塑产线中手机壳制品的质量检验效率,增加手机壳制品注塑生产企业的经济效益,同时对比筛选待检验注塑产线中注塑质量不符合的各手机壳制品,并进行对应的处理措施,从而使得检验后的手机壳制品满足基本使用性能的需求,为后期手机壳制品的正常销售提供保障。
附图说明
49.为了更清楚地说明本发明实施例的技术方案,下面将对实施例描述所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领
域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
50.图1为本发明的示意图。
具体实施方式
51.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
52.本技术目的一是提供一种基于机器视觉识别的注塑制品快速检验方法,具有便于手机壳制品注塑质量检验的特点。
53.本技术的上述发明目的一是通过以下技术方案得以实现的:
54.一种基于机器视觉识别的注塑制品快速检验方法,包括以下步骤:
55.步骤s1,获取待检验注塑产线中各手机壳制品的注塑尺寸,对比得到待检验注塑产线中各手机壳制品的注塑尺寸差值。
56.在本技术较佳的技术方案中,所述根据获取待检验注塑产线中各手机壳制品的注塑尺寸,对比得到待检验注塑产线中各手机壳制品的注塑尺寸差值包括:
57.s11、获取待检验注塑产线中各手机壳制品的注塑长度、注塑宽度、注塑高度,将待检验注塑产线中各手机壳制品的注塑长度、注塑宽度、注塑高度分别标记为air1、air2、air3,其中i=1,2,...,n;
58.s12、提取待检验注塑产线中设定手机壳制品对应注塑长度、注塑宽度、注塑高度,将待检验注塑产线中设定手机壳制品对应注塑长度、注塑宽度、注塑高度分别标记为ar
′1、ar
′2、ar
′3;
59.s13、将待检验注塑产线中各手机壳制品的注塑长度、注塑宽度、注塑高度与设定手机壳制品对应注塑尺寸进行对比,得到待检验注塑产线中各手机壳制品的注塑长度差值δair1、注塑宽度差值δair2、注塑高度差值δair3。
60.步骤s2,监测待检验注塑产线中各手机壳制品的各背面检测点处注塑厚度、各侧面检测点处注塑厚度,综合分析待检验注塑产线中各手机壳制品的注塑质量影响比例系数。
61.在本技术较佳的技术方案中,所述根据监测待检验注塑产线中各手机壳制品的各背面检测点处注塑厚度、各侧面检测点处注塑厚度,综合分析待检验注塑产线中各手机壳制品的注塑质量影响比例系数,包括如下步骤:
62.s21、将若干检测点随机布设在各手机壳制品的背面区域内,检测待检验注塑产线中各手机壳制品的各背面检测点处注塑厚度,将待检验注塑产线中各手机壳制品的各背面检测点处注塑厚度标记为a
idj
,其中j=1,2,...,m;
63.s22、将待检验注塑产线中各手机壳制品的各背面检测点处注塑厚度a
idj
代入公式得到待检验注塑产线中各手机壳制品的背面平均注塑厚度
64.s23、将若干检测点随机布设在各手机壳制品的侧面区域,检测待检验注塑产线中
各手机壳制品的各侧面检测点处注塑厚度,将待检验注塑产线中各手机壳制品的各侧面检测点处注塑厚度标记为a
′
id′f,其中f=1,2,...,v;
65.s24、将待检验注塑产线中各手机壳制品的各侧面检测点处注塑厚度ai′dj
′
代入公式得到待检验注塑产线中各手机壳制品的侧面平均注塑厚度
66.s25、将各手机壳制品的注塑长度差值δair1、各手机壳制品的注塑宽度差值δair2、各手机壳制品的注塑高度差值δair3代入公式得到待检验注塑产线中各手机壳制品的注塑质量影响比例系数其中λ1、λ2分别表示为手机壳制品注塑质量的影响因子,a
允
r1、a
允
r2、a
允
r3分别表示手机壳制品注塑长度、注塑宽度、注塑高度对应的允许误差值,d
设
、d
′
设
