一种小卷面料自动检验机及其检验方法与流程
1.本发明属于面料自动检验领域,特别涉及该领域中的一种小卷面料自动检验机及其检验方法,用于织衣厂的前道面料检验工序。
背景技术:
2.衣食住行是人们生活的根本,而衣服是由多种多块布料相互拼接组合而成的,而在布匹生产过程中需要多种设备进行相互配合,并且在生产完成后需要历经各项检测,只有通过检测的布匹才可以正常的投入市场,而在进行布匹检验时需要用到的设备即为验布机,而验布机是服装行业生产前对棉、毛、麻、丝绸、化纤等特大幅面、双幅布和单幅布进行检测的一套必备的专用设备,只用验布机可对布匹的瑕疵进行检测,每个成品的布匹都具有一定的瑕疵,而在合理数据范围内的瑕疵都是可允许的,验布机可自动完成记长和卷装整理工作,带有电子检疵装置,由计算机统计分析,协助验布操作并且打印输出,进而形成一套完整的布匹检测体系。
3.中国实用新型专利cn202296457u公开了一种验布机,包括放卷架,所述放卷架包括底座、第一支架、第二支架和气胀轴,所述第一支架和所述第二支架设置在所述底座上,所述气胀轴设置在所述第一支架和所述第二支架上,还包括控制所述气胀轴张力的制动装置,所述制动装置的输出端与所述气胀轴的一端连接。本实用新型还公开了一种验布机放卷架。现阶段中的布匹检验用的验布机具有以下不足之处:
4.目前验布机领域大部分还是采用人工验布,人工验布目前存在三大痛点:检出率低、速度慢、招工难且人员成本高。平均一个验布工在1小时内最多发现200个疵点,瑕疵检出率约为70%。但人员集中力最多维持20—30分钟,而且验布速度一般限制在20-30cm/s,若超过这个时间和速度,验布工会产生疲劳。出现漏检、错检等这些问题都会严重影响布料后期的加工,造成产品报废。
技术实现要素:
5.本发明所要解决的技术问题就是提供一种小卷面料自动检验机及其检验方法。
6.本发明采用如下技术方案:
7.一种小卷面料自动检验机,其改进之处在于:包括上料机构,举升机构,穿布机构,下布机构、检测机构、推布机构和推纸管机构。
8.进一步的,举升机构包含两个水平方向平行排列的上料辊,以及安装在自动检验机的左右两侧的升降导轨,两个上料辊可以沿升降导轨上下移动。
9.进一步的,举升机构的上料辊可以正反转以实现对小卷面料的生头;其生头具体方法为:上料辊通过连续的正转和反转,实现将布头落入下布辊一侧,其生头方法的特征在于:反转圈数大于正转圈数。
10.进一步的,穿布机构包含穿布板、驱动端滑轨和压布轮,穿布板可以沿驱动端滑轨移动,在举升机构升至最高,穿布机构伸出时,压布轮压在下布辊上。
11.进一步的,下布机构包括下布辊、检测装置、摆布装置,下布辊设置在上料辊的前下方,检测装置设置在下布辊的下方,面料通过下布辊、检测区域、摆布装置落入平台。
12.进一步的,检测装置包括位于面料下方的灯箱、位于面料上方的灯箱、位于面料上方的工业相机,以及压在面料上的编码器、压在面料上的贴标机,编码器分时触发上方、下方的光源,由相机拍摄多组不同光源的图像数据,送入处理器进行疵点检测,贴标机被安装在拍摄区域的下方一侧,根据检测结果,在布匹的固定位置贴标。
13.进一步的,摆布装置包括夹辊和摆布框,夹辊为转向相反、平行放置的两根辊子,贴标机被安装在夹辊的上方。
14.进一步的,推纸管机构包含推手和滑轨,举升机构下落至最低时,推手从举升机构两根上料辊中间间隙伸出;推手可以向一侧移动,该侧外箱体开口。
15.进一步的,推布机构固定在下布机构下方,由平台和推布推手组成,验布完成后,推布推手将整匹布推出出料区。
16.一种检验方法,适用于上述的小卷面料自动检验机,其改进之处在于:将面料搬运至上料机构后,由上料机构的传动带将面料运至举升机构的上料辊上方,上料辊带动面料向上升到自动检验机顶部,两个上料辊同时进行正向旋转和反向旋转,带动面料正向旋转和反向旋转进行生头,然后通过传感器确认是否找到面料头部,穿布板两端的导轨滑块推动面料布头向前移动,面料布头通过穿布板向前移动接触到旋转的下布辊时,由压布轮辅助压下面料,面料通过检测区时进行疵点检测,检测完成后进入摆布机构进行松布,松布完成后通过推手杆将布料推出出料区,上料辊回落至初始位置,推纸管机构开始工作,将纸管退出。
17.本发明的有益效果是:
18.本发明所公开的小卷面料自动检验机及其检验方法,面料依次通过上料、举升、生头、穿布、下布、检测、摆布、出料和推纸管,实现全过程自动化,替代传统人工检验,解决面料自动生头和穿布的业内难点。
19.本发明所公开的小卷面料自动检验机及其检验方法具有以下优势:在面料升到顶部时,可以依靠布头重力下垂,以便将布头推至下料辊,可以大大提高下布的效率;自动生布头,依靠光电判断布头是否在生头区,生头区位于两个上料辊的最前段,依靠上料辊正反转,且反转圈数大于正转圈数,直至找到布头为止,方法简单,便于操作,解决了业内的生头难点;在穿布板上增加压布轮,在布头推至下料辊时,可以增加穿布成功率。