分别表示为手机壳制品的背面设定注塑厚度、侧面设定注塑厚度。
67.参见上文的说明,本发明通过获取待检验注塑产线中各手机壳制品的注塑尺寸、各背面检测点处注塑厚度、各侧面检测点处注塑厚度,分析待检验注塑产线中各手机壳制品的注塑质量影响比例系数,为后期分析各手机壳制品的综合注塑质量符合度系数提供可靠的参考数据,提高后期企业对手机壳制品的注塑质量监控。
68.步骤s3,获取待检验注塑产线中各手机壳制品表面图像中各异常部分面积和表面毛刺数量,分析待检验注塑产线中各手机壳制品的表面异常影响比例系数。
69.在本技术较佳的技术方案中,所述待检验注塑产线中各手机壳制品的表面异常影响比例系数分析方式为:
70.s31、对待检验注塑产线中各手机壳制品表面进行全方位扫描,采集待检验注塑产线中各手机壳制品的表面图像;
71.s32、获取待检验注塑产线中各手机壳制品表面图像内各异常部分面积,将待检验注塑产线中各手机壳制品表面图像内各异常部分面积标记为s
ibu
,其中u=1,2,...,g;
72.s33、获取待检验注塑产线中各手机壳制品表面图像内表面毛刺数量,将待检验注塑产线中各手机壳制品表面图像内表面毛刺数量标记为k
ib′
;
73.s34、将待检验注塑产线中各手机壳制品表面图像内各异常部分面积s
ibu
、待检验注塑产线中各手机壳制品表面图像内表面毛刺数量k
ib′
代入公式得到待检验注塑产线中各手机壳制品的表面异常影响比例系数其中μ表示为手机壳制品表面毛刺的异常影响系数,γu表示为手机壳表面中各异常部分对应的修正影响因子,s
标
表示为手机壳制品的标准表面图像面积。
74.在本实施例中,所述各异常部分面积分别包括凹痕部分面积、划痕部分面积、折痕部分面积、水波纹部分面积、裂纹部分面积、翘曲部分面积、气泡部分面积和鼓包部分面积。
75.参见上文的说明,本发明通过获取待检验注塑产线中各手机壳制品表面图像中各异常部分面积和表面毛刺数量,分析待检验注塑产线中各手机壳制品的表面异常影响比例系数,从而避免人工检验劳动成本高、检验标准受主观影响的问题,提高手机壳制品检验数
据的准确度和可靠度。
76.步骤s4,监测待检验注塑产线中各手机壳制品的各注塑孔洞位置,对比分析待检验注塑产线中各手机壳制品的各注塑孔洞位置偏移距离。
77.在本技术较佳的技术方案中,所述在监测待检验注塑产线中各手机壳制品的各注塑孔洞位置的步骤之后,包括:
78.s41、获取待检验注塑产线中各手机壳制品的各注塑孔洞位置坐标,将待检验注塑产线中各手机壳制品的各注塑孔洞位置坐标标记为w
icp
,其中p=1,2,...,q,w
icp
(wx
icp
,wy
icp
,wz
icp
);
79.s42、提取待检验注塑产线中设定手机壳制品的各孔洞标准位置坐标,将待检验注塑产线中设定手机壳制品的各孔洞标准位置坐标标记为w
′c′
p
,其中w
′c′
p
(w
′
xc
′
p
,w
′
yc
′
p
,w
′
zc
′
p
);
80.s43、通过空间坐标间距计算公式得到待检验注塑产线中各手机壳制品的各注塑孔洞位置偏移距离,并将待检验注塑产线中各手机壳制品的各注塑孔洞位置偏移距离标记为l
icp
。
81.在本实施例中,通过对待检验注塑产线中各手机壳制品进行扫描,构建待检验注塑产线中各手机壳制品的空间坐标模型,进而获取待检验注塑产线中各手机壳制品的各注塑孔洞位置坐标。
82.在本实例例中,所述待检验注塑产线中各手机壳制品的各注塑孔洞位置偏移距离计算公式为
83.步骤s5,监测待检验注塑产线中各手机壳制品的各注塑孔洞尺寸,综合分析待检验注塑产线中各手机壳制品的孔洞变形影响比例系数。
84.在本技术较佳的技术方案中,所述根据监测待检验注塑产线中各手机壳制品的各注塑孔洞尺寸,综合分析待检验注塑产线中各手机壳制品的孔洞变形影响比例系数包括:
85.s51、监测待检验注塑产线中各手机壳制品的各注塑孔洞尺寸,将待检验注塑产线中各手机壳制品的各注塑孔洞尺寸标记为δ