附图说明
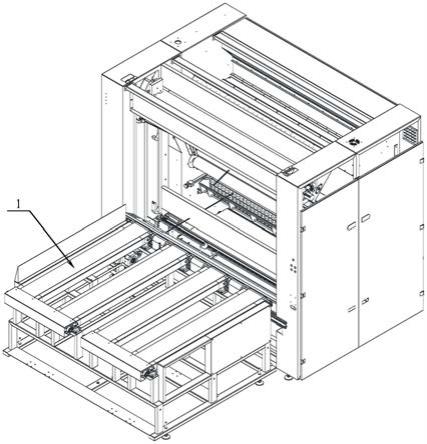
20.图1是本发明实施例1所公开小卷面料自动检验机的立体结构示意图;
21.图2是本发明实施例1所公开小卷面料自动检验机的主视结构示意图;
22.图3是本发明实施例1所公开小卷面料自动检验机的俯视结构示意图;
23.图4是本发明实施例1所公开小卷面料自动检验机的侧面结构示意图;
24.图5是本发明实施例1所公开小卷面料自动检验机的内部结构示意图;
25.图6是本发明实施例1所公开小卷面料自动检验机中上料辊的立体结构示意图;
26.图7是本发明实施例1所公开小卷面料自动检验机中穿布机构的立体结构示意图;
27.图8是本发明实施例1所公开小卷面料自动检验机中穿布机构的侧面结构示意图;
28.图9是本发明实施例1所公开小卷面料自动检验机中出料区的结构示意图;
29.图10是本发明实施例1所公开小卷面料自动检验机中推纸管机构的结构示意图。
30.附图说明:1—上料机构,2—举升机构,21—上料辊,22—升降滑板,3—穿布机构,31—穿布板,32—压布轮,4—推纸管机构,41—推手,5—出料区,51—推手杆,6—灯箱,7—工业相机,8—检测区,9—贴标机,10—夹辊。
具体实施方式
31.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图和实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
32.实施例1,如图1—5所示,本实施例公开了一种小卷面料自动检验机,包括上料机构1,举升机构2,穿布机构3,下布机构和推纸管机构4;上料机构1为传送带,在上料机构的末端设置举升机构2,举升机构包含两个水平方向平行排列的上料辊21,如图6所示,在两个上料辊之间留有间隙,两个上料辊驱动端通过链条连接为一体,在上料辊的左右两侧各设置升降滑板22,在自动检验机的左右两侧箱体中分别设置升降导轨,升降滑板分别安装至与其相邻侧的升降导轨内并可沿升降导轨上下滑动,升降滑板与导轨滑块连接,通过链条传动带动上料辊进行升降,上料辊可带动面料进行升降和旋转;在自动检验机的左右两侧箱体内侧开有上下移动的方口。
33.如图7—8所示,穿布机构3包含穿布板31、驱动端以及压布轮32,所述的驱动端有一个,设置于两个升降滑板的内侧,所述穿布板安装在两个推布滑板之间,在穿布板的两端各设置一个导轨滑块,两个导轨滑块分别固定在上述左右升降滑板的内侧面,通过齿轮齿条传动带动穿布板进行移动。压布轮通过连杆固定在穿布板的前端并可绕连杆转动;下布机构包括下布辊、检测区8、检测装置以及摆布装置,下布辊设置在上料辊的前下方,下布辊可通过生头穿布,方便将布头送入下布辊,下布辊的驱动端通过链条传动带动其旋转;检测区设置在下布辊的下方,检测装置包括位于面料下方的灯箱、位于面料上方的灯箱6、位于面料上方的工业相机7,以及压在面料上的编码器、压在面料上的贴标机9,编码器分时触发上方、下方的光源,由相机拍摄多组不同光源的图像数据,送入处理器进行疵点检测,贴标机被安装在拍摄区域的下方一侧,根据检测结果,在布匹的固定位置贴标。摆布装置位于检测区的下方,摆布装置包括夹辊10和摆布框,夹辊为转向相反、平行放置的两根辊子,贴标机被安装在夹辊的上方。
34.如图9所示,下布机构的下方为出料区5,在出料区设有可前后移动的推手杆51,通过链条传动带动推手杆前后移动,在推手杆上设有推手。如图10所示,推纸管机构4固定在自动检验机的左右两侧箱体内壁并位于上料辊的正下方,包含推手41和驱动单元,所述推手位于两个上料辊中间预留的间隙内,并由驱动单元驱动左右移动。
35.本实施例还公开了一种检验方法,适用于上述的小卷面料自动检验机,将面料搬运至上料机构后,由上料机构的传动带将面料运至举升机构的上料辊上方,上料辊带动面料向上升到自动检验机顶部,两个上料辊同时进行正向旋转和反向旋转,带动面料正向旋转和反向旋转进行生头,生头反向旋转圈数大于正向旋转圈数,然后通过光电检测是否找到面料头部,穿布板两端的导轨滑块推动面料布头向前移动,面料布头通过穿布板向前移
动接触到旋转的下布辊时,由压布轮辅助压下面料,保证下布辊顺利下布;面料通过下布辊进入检测区时进行疵点检测,检测完成后进入摆布装置进行松布,松布完成后通过推手杆将布料推出出料区,上料辊回落至初始位置,推纸管机构开始工作,将纸管退出。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1