icp
;
86.s52、将待检验注塑产线中各手机壳制品的各注塑孔洞尺寸与设定手机壳中对应注塑孔洞的标准尺寸进行对比,得到待检验注塑产线中各手机壳制品的各注塑孔洞尺寸差值,将待检验注塑产线中各手机壳制品的各注塑孔洞尺寸差值标记为δδ
icp
;
87.s53、将检验注塑产线中各手机壳制品的各注塑孔洞位置偏移距离l
icp
、待检验注塑产线中各手机壳制品的各注塑孔洞尺寸差值δδ
icp
代入公式得到待检验注塑产线中各手机壳制品的孔洞变形影响比例系数其中ε
l
、ε
δ
分别表示为手机壳中孔洞注塑位置、孔洞注塑尺寸对应的变形影响权重系数,l
设
表示为设定的孔洞注塑位置偏移允许误差,δ
标cp
表示为设定手机壳中各注塑孔洞的标准尺寸。
88.参见上文的说明,本发明通过监测待检验注塑产线中各手机壳制品的各注塑孔洞位置偏移距离和各注塑孔洞尺寸,综合分析待检验注塑产线中各手机壳制品的孔洞变形影
响比例系数,从而提高手机壳制品注塑质量的检测自动化程度和检测全面性。
89.步骤s6,计算待检验注塑产线中各手机壳制品的综合注塑质量符合度系数,对比筛选待检验注塑产线中注塑质量不符合的各手机壳制品,并进行对应的处理措施。
90.在本技术较佳的技术方案中,所述待检验注塑产线中各手机壳制品的综合注塑质量符合度系数计算方式如下:
91.将待检验注塑产线中各手机壳制品的注塑质量影响比例系数待检验注塑产线中各手机壳制品的表面异常影响比例系数待检验注塑产线中各手机壳制品的孔洞变形影响比例系数代入公式得到待检验注塑产线中各手机壳制品的综合注塑质量符合度系数,其中η1、η2、η3分别表示为手机壳制品注塑质量符合度的影响权重系数。
92.在本实施例中,所述根据对比筛选待检验注塑产线中注塑质量不符合的各手机壳制品包括:
93.将待检验注塑产线中各手机壳制品的综合注塑质量符合度系数与设定的手机外壳制品注塑质量符合度系数进行对比,若待检验注塑产线中某手机壳制品的综合注塑质量符合度系数小于设定的手机外壳制品注塑质量符合度系数,表明该手机壳制品注塑质量不符合,筛选统计待检验注塑产线中注塑质量不符合的各手机壳制品。
94.参见上文的说明,本发明通过计算待检验注塑产线中各手机壳制品的综合注塑质量符合度系数,从而提高注塑产线中手机壳制品的质量检验效率,增加手机壳制品注塑生产企业的经济效益,并使得检验后的手机壳制品满足基本使用性能的需求,为后期手机壳制品的正常销售提供保障。
95.本技术目的二是提供一种设备,具有便于手机壳制品注塑质量检验的特点。
96.本技术的上述发明目的二是通过以下技术方案得以实现的:
97.一种设备,包括:处理器,以及与处理器连接的内存和网络接口;所述网络接口与服务器中的非易失性存储器连接;所述处理器在运行时通过所述网络接口从所述非易失性存储器中调取计算机程序,并通过所述内存运行所述计算机程序,以执行上述本发明所述的一种基于机器视觉识别的注塑制品快速检验方法。
98.本技术目的三是提供一种计算机存储介质,能够存储相应的程序,具有便于手机壳制品注塑质量检验的特点。
99.本技术的上述发明目的三是通过以下技术方案得以实现的:
100.一种计算机存储介质,包括存储器和处理器;
101.所述存储器用于存储计算机程序;
102.所述处理器用于执行所述存储器中存储的计算机程序;
103.所述计算机程序用于执行上述本发明所述的一种基于机器视觉识别的注塑制品快速检验方法。
104.以上内容仅仅是对本发明的构思所作的举例和说明,所属本技术领域的技术人员对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,只要不偏离发明的构思或者超越本权利要求书所定义的范围,均应属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